2,Центратор по п. 1, о г л и чаю. ш и и с я тем, что вставки размешены
с возможностью осевого перемещения относительно концов штоков в подпружвне ны, направляю1Ш1е втулки закреплены на корпусе с возможностью переметения в направлении, перпенди1 улярном к осям ШТОКОВ1, а тяги выполнены регулируемыми по длине.
3,Центратор поп, 1, отличающийся тем, что сепиенгы допопнительно снабжены накладками, расположенными по обе стороны вкладышей, и фиксирующими штифтами,
4,Центратор по п. 3, отличающий с я тем, что вкладыши установлены заподлицо с боковыми поверхностями накладок.
5.Центратор по п. 3, отличающий с я тем, что накладки, располсьженные по одну из сторон вклайышей, снабжены заходным конус оМ,/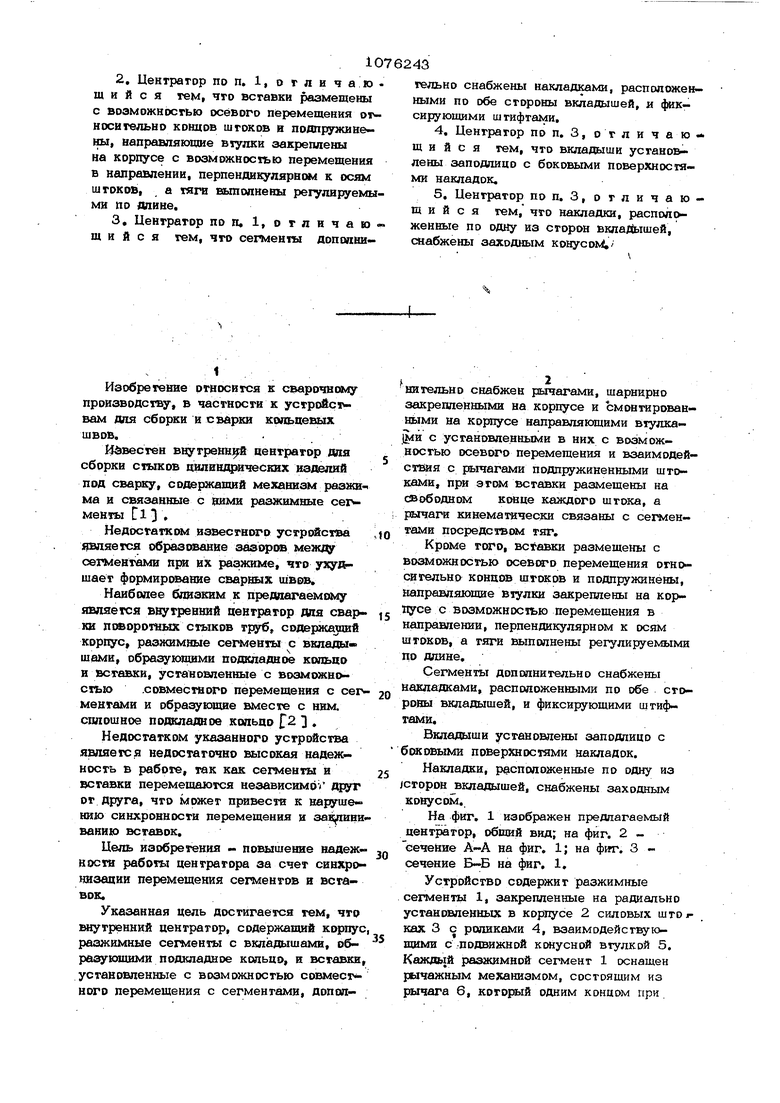
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Внутренний центратор | 1976 |
|
SU569421A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Внутренний центратор для сварки кольцевых швов | 1983 |
|
SU1119814A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| Устройство для формирования кольцевых сварных швов | 1990 |
|
SU1754386A1 |
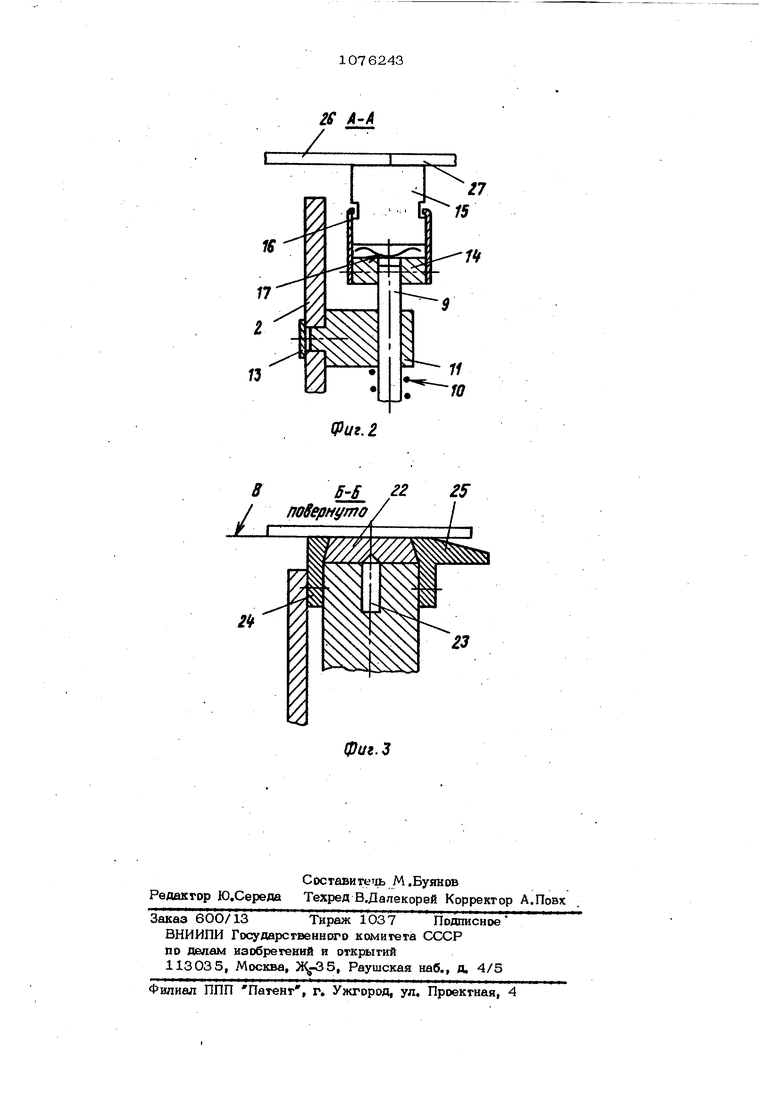
1. ВНУТРЕННИЙ ЦЕНТРА ТОР, содержащий корпус, разжимные ceiweHTbi с вкладышами, образующими iHB.rftjjii-.j.;.подкладное кольцо, и вставки, установленные с Ьоэможн4х:1ъю совместного перемещения сегментами, отличающийся тем, что, с целью повышения надежности работы за счет синхронизации перемещения сегментов и вставок, центратор дополнительно снабжен рычагами, шанирно закрепленными на корпусе и смонтированными на корпусе направляющими В5улками с установленнымив них с возможностью осевого перемещения и взаимодействия с .рычагами подпружиненными штоками, при этом вставки размещены на свободном конце каждого штока, а рычаги кинематически связаны с S с сегментами посредством тяг. а to 4 00
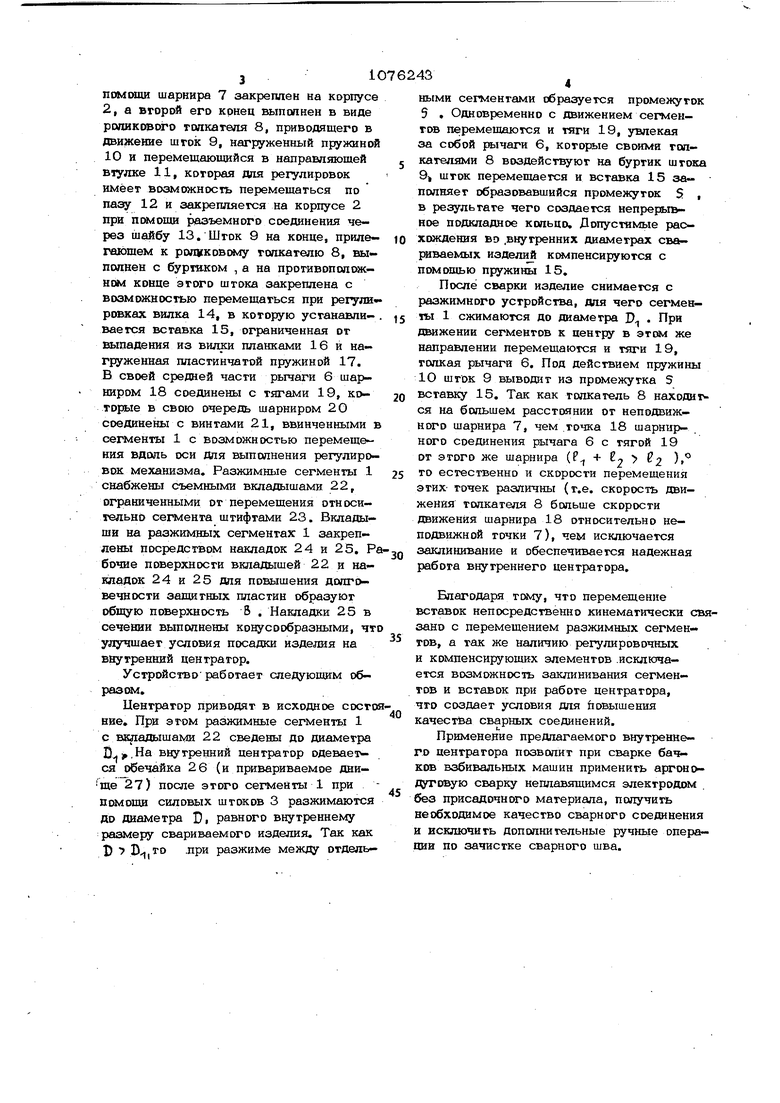
