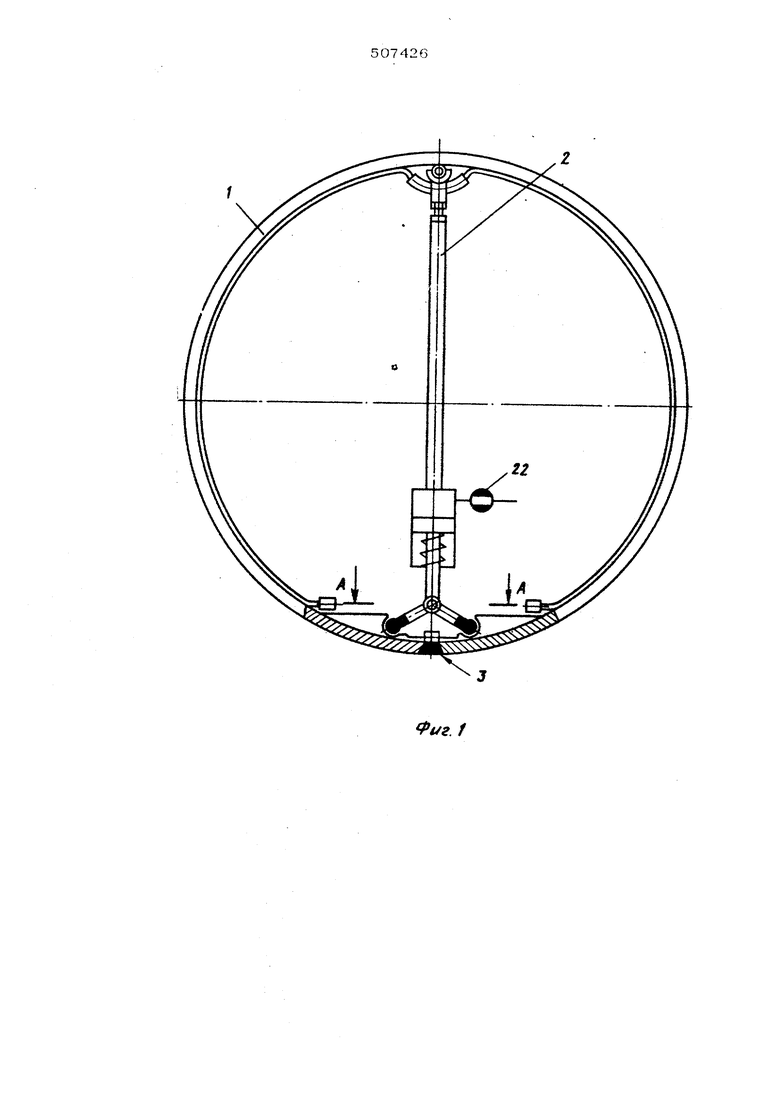
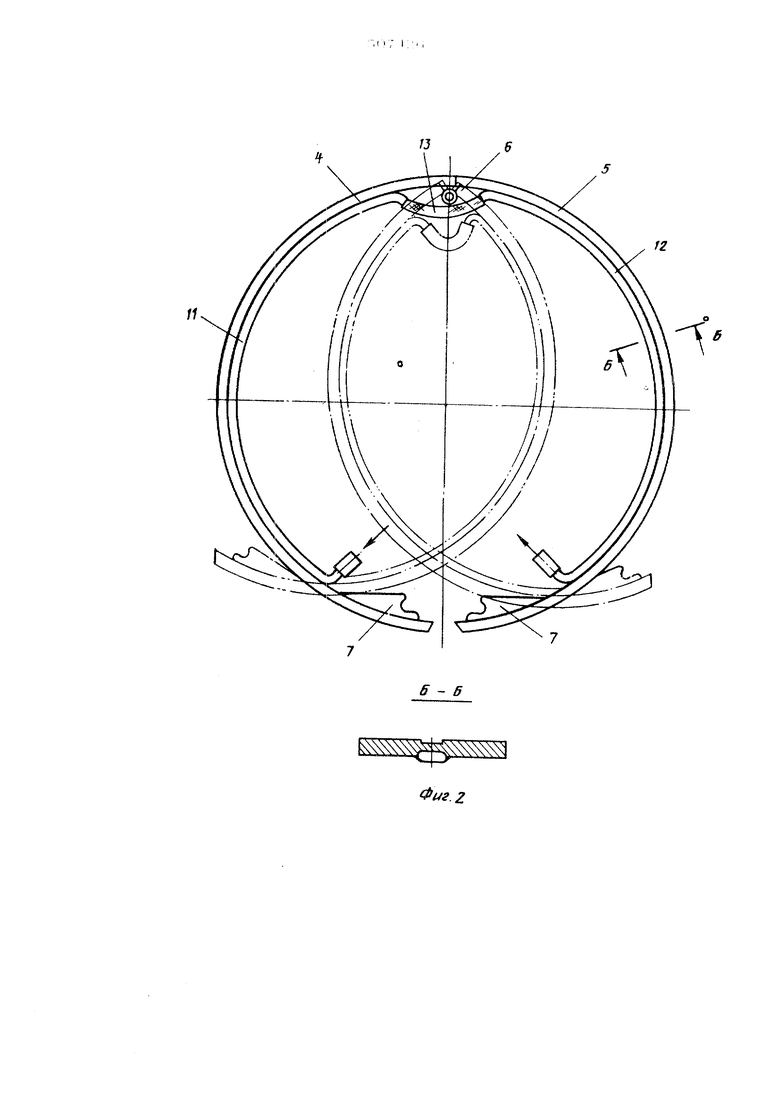
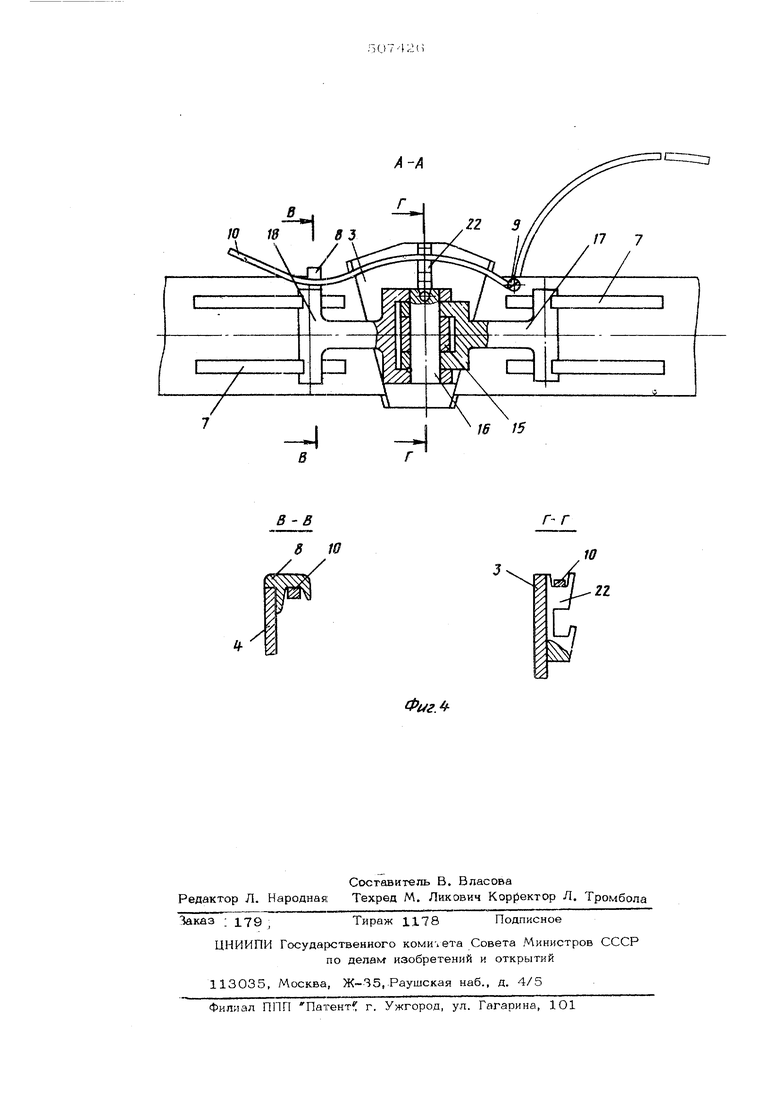
(54) УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ которым придается овальная форма для умень шения их жестксхзти и тем самым сохранения гибкости полуобручэй. в месте перегиба полуобручей трубки соединены гибким рукавом 13, например, резинотканевым. Разжимное ycTpofiCTBO 2 состоит из пневмоцилиндра 14, на штоке 15 которого шарнирно посредством оси 16 закреплены распорные рычаги 17 и 18, а на корпусе жестко закреплена сменная стойка 19. К стойке 19 посредством, например, резьбового соединения крепится опорная стойка 20, фиксирующаяся в требуемом положении гайкой Для управления подечей воздуха в пневмо цилиндр в его бесштоковой части корпуса крепится трехходовой кран 21, Сменная стойка 19 выполнена полой, в верхней част она заглушена, а нижняя часть соединяется с бесштоковой полостью пневмоцилиндра, что позволяет, используя полос;ть стойки как ресивер, сохранять рабочее положение устройства в процессе сварки при отключенном воздухонодвоае. Клиновидная вставка 3 имеет жестко