Предлагаемое в качестве изобретения техническое решение относится к вспомогательным устройствам, используемым для сборки под сварку, предназначено для закрепления и центрирования емкостей из алюминиевых сплавов, коррозионно-стойких сталей и может найти применение в машиностроении, судостроении, в космической и авиационной промышленности.
Из патентной литературы известен «Внутренний центратор», а.с. № 569421, В23К 37/053, состоящий из поворотного диска и отдельных формирующих шов сегментов, шарнирно установленных на штоках, в свою очередь шарнирно соединенных с поворотным диском.
Недостаток данного центратора в том, что при проходном диаметре, меньшем разжимного, его трудно извлечь из емкости после сварки без дополнительных приспособлений.
Известно также устройство для сборки под сварку кольцевых стыков емкостей, по патенту RU № 2290290, В23К 37/04, представляющее собой разборное подкладное кольцо, состоящее из соединенных между собой отдельных частей.
Данное устройство предварительно собирают для получения нужного диаметра и разбирают после сварки внутри емкости, следовательно, оно частично решает вопрос извлечения подкладного кольца из свариваемого изделия, но оно также не технологично, т.к. после разборки устройства внутри емкости отдельные его части извлекаются при помощи дополнительных тросиков и приспособлений.
Наиболее близким аналогом к предлагаемому техническому решению можно считать «Устройство для сборки и формирования обратной стороны шва при односторонней сварке цилиндрических изделий» (а.с. № 761215, В23К 37/06). Это устройство содержит четное число формирующих секторов, образующих сплошное подкладное кольцо и приводной механизм их разжима, при этом половина формирующих секторов через один шарнирно связана тягами с одним из подвижных штоков механизма разжима, а другая половина формирующих секторов - с другим штоком механизма разжима, подвижным в противоположном первому штоку направлении, кроме того, механизм разжима снабжен параллельными шарнирными звеньями, попарно связывающими каждый из формирующих секторов с корпусом привода механизма разжима, а тяги, соединяющие формирующие секторы со штоками привода механизма разжима, закреплены в середине каждого из формирующих секторов.
Недостаток этого устройства в том, что в сложенном состоянии его не возможно извлечь из емкости с малым заходным диаметром горловины.
Задачей предлагаемого технического решения является расширение технологических возможностей и повышение производительности за счет создания автоматически раздвижного подкладного кольца, извлекаемого после сварки из емкости с малым заходным диаметром горловины.
Поставленная задача решается тем, что устройство для сборки под сварку кольцевых стыков емкостей, содержащее подкладное кольцо, состоящее из четного числа формирующих секторов, середина каждого из которых соединена с приводным механизмом их разжима, снабжено трубчатой штангой с кронштейнами, одни из которых зафиксированы внутри трубчатой штанги перпендикулярно, а другие - на торце параллельно ее оси, приводной механизм разжима шарнирно установлен в кронштейнах и состоит из соответствующего количеству формирующих секторов комплекта последовательно соединенных цилиндров для возвратно-поступательного и поворотного перемещения каждого из них и Г-образных рычагов, при этом первый цилиндр для возвратно-поступательного перемещения установлен в кронштейне, расположенном перпендикулярно оси трубчатой штанги, его шток соединен Г-образным рычагом с цилиндром для поворотного перемещения, закрепленным в торцевом кронштейне трубчатой штанги, второй цилиндр для возвратно-поступательного перемещения укреплен на оси первого цилиндра для поворотного перемещения, а его шток соединен со вторым цилиндром для поворотного перемещения, связанным с серединой каждого из формирующих секторов, половина которых через один имеет с двух сторон штыри, а другая - вырезы, образующие ступени с конусными отверстиями, ответными штырям.
