Изобретение относится к технологии получения сварных соединений и может быть использовано для выполнения сварных швов в замкнутых полостях различных изделий, преимущественно кольцевых сварных швов тонкостенных замкнутых оболочек.
В сварочных работах широко используются технологические подкладки, в том числе и подкладные кольца. Они предназначены для придания сварному шву определенной геометрической формы, необходимой для обеспечения максимальной прочности сварного соединения. Подкладные кольца прижимают к двум свободным краям свариваемых кромок цилиндрических оболочек, придавая им большую жесткость и обеспечивая более точное их совмещение. Прижим колец осуществляется специальными устройствами как изнутри, так и снаружи сварного соединения в зависимости от технологии сварки. Профиль подкладного кольца содержит канавку, геометрически повторяющую контуры проплава сварного шва. Во время сварки расплавленный металл заполняет канавку, придавая проплаву форму, требуемую условиями максимальной конструктивной прочности и надежности сварного соединения.
Известно распорное устройство для тонкостенных оболочек [Виноградов B.C. Технология производства сварных и паянных конструкций, М., Машиностроение, 1966, с.168, рис.87 (а)] в виде винтовой распорки с радиально расположенными винтами. Такие распорки широко используются для выравнивания кромок свариваемых обечаек, калибровки сваренных цилиндров, а также для поджима сварочных подкладок.
Недостатком такого устройства является использование его в основном для сварки цилиндрических оболочек.
Также известно распорное устройство для тонкостенных оболочек [Виноградов B.C. Технология производства сварных и паянных конструкций, М., Машиностроение, 1966, с.168-169, рис.87 (б, в)], содержащее центральный цилиндр, распоры с упорами, контактирующими с подкладным кольцом, состоящим из отдельных частей. Распоры приводят в движение с помощью, например, пневмопривода. Упоры выполнены в виде разжимных секторов, на которые устанавливают части подкладного кольца. Такое устройство позволяет осуществлять надежный прижим сварочной подкладки.
Недостатком подобного устройства является невозможность удаления его из зоны сварки при сваривании замкнутых емкостей.
Задачей изобретения является сварка замкнутых тонкостенных оболочек с использованием удаляемой сварочной подкладки.
Поставленная задача решается тем, что в распорном устройстве для тонкостенных оболочек, содержащем центральный цилиндр, распоры с упорами, контактирующими с подкладным кольцом, состоящим из отдельных частей, в отличии от прототипа в центральном цилиндре размещена направляющая с каретками, установленными с возможностью фиксации на направляющей, распоры выполнены парными, одними концами шарнирно закрепленными в каретках, а другими концами соединенными между собой и с одним из упоров. Подкладное кольцо может быть выполнено со вставкой. Кроме того, подкладное кольцо может быть выполнено с тросиками, присоединенными к каждой из частей кольца, а одна из кареток может быть объединена с центральным цилиндром.
Техническим результатом является снижение массы сварных замкнутых оболочек и повышение надежности конструкции в целом за счет использования удаляемого сварочного технологического подкладного кольца для формирования проплава замыкающего сварного шва.
Обычное цельнометаллическое технологическое подкладное кольцо не может быть удалено из замкнутой полости изделия после сварки, что приводит к увеличению массы сварной конструкции и созданию опасных зон загрязнения в местах соприкосновения подкладного кольца со свариваемыми кромками. Представленное сварочное подкладное технологическое кольцо выполняется удаляемым, состоящим из отдельных частей, что позволяет демонтировать его внутри изделия и удалить по частям через технологическое отверстие (горловину) из замкнутой полости после формирования замыкающего сварного шва. Во время сварки подкладное кольцо должно быть плотно прижато изнутри к свариваемым кромкам для формирования качественного профиля проплава сварного шва путем создания необходимого усилия прижатия в целях придания необходимой жесткости конструкции и противостояния внешнему давлению сварочной дуги. Эта задача решается за счет использования специального технологического приспособления - распорного устройства. Поджатие осуществляется во время формирования проплава замыкающего сварного шва. Данное устройство выполняется складным с возможностью приобретения минимального поперечного размера, необходимого для его удаления из замкнутой полости через технологическое отверстие (горловину) после завершения сварочных работ.
Сущность изобретения поясняется чертежами, представленными на фигурах:
Фиг.1 - общий вид распорного устройства;
Фиг.2 - сечение А-А;
Фиг.3 - распорное устройство в сложенном виде.