закрепленный на ней упор 22 со ступенчатыми вырезами для размещения пластинчатой пружины 10. Боковые грани вставки скошены так, что совместно со скошенными торцами полуобручей образуют соединение типа ласточкин хвост, позволяющее вставке |Под воздействием пружины 10 удерживаться между полуобручами. Устройство работает следующим образом Подкладное кольцо 1 устанавливаю под кольцевой стык. При этом в закрытый аппарат кольцо вводят через люк в положении, показанном на фиг. 2 штрихпунктиром. Уста навливают разжимное устройство 2, так, что распорные рычаги 17 и 18 своими свободными концами размещаются в вырезах упоров 7, а опорная стойка 20 своей вилкообразной частью устанавливается над шар нирным соединением полуобручей. Кратковременным открытием крана 21 в бесштоновую полость пневмоцилиндра 1.4 подают небо шойобъ м сжатого воздуха для предварительного поджатия подкладного кольца 1 и уточ няют его положение относительно свариваемого стыка. Затем открывают кран 21 полкостью и подкладное кольцо 1 окончательно оджимают к кольцевому стыку. В зазор ежду свободными концами полуобручей усанавливают клиновидную вставку 3 и фикируют ее пластинчатой пружиной 10. Устойство готово к работе. При тепловом расширении изделия в проессе сварки шток пневмоцилиндра за счет меющегося запаса хода дожмет полуобручи плотность их поджатия к стыку не наруится, а клиновидная вставка З под воздействием пружины 10 продвинется вглубь заора к обеспечит его выбор между торцами полуобручей. При этом опорная стойка 20 предохраняет шарнирное соединение полуобручей от провисания внутрь изделия, а усилие воздействия распорных рычагов на полуобручи по мере перемещения штока пневмоцилиндра вниз возрастает, чем обеспечивается необходимая плстность поджатия полуобручей к стыку. После окончания сварки пружину 10 выводят из зацепления с зацепом 8, кран 21 переводят в положение на выпуск воздуха из пневмоцилиндра, полуобручи разгружают от разжимающих усилий, и устройство разделяют на три составные части. Формула изобретения Устройство для формирования кольцевых сварных швов, содержащее формирующие элементы в виде шарнирно соединенных между собой металлических секторов с разжимным устройством л клиновидную вставку, отличающееся тем, что, с целью повышения равномерности прилегания формирующих элементов к кольцевому стыку при тепловых деформациях изделия, разжимное уоt тройство .