Технический результат: расширение технологических возможностей и повышение производительности достигается только совокупностью отличительных признаков, а именно тем, что при ограниченном доступе внутрь свариваемой емкости, для раскрытия перед сваркой и удаления подкладного кольца после сварки, устройство для сборки под сварку кольцевых стыков емкостей, содержащее подкладное кольцо, состоящее из четного числа формирующих секторов, середина каждого из которых соединена с приводным механизмом их разжима, снабжено трубчатой штангой с кронштейнами, одни из которых зафиксированы внутри трубчатой штанги перпендикулярно, а другие - на торце параллельно ее оси, приводной механизм разжима шарнирно установлен в кронштейнах и состоит из соответствующего количеству формирующих секторов комплекта последовательно соединенных цилиндров для возвратно-поступательного и поворотного перемещения каждого из них и Г-образных рычагов, при этом первый цилиндр для возвратно-поступательного перемещения установлен в кронштейне, расположенном перпендикулярно оси трубчатой штанги, его шток соединен Г-образным рычагом с цилиндром для поворотного перемещения, закрепленным в торцевом кронштейне трубчатой штанги, второй цилиндр для возвратно-поступательного перемещения укреплен на оси первого цилиндра для поворотного перемещения, а его шток соединен со вторым цилиндром для поворотного перемещения, связанным с серединой каждого из формирующих секторов, половина которых через один имеет с двух сторон штыри, а другая - вырезы, образующие ступени с конусными отверстиями, ответными штырям.