. 1 , Изобретение относится к сварочному производству, в частности к устройс вам для сборки и свдрки кольцевых швов. Ийвестен вцутренн й центратор Для сборки стыков цилиндрических изделий под сварку, содержащий механизм разжи ма и связанные с эими разжимные сег менты 13.. Недостатком известного устройства является образование зазоров между сегментами при их разжиме, что ухулшает формирование сварных швов. Наиболее близким к предлагаемому является ввутренний центратор для сварки П1Жоротных стыков труб, содержавши корпус, разжимные сегменты с вклады- шами, образующими подкладное кольцо и вставки, установленные с возможностью .совместного перемещения с сег ментами и образующие вместе с ним. силошйое подкладное кольцо 2 3 , Недостатком указанного устройства является недостаточно высокая надежность в работе, так как сегменты и вставки перемещаются независимо друг от друга, что может привести к нарушению синхронности перемещения и заЦпиви ванию вставок. Цель изобретения - повышение надеж кости работы центратора за счет синхро низации перемещения сегментов и вставок. Указанная цель достигается тем, что внутренний центратор, содержащий корпу разжимные сегменты с вкладышами, образующими подкладное кольцо, и вставки установленные с возможностью совместного перемещения с сегментами, допоп2нительно снабжен рычагами, шарнирно закрепленными на корпусе и смонтированными на корпусе направляющими втулка и с установленными в них с возможностью осевого перемещения и взаимодействия с рычагами подпружиненными штоками, при этом вставки размещены на свободном конце каждого штока, а рычаги кинематически связаны с сегментами посредствсйм тяг. Кроме того, вставки размещены с возможностью осевого перемещения относительно концов штоков и подпружинены, направляющие В1УЛКИ закреплены на корпусе с возможностью перемещения в направнении, перпендикулярном к осям штоков, а тяги выполнены регулируемыми по длине. Сегменты дополни тельно снабжены накладками, расположенными по обе стороны вкладышей, и фиксирующими штифтами. Вкладыши установлены заподлицо с боковыми поверхностями накладок. Накладки, расположенные по одну из jCTOpoH вкладышей, снабжены заходным конусом. На фиг. 1 изображен предлагаемый центратор, общий вид; на фиг, 2 сечение А-А на фиг. 1; на . 