выполненоБ виде пневмоцилиндра, на штоке которого шарнирно закреплены два распорных рычага, взаимодействующих с упорами, выполненными на свободных концах крайних металлических секторов, связанных клиновидной вставкой, бесштоковая полость этого цилиндра соединена со сменной полой стойкой, соосной с цилиндром, служашай ресивером и через опорную стойку взаимодействукмцей своим свободным заглушенным концом с шарнирным соединением секторов, противолежащим клиновидной вставке, которая подпружинена в осевом направлении.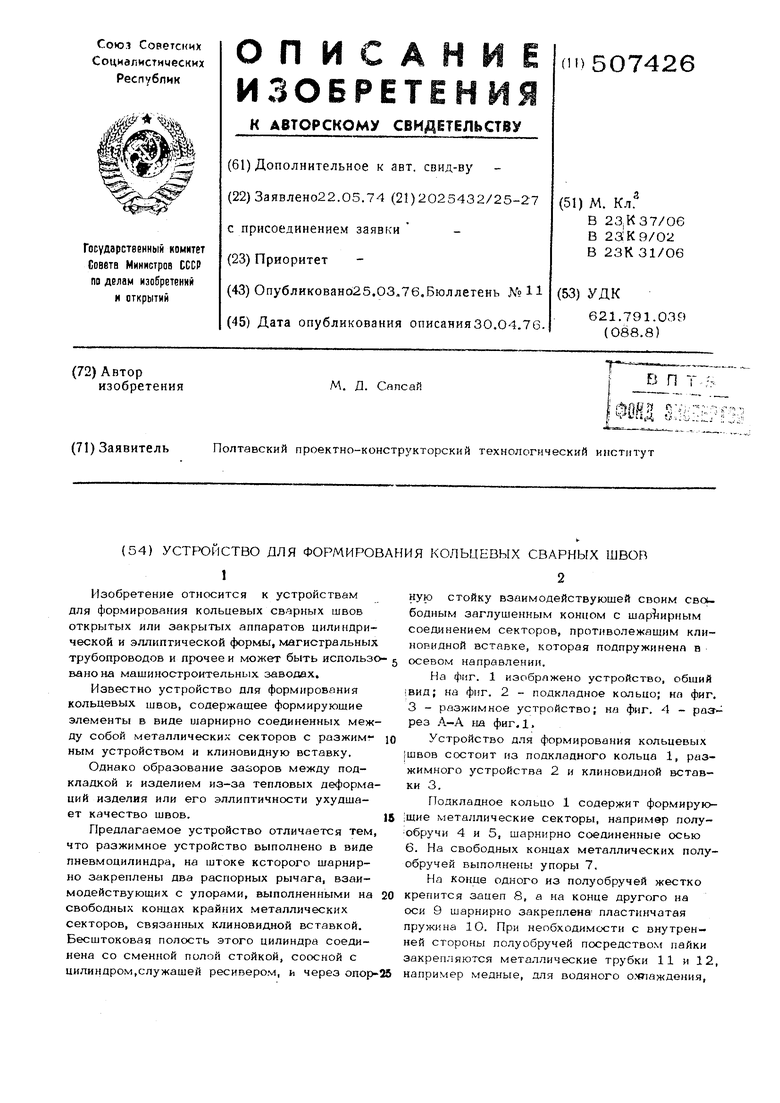

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1984 |
|
SU1235688A1 |
| Устройство для формирования кольцевых сварных швов | 1989 |
|
SU1779521A1 |
| РАСПОРНОЕ УСТРОЙСТВО ДЛЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2006 |
|
RU2353495C2 |
| УСТРОЙСТВО ДЛЯ ДЕМОНТАЖА СБОРНО-РАЗБОРНЫХ ТРУБОПРОВОДОВ | 2013 |
|
RU2524784C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
//г /
6 - Б
Ф
(г.2
Фиг J 1 10 W д.
л г