Распорное устройство для тонкостенных оболочек состоит из центрального цилиндра 1, через который соосно с ним проходит направляющая в виде вала 2 с установленными на нем каретками 3 и 4. Вал 2 состоит из двух частей, одна из которых имеет правую резьбу, а другая - левую. Каретки 3 и 4 образуют с частями вала винтовые пары. Каретка 3 объединена, т.е. выполнена за одно целое с цилиндром 1. Цилиндр 1 снабжен рукояткой 5. Для защиты устройства от проворачивания во время вращения вала 2 рукоятка 5 оснащена местом под ключ. При этом со стороны рукоятки 5 центрального цилиндра вал 2 также оснащен местом под ключ для вращения вокруг собственной оси. К кареткам 3 и 4 с помощью штырей 6 шарнирно присоединены одними концами пары распоров 7 и 8 соответственно. Другие концы распоров 7 и 8 шарнирно соединены между собой и с упором 9 посредством втулок 10 и винтов 11. Присоединенный к каретке 4 распор 8 выполнен в виде вилки, во внутренний паз 12 которой при складывании распорного устройства попадает соответствующий упор 9, минимизируя тем самым поперечное сечение устройства. Подкладное кольцо состоит из отдельных частей 13 с установленными на них кронштейнами 14, которые снабжены пазами 15 для упоров 9. Части 13 подкладного кольца в собранном положении имеют гарантированные зазоры относительно друг друга так, чтобы, образовав круг, они имели возможность поместиться в свариваемую конструкцию 16. Подкладное кольцо замыкают вставкой 17. Каждая часть 13 подкладного кольца снабжена тросиком (не показаны).
Распорное устройство используют следующим образом. На специальном столе с отверстием в центральной части совмещают друг с другом части 13, образуя разомкнутое в одном месте подкладное кольцо. Распорное устройство в сложенном положении располагают вертикально, удерживая за рукоятку 5. Выставляют упоры 9 под прямым углом к оси устройства, первоначально фиксируя их в таком положении с помощью втулок 10 и винтов 11. Распорное устройство размещают в отверстии специального стола, совмещая ось устройства с осью подкладного кольца и располагая упоры 9 против пазов 15. Затем, удерживая устройство за рукоятку 5 от проворота, производят вращение вала 2. При этом каретки 3 и 4 начинают движение друг к другу, приводя в движение распоры 7 и 8, а вместе с ними и упоры 9 до тех пор, пока упоры не войдут в пазы 15. Распорное устройство вместе с подкладным кольцом переносят в зону сварки вертикально, при этом середина сечения подкладного кольца приходится на кромку одной из свариваемых деталей конструкции 16. Части 13 снабжены скосами, облегчающими вставку подкладного кольца в конструкцию 16. Вращая вал 2, производят предварительное поджатие частей 13 подкладного кольца к свариваемой кромке и устанавливают подходящую вставку 17 из набора, замыкая кольцо так, чтобы части кольца сохраняли свое местоположение. Сверху устанавливают другую часть свариваемой конструкции 16, замыкающую полость свариваемого изделия, центрируя распорное устройство в горловине конструкции 16 с помощью цилиндра 1. Цилиндр 1 с валом 2 проходит через технологическое отверстие или горловину конструкции 16, при этом рукоятка 5 доступна для оператора. Тросики от частей 13 подкладного кольца также протягивают через горловину свариваемой конструкции. При помощи поворота вала 2 производят окончательное поджатие частей подкладного кольца до требуемого усилия. Собранную конструкцию устанавливают в положение под сварку и производят сварку встык. Профиль частей 13 подкладного кольца формирует проплав сварного шва. Для лучшей теплоотдачи подкладное кольцо изготавливают из меди. После выполнения сварки вал 2 вращают в противоположном направлении, выводя упоры 9 из зацепления с кронштейнами 14 частей 13 подкладного кольца и приводя распоры 7 и 8 в положение вдоль оси вала 2. Затем распорное устройство за рукоятку 5 вытягивают из замкнутой полости полученной сваркой оболочки, при этом упоры 9, встретив сопротивление со стороны горловины конструкции 16, складываются против направления движения распорного устройства и попадают во внутренние пазы 12 распоров 8. Оставшееся без поддержки подкладное кольцо распадается на части 13 самостоятельно или при помощи вспомогательных слесарных инструментов. Затем с помощью тросиков части 13 через горловину вынимают из сваренной конструкции.