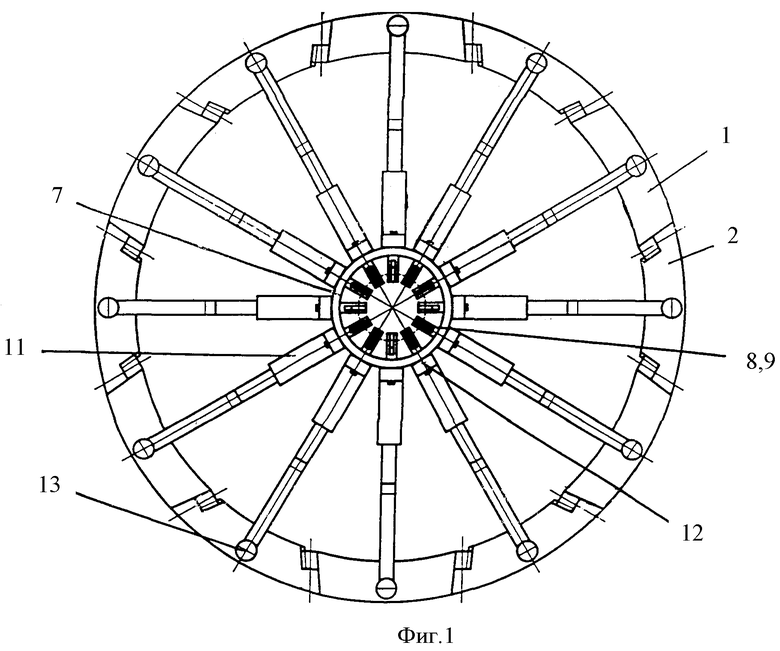
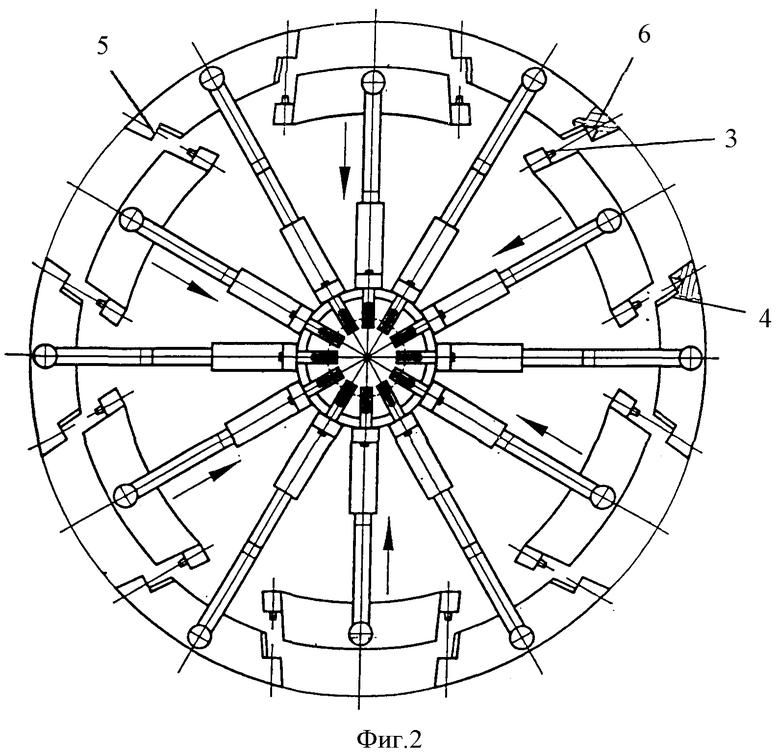
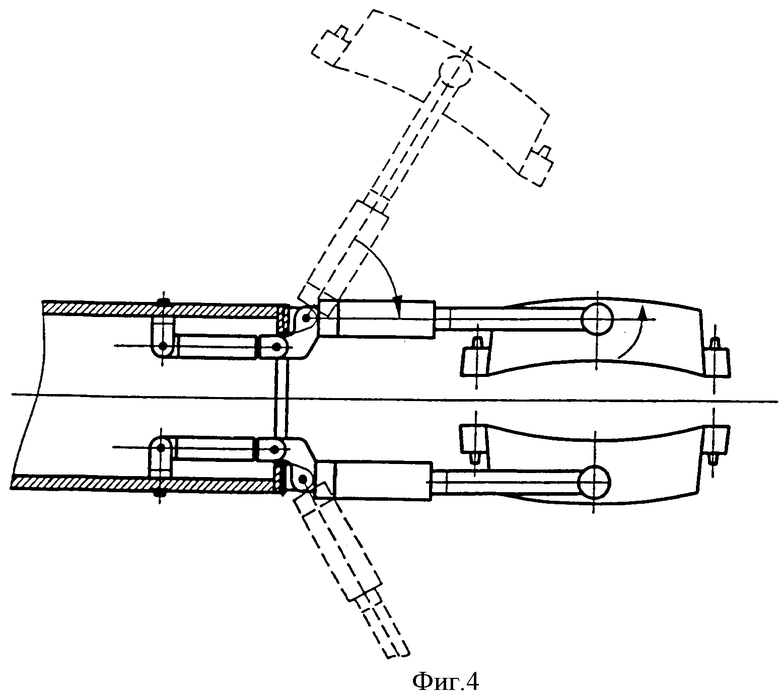
На фиг.1 представлен общий вид предлагаемого устройства, на фиг.2 - то же, в момент расцепления секторов, на фиг.3 и 4 - положение секторов в процессе складывания.
Устройство для сборки под сварку кольцевых стыков емкостей содержит съемное подкладное кольцо, состоящее из соединенных между собой отдельных частей - секторов 1 и 2, половина которых через один имеет с двух сторон штыри 3, а другая - вырезы 4, образующие ступени 5 с конусными отверстиями 6, ответными штырям 3.
Устройство снабжено круглой полой штангой 7 с кронштейнами 8 и 9. Кронштейны 8 закреплены внутри трубчатой штанги 7 на ее образующей перпендикулярно, а кронштейны 9 - на торце параллельно оси трубчатой штанги 7.
Механизм разжима состоит из соответствующего количеству всех секторов 1, 2 комплекта последовательно соединенных цилиндров: для возвратно-поступательного 10, 11 и поворотного 12, 13 движения рабочего органа. Цилиндр 10 шарнирно установлен в кронштейне 8. Цилиндр 12 при помощи шарнира закреплен в кронштейне 9. Шток цилиндра 10 соединен с цилиндром 11 Г-образным рычагом 14.
