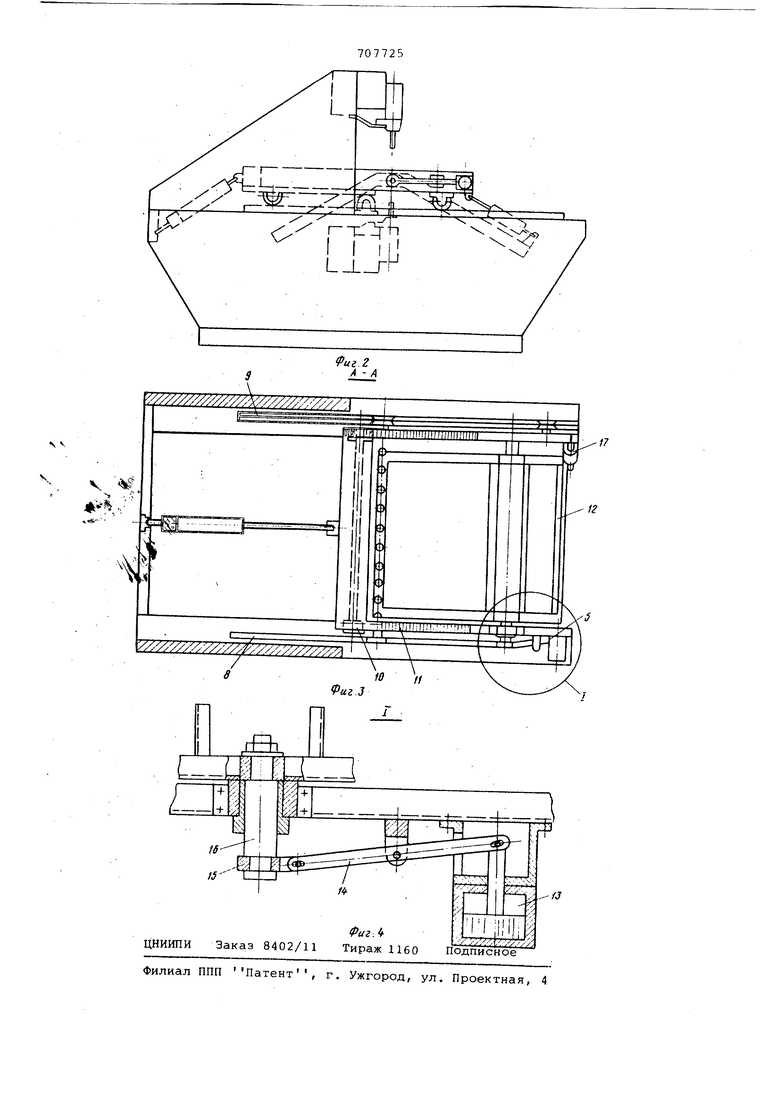
Изобретение относится к области машиностроения, в частности к производству оборудования для многоточечной контактной сварки и может быть использовано при сварке крупногабаритных изделий из листов, расположенных под углом один к другому Известны машины для многоточечной контактной сварки изделий арочной формы, содержащие станину, сварочные трансформаторы, сварочные пистолеты с электродами и механизмы для поступательного транспортирования изделия в виде рольганга 1. В этих машинах свариваемое изделие вручную подают в зону электродов собирают и фиксируют его под электро дами. Наличие ручных операций подачи изделия в зону электродов и выгрузки не позволяет машине развивать высокую производительность. Известна также машины для многоточечной контактной сварки, преимущ ственно угловых деталей, содержащая установленные на станине сварочные пистолеты, трансформаторы, приводну каретку и поворотный кондуктор 2. На кондукторе расположен привод поперечного перемещения изделия относительно движений каретки. Недостатком машины является то, что поворотный кондуктор выполнен плоским и поэтому не обеспечивает сшивку крупногабаритных листов ломаной конфигурации. Кроме того, сдвиг изделия по кондуктору с одновременным освобождением его от пневмоприжимов обусловливает сложность перестановки деталей и низкую производительность при сварке крупногабаритных листов ломаг 1НОЙ конфигурации. Целью изобретения является повышение производительности за счет механизации подачи свариваемых деталей в зону сварки и ликвидация опергщии сдвига свариваемых деталей относительно кондуктора при соединении их многорядными швами. Эта цель достигается тем, что кондуктор выполнен в виде желобчатообразной рама с цапфами, подвешенной к каретке дном вверх и установленной с возможностью совмещения одной из боковых сторон с плоскостью каретки, и снабжен механизмом возвратно-постунательного перемещения в направлении перпендикулярном перемецению каретки, выполненным з виде закрепленного на каретке цилиндра, шток которого ч рез рычаг соединен с вилкой, шарнирн установленной на одной из цапф рамы. Кроме того, угол раскрытия сторон желобчатообразной рамы составляет 90 175° На фиг. 1 схематично изображена машина в исходном положении, общий вид сбоку; на фиг. 2 - то же, в рабо чем положении; на фиг. 3 - разрез А-А; на фиг. 4 - узел IМашина для многоточечной контактной сварки содержит смонтированные н станине 1 две перемещающиеся навстре чи друг другу траверсы 2 с закрепленными на них сварочными гидрописто летами 3 итрансформаторами 4. На ст нине 1 расположена каретка 5 с возможностью продольного перемещения в зону электродов (гидропистолетов 3) от привода подачи 6, выполненного в виде двухпозиционного пневмоцилиндра, корпус которого шарнирно закреп лен на станине 1, а шток шарнирно св зан с кареткой 5. -Последняя имеет П-образную форму и установлена проемом в сторону загрузочной позиции. Каретка содержит четыре катка 7, с помощью которых может перемещаться по гладкому 