Таким образом, за счет выполнения кольца удаляемым из замкнутой полости сварного изделия снижается масса конструкции. Удаление кольца также приводит к повышению надежности изделия в целом за счет возможности лучшей очистки внутренней замкнутой полости по сравнению со случаем, когда подкладное кольцо остается внутри замкнутой полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2290290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| БОЕВАЯ ЧАСТЬ | 2008 |
|
RU2365869C1 |
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ | 2000 |
|
RU2168405C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 2020 |
|
RU2754328C1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ОБОЛОЧЕК | 2007 |
|
RU2374053C2 |
Изобретение относится к технологии получения сварных соединений, в частности к распорному устройству для сварки тонкостенных оболочек, и может быть использовано для выполнения сварных швов в замкнутых полостях различных изделий. Распорное устройство содержит центральный цилиндр и распоры с упорами, контактирующими с подкладным кольцом. Подкладное кольцо состоит из отдельных частей. В центральном цилиндре размещена направляющая с каретками, установленными с возможностью фиксации на направляющей. Распоры выполнены парными, одними концами шарнирно закрепленными в каретках, а другими концами соединенными между собой и с одним из упоров. Подкладное кольцо может быть выполнено со вставкой. Кроме того, подкладное кольцо может быть выполнено с тросиками, присоединенными к каждой из частей кольца, а одна из кареток может быть объединена с центральным цилиндром. Техническим результатом является снижение массы сварных замкнутых оболочек и повышение надежности конструкции в целом за счет использования удаляемого сварочного подкладного технологического кольца для формирования проплава замыкающего сварного шва. 3 з.п. ф-лы, 3 ил.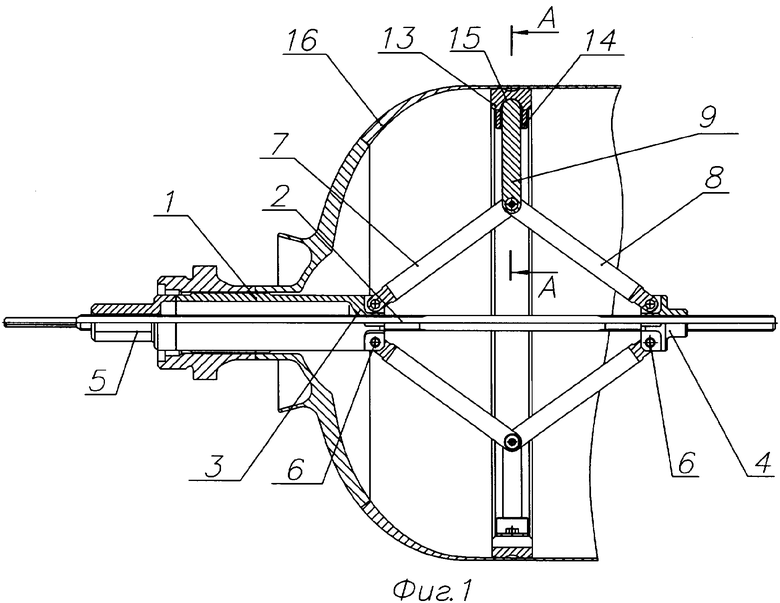
1. Распорное устройство для сварки тонкостенных оболочек, содержащее центральный цилиндр, распоры с упорами, контактирующими с подкладным кольцом, состоящим из отдельных частей, отличающееся тем, что в центральном цилиндре размещена направляющая с каретками, установленными с возможностью фиксации на направляющей, распоры выполнены парными, одними концами шарнирно закрепленными в каретках, а другими концами соединенными между собой и с одним из упоров.
2. Распорное устройство по п.1, отличающееся тем, что одна из кареток объединена с центральным цилиндром.
3. Распорное устройство по п.1, отличающееся тем, что подкладное кольцо выполнено со вставкой.
4. Распорное устройство по п.1, отличающееся тем, что подкладное кольцо выполнено с тросиками, присоединенными к каждой из частей кольца.
| ВИНОГРАДОВ B.C | |||
| Технология производства сварных и паяных конструкций | |||
| - М.: Машиностроение, 1966, с.168-169, рис.87б, в | |||
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПОД СВАРКУ КОЛЬЦЕВЫМ ШВОМ | 1991 |
|
RU2030270C1 |
| Внутренний центратор | 1985 |
|
SU1286378A1 |
| Способ сборки и калибровки обечаек | 1989 |
|
SU1704997A1 |
| ЕР 1207003 А, 22.05.2002 | |||
| JP 7314187 A, 05.12.1995 | |||
| JP 4091892 A, 25.03.1992 | |||
| Способ определения площади поверхностности детали | 1979 |
|
SU929997A1 |