На штоке цилиндра 13 с поворотным движением рабочего органа закреплена середина каждого из секторов 1 и 2.
В рабочем положении сектора 1 и 2 составляют подкладное кольцо с диаметром «D», при этом штыри 3 находятся в конусных отверстиях 6.
Сложение кольца происходит за несколько этапов:
На первом этапе складываются сектора 1, при этом команда подается цилиндрам 11, штоки которых опускаются вниз, штыри 3 секторов 1 выходят из конусных отверстий 6, чем разрывается связь между секторами 1 и 2.
Затем в работу включаются поворотные цилиндры 12, на осях которых закреплены цилиндры 11, штоки которых соединены с цилиндрами 13, жестко связанными с серединой секторов 1. Происходит поворот секторов 1 и фиксация их в положении, параллельном оси полой штанги 7.
Следом за поворотом секторов 1 вокруг оси цилиндра 12 в работу включаются цилиндры 10 и 13.
Шток цилиндра 10, двигаясь возвратно-поступательно, через Г-образный рычаг 14 поворачивает находящиеся на одной оси и связанные между собой цилиндры 12, 11 и 13 в плоскости, перпендикулярной оси полой штанги 7 на 90°.
Одновременно дается команда цилиндрам 13 на поворот секторов 1 из вертикального положения в горизонтальное.
На втором этапе тот же процесс повторяется с секторами 2.
Сборка подкладного кольца осуществляется в обратной последовательности.
Цилиндры 10, 11, 12, 13 приводятся в действие, например, при помощи гидравлики.
Предлагаемое в качестве изобретения устройство для сборки под сварку кольцевых стыков емкостей отличается надежным поджатием подкладного кольца и фиксацией изделия в момент сварки, а также достаточно быстро и без дополнительных приспособлений может быть удалено из горловины сваренной емкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1984 |
|
SU1235688A1 |
| Устройство для сборки труб под сварку и формирования обратной стороны шва | 1982 |
|
SU1109297A1 |
| Устройство для сборки и сварки кольцевых швов | 1985 |
|
SU1321543A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Устройство для формирования кольцевых сварных швов | 1989 |
|
SU1779521A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
Изобретение относится к устройству для сборки под сварку кольцевых стыков емкостей и может найти применение в машиностроении, судостроении, в космической и авиационной промышленности. Устройство имеет трубчатую штангу (7) с кронштейнами (8 и 9). Кронштейны (8) зафиксированы внутри трубчатой штанги (7) перпендикулярно ее оси, а другие (9) - на торце параллельно ее оси. Приводной механизм разжима шарнирно установлен в кронштейнах и состоит из соответствующего количеству формирующих секторов (1 и 2) комплекта последовательно соединенных цилиндров для