8 и профильному 9 рельсам. Для обеспечения каретки без переносов на станине 1 закреп лен вал-синхронизатор с шестернями 10, находящимися в зацеплении с зубчатыми рейками 11, закрепленными на нижней стороне каретки 5. На каретке 5 шарнирно с помощью цапф (полуосей) подвешен поворотный кондуктор 12 для сборки и закреплени свариваемых и&делий, который выполнен в вид;е прямобокой желобчатообраз ной сварной рамы, обращенной выпуклостью вверх. При этом угол раскрытия сторон рамы выполнен в пределах 90-175°- Этот угол не может быть меньше, чем 90 по конструктивным соображениям, а при 180®кондуктор становится плоским и не пригодным для сборки на нем листов ломаной фор мы. Поворотный кондуктор 12 имеет возможность возвратно-поступательног перемещения в направлении, перпендикулярном перемещению каретки 5, для чего на каретке жестко закреплен механизм, состоящий из пневмоцилиндра 13, шток которого через рычаг 14 соединен с вилкой 15, шарнирно установленной на одной из цапф 16 поворотного кондуктора 12. Величина возвратно-поступательного перемещения кондуктора равна половине расстояния между электродами, что позволяет выполнять сварные швы как с шахматным, так и с цепным расположением сварных точек. Для поворота кондуктора 12 служит пневмоцилиндр 17, шарнирно связанный с кареткой Бис одной из сторон кондуктора. Поворотный кондуктор 12 снабжен фиксаторами и прижимами (не показаны). При сварке многорядными швами с шахматным расположением точек машина работает следующим образом. В исходном положении траверсы 2 разведены. Каретка 5 подана приводом подачи 6 на загрузочную позицию (подана из машины), поворотный кондуктор 12 повернут таким образом, что его передняя сторона (обращенная к машине) поднята в верхнее крайнее положение и расположена в плоскости каретки 5, при этом кондуктор 12 по отношению к каретке 5 занимает одно из крайних положений, например, смещен влево. Свариваемое изделие собирается на кондукторе, фиксируется и зажимается. При включении машины приводом б подают каретку 5 в Проем между верхними и нижними электродами, а вместе с нею и поворотный кондуктор 12 с изделием. Когда середина кондуктора 12 окажется в зоне электродов, срабатывает пневмоцилиндр 17, поворачивая кондуктор передней стороной вниз, ориентируя свариваемое изделие так, чтобы места сварки были перпендикулярны электродам. Производится сварка первого ряда точек. По разведении траверс 2 включается пневмоцилиндр б (включается ступень малой подачи), который подает каретку 5 из машины на расстояние, равное промежутку между рядами сварных точек. Одновременно включается пневмоцилиндр 13, который посредством рычага 14 и вилки 15 смещает поворотный кондуктор 12 с изделием в направлении, перпендикулярном перемещению каретки, например из левого положения в правое. Это смещение равно половине расстояния между электродами (гидропистолетами 3). По выполнении этих движений производится сварка второго ряда точек, которые окажутся смещенными на половину шага по отношению к точкам первого ряда. По разведению