3 сечение Б-Б на фиг. 1. Устройство содержит разжимные сегменил 1, закрепленные на радиально установленных в корпусе 2 силовых што г ках 3 с роликами 4, взаимодействуюндами с подвижной конусной втулкой 5, Каждь1й разжимной сегмент 1 оснащен рычажным механизмом, состоящим из рычага 6, который одним концом при ПОМОЩИ шарнира 7 закреплен на корпусе 2, а второй его конец выполнен в виде роликового гопкателя 8, приводящего в движение шгок 9, нагруженный пружиной 10 и перемещающийся в направляющей В1улке 11, которая для регулировок имеет возможность перемещаться по паегу 12 и закрепляется на корпусе 2 при помощи разъемного соединения через шайбу 13. Шток 9 на конце, приле- гаюшем к ролуковому толкателю 8, выполнен с бурпшом , а на противоположном конце этого штока закреплена с возможностью перемещаться при регули ровках вилка 14, в кото1:ую устанавливается вставка 15, ограниченная от выпадения из вилки планками 16 и нагруженная пластинчатой пружиной 17, В своей средней части рычаги 6 шарниром 18 соединены с тягами 19, которые в свою очередь шарниром 20 соединены с винтами 21, ввинченными сегменты 1 с возможностью перемеще ния вдоль оси К1Я выполнения регулиро вок механизма. Разжимные сегменты 1 снабжены съемными вкладышами 22, ограниченными от перемещения относительно сегмента штифтами 23. Вкладыши на разжимных сегментах 1 закреплены посредством накладок 24 и 25. Р бочие поверхности вкладышей 22 и накладок 24 к 25 для повышения допг1 вечности защитных пластин образуют общую поверхность В . Накладки 25 в сечении выполнены конусообразными, чт улучшает условия посадки изделия на внутренний центратор. Устройство работает следующим образом. Центратор приводят в исходное сост ние. При этом разжимные сегменть 1 с вкладышами 22 сведены до диаметра П.На внутренний центратор DДeвaeI ся обечайка 26 (и привариваемое днище 27) после этого сегменты 1 при помощи силовых штоков 3 разжимаются до диаметра Di равного внутреннему размеру свариваемого изделия. Так как D D го .