возвратно-поступательного и поворотного перемещения каждого из них и Г-образных рычагов (14). Первый цилиндр для возвратно-поступательного перемещения (10) установлен в кронштейне (8), его шток соединен Г-образным рычагом (14) с цилиндром для поворотного перемещения (12), закрепленным в торцевом кронштейне (9) трубчатой штанги. Второй цилиндр для возвратно-поступательного перемещения (11) укреплен на оси первого цилиндра для поворотного перемещения (12), а его шток соединен со вторым цилиндром для поворотного перемещения (13), связанным с серединой каждого из формирующих секторов (1), половина которых через один имеет с двух сторон штыри, а другая - вырезы, образующие ступени с конусными отверстиями, ответными штырям. В результате достигается надежное поджатие подкладного кольца и его фиксация в момент сварки, и быстрое без дополнительных приспособлений удаление устройства из горловины сваренной емкости по завершения сварки. 4 ил.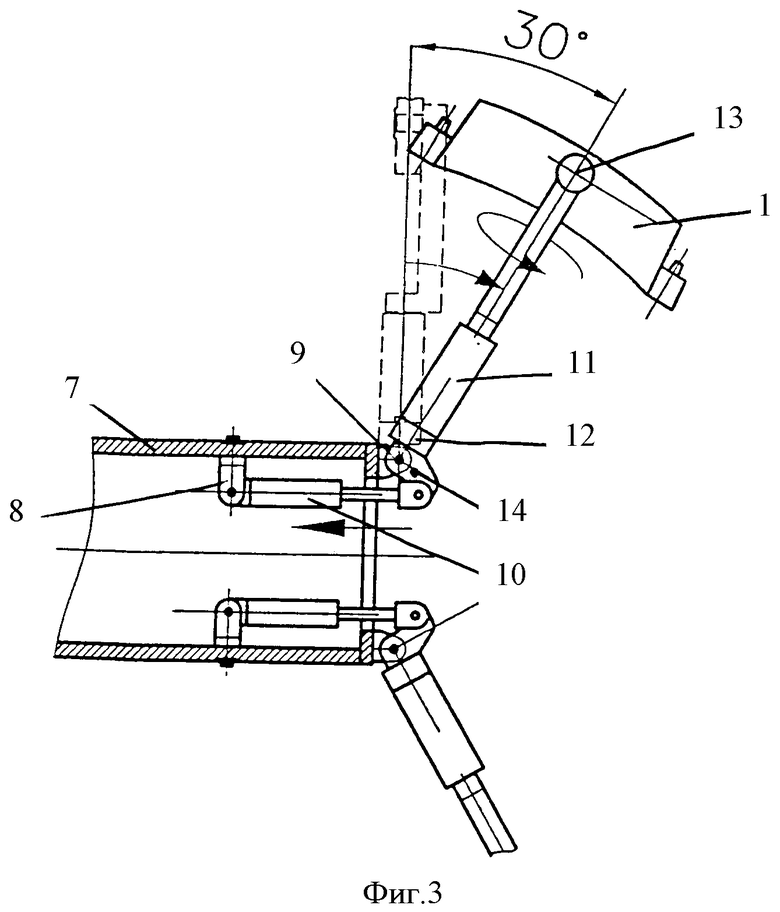
Устройство для сборки под сварку кольцевых стыков емкостей, содержащее подкладное кольцо, состоящее из четного числа формирующих секторов, середина каждого из которых соединена с приводным механизмом их разжима, отличающееся тем, что оно снабжено трубчатой штангой с кронштейнами, одни из которых зафиксированы внутри трубчатой штанги перпендикулярно, а другие - на торце параллельно ее оси, приводной механизм разжима шарнирно установлен в кронштейнах и состоит из соответствующего количеству формирующих секторов комплекта последовательно соединенных цилиндров для возвратно-поступательного и поворотного перемещения каждого из них и Г-образных рычагов, при этом первый цилиндр для возвратно-поступательного перемещения установлен в кронштейне, расположенном перпендикулярно оси трубчатой штанги, его шток соединен Г-образным рычагом с цилиндром для поворотного перемещения, закрепленным в торцевом кронштейне трубчатой штанги, второй цилиндр для возвратно-поступательного перемещения укреплен на оси первого цилиндра для поворотного перемещения, а его шток соединен со вторым цилиндром для поворотного перемещения, связанным с серединой каждого из формирующих секторов, половина которых через один имеет с двух сторон штыри, а другая - вырезы, образующие ступени с конусными отверстиями ответными штырям.
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПОД СВАРКУ КОЛЬЦЕВЫМ ШВОМ | 1991 |
|
RU2030270C1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ ОТВОДОВ СТАЛЬНЫХ | 0 |
|
SU209601A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| Гидравлическая передача | 1924 |
|
SU1472A1 |
| US 5961865 A, 05.10.1999 | |||
| JP 54048655 A, 17.04.1979. | |||