траверс 2 включаются последовательно пневмоцилиндры 13 и 17, а затем 6. Кондуктор 12 смещается в исходное (левое) положение и поворачивается передней стороной вверх до совмещения с плоскостью каретки, а затем вместе с кареткой выкатывается из машины на загрузочную позицию. Готовое изделие снимается, а очередное собирается, и цикл операций повторяется. Сварка изделия многорядным швом с цепным расположением точем может быть выполнена двумя способами: а)без смещения кондуктора с изделием вправо-влево ; шаг свар ного шва равен расстоянию между электродами; б)со смещением кондуктора с изделием вправо-влево при сварке каждого ряда точек; шаг сварного шва будет равен половине расстояния между электродами. Конструктивное выполнение машины позволяет осуществлять механизирован ную подачу свариваемого изделия в зону электродов с последующим поворотом изделия, а также его возвратно поступательные перемещения в направлении, перпендикулярном подаче, в результате чего возможно осуществление сшивки крупногабаритных листов, расположенных под углом 90-175°один к другому, многорядными швами с боле высокой производительностью. Формула изобретения 1. Машина для многоточечной контактной сварки, преимущественно, деталей ломаной конфигурации, содержа щая установленные на станине свароч ные пистолеты, трансформаторы, приводную каретку и шарнирно соединенный с ней поворотный кондуктор, о т личающаяся тем,что, с целью повышения производительности за счет механизации подачи свариваемых деталей в зону сварки и ликвидации операции сдвига свариваемых деталей относительно кондуктора при соединении их многорядными швами, кондуктор выполнен в виде желобчатообразной рамы с цапфами, подвешенной к каретке дном вверх и установленной с возможностью совмещения одной из боковых сторон с плоскостью каретки, и снабжен механизмом возвратнопоступательного перемещения в направлении, перпендикулярном перемещению каретки, выполненным в виде закрепленного на каретке цилиндра, шток которого через рычаг соединен с вилкой, шарнирно установленной на одной из цапф. 2. Машина поп.1, о тли ч а ющ а я с я тем, что угол раскрытия сторон желобчатообразной рамы составляет 90-175. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 507424, кл. В 23 К 11/10, 1974. 2.Авторское свидетельство СССР № 509363, кл. В 23 К 11/10, 1974 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки | 1990 |
|
SU1750889A1 |
| Машина для многоточечной сварки | 1974 |
|
SU507424A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1968 |
|
SU211699A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ СЕТОК | 1997 |
|
RU2120844C1 |
| Многоэлектродная машина для контактной точечной сварки | 1985 |
|
SU1382620A1 |
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| Машина для контактной точечной сварки | 1969 |
|
SU316296A1 |
| Машина для контактной многоточечной сварки | 1977 |
|
SU642110A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU507422A1 |
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |
Фиг.г
. .-.
А -А
12