при разжиме между отдель ными сегментами образуется промежуток 5 . Одновременно с движением cenvieHтов перемещаются и тяги 19, увлекая за собой рычаги 6, которые своими толкателями 8 воздействуют на буртик штока 9 шток перемещается и вставка 15 заполняет образовавшийся промежуток S , в результате чего создается непрерывное подкладное кольцо. Допустимые расхождения во .внутренних диаметрах свариваемых изделий кс пенсируются с помощью пружины 15. После сварки изделие снимается с разжимного устройства, для чего сегменты 1 сжимаются до диаметра D , При движении сегментов к центру в этом же направлении перемещаются и тяги 19, толкая рычаги 6. Под действием пружины 10 шток 9 выводит из промежутка 5 вставку 15. Так как толкатель 8 находится на большем расстоянии от неподвижного шарнира 7, чем .точка 18 шарнирного соединения рычага 6 с тягой 19 от этого же шарнира (Р + 2 2 Ь то естественно и скорости перемещения этих точек различны (т.е. скорость движения толкателя 8 больше скорости движения шарнира 18 относительно неподвижной точки 7), чем исключается заклинивание и обеспечивается надежная работа внутреннего центратора. Благодаря тому, что перемещение вставок непосредственно кинематически связано с перемещением разжимных сегментов, а так же наличию регулировочных и компенсирующих элементов .исключается возможность заклинивания сегментов и вставок при работе центратора, что создает условия для йовышения качестЬа сварных соединений. Применение предлагаемого внутреннего центратора позвсиит при сварке бачков взбивальных машин применить аргон{ oвyю сварку неплавяшимся электродом без присадочного материала, получить необходимое качество сварного соединения и исключить дополнительные ручные опера цин по зачистке сварного шва.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Внутренний центратор для сборки стыков цилиндрических изделий | 1974 |
|
SU500959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
