.bix iUiocKocrHx : iiocTonriijbi -, jijaroM ,; , UpciijUUHWx ;твулЕя стегкими: ча;1.нсй сплошной iViKM 3, закрьгвниИей с оцмой CTopiiHh отиерстч;: труб., я Г1Срс,1«, с1;лк ; 4 с ся-терсткями под :;};;libK IiosepXHoCTH
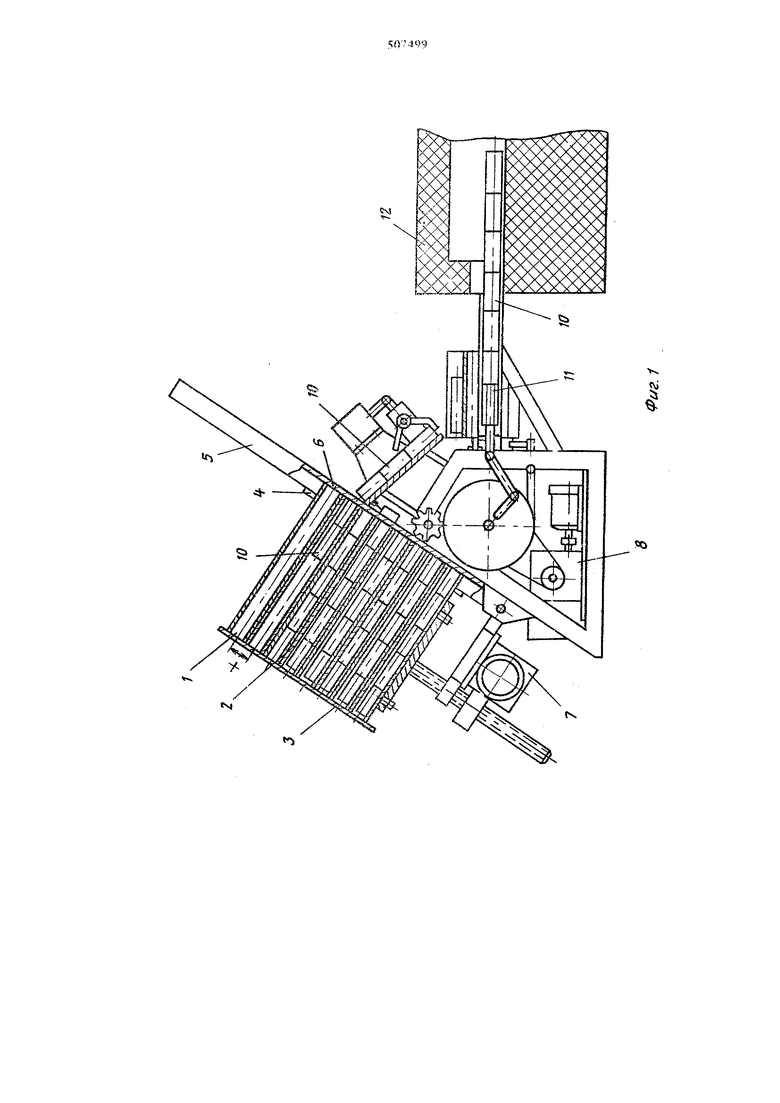
Рамй 5 с 1ип-п:ой 6 и кропияейнсм устаиовле(;а va. каркасе. Нп кооинисйтге рамь ycTanonien механизм 7 шаговсй юдзчк с вкатовой парс-й.
Механизм 8 поштучаой вьшачи состоит из с стемь; наклонных лотков 9, отсекятеля крчпопптно- патуП иого iv-еханизма дли иоаачи эаготоияк Ю толкателе И в нагревательную устг;ковку 12, шагового гепиого транспортера 13, уотаповленных на каркасе.
В трубы 2 кассеты 1 закладывает заготовки 10 любого сечешш прк условии, что Мгдиималъкой заготовки буо.ет не ivjeviee 0,55 гюлного внутреинего сечения трубы, Максигчальное сечение заготоВ ,ки должно быть НС бо. 0,95 полного внутреннего сечения трубьь Татчим образом в трубы гсассегъ; йог-:;ю загружать заготовки иифокой номенклатуры как по форме поперечного сечения, так и по их размеру в дийпазоке от 0,55 до 0,95 полного внутреннего ее чения трубы.
После заполнения кяссетьг заготовками ее устянавлйзакэт i-fa отосну. гллчту мехагизма 7 нтаговов подачи, которьн рззмеще нч кроз-илтейке рамь; 5. Перед уетановкок каесеты рама откидывается до упора, поворачиваясь вокруг оси накаркаее: т устанавливаясь в вертикальное 1геложевие. Это .це,Г1 ается д.Г1« удобства установки кассеты на опориуга плиху. После этого рама снова устанавливается к фиксм-руется 3 наклонном положении, соприкасаясь с каркасом. Как только .кассета с заготов1 :амк 1.0 установлена на опорную плиту от KHOISKH Пуск включается механизм 7 шаговой подачи, который вращает 1айку, перемеиая с помошью визпа опорную плиту вверх..;
Кэссета 1 пощшмкетсл на шаг 7. вдоль оггорпой гишты 6 рамы; 5. i-.ри этом открывя.ютс.ч отве-рстия труб 2 первого горизонтального р.1да, з котсрыг заложены эаго101зки 30.
ак только отверстия труб кассеты окржутся открытыми полностью, кассета останавливается от воздействия на конечный вьп.лгачатель, которьпг откл.шiaei работу меха№ зма 7 шаговой подачи. Заготовки -10 под действием собстаснной силы тяжост-я ВЫХОДРТКЗ труб 2 на иакяопный лотох 9, 31и7ол;1,я.я его направляю1цие ручьи заготовкам. в иесколькС рядов друг за другом. 11ервь5Й ряд загоп вок удерста-Евает.:Я iTCCK/i iC-ICh i, -м) Ki.4Opii -. 1И::-|1- I .-li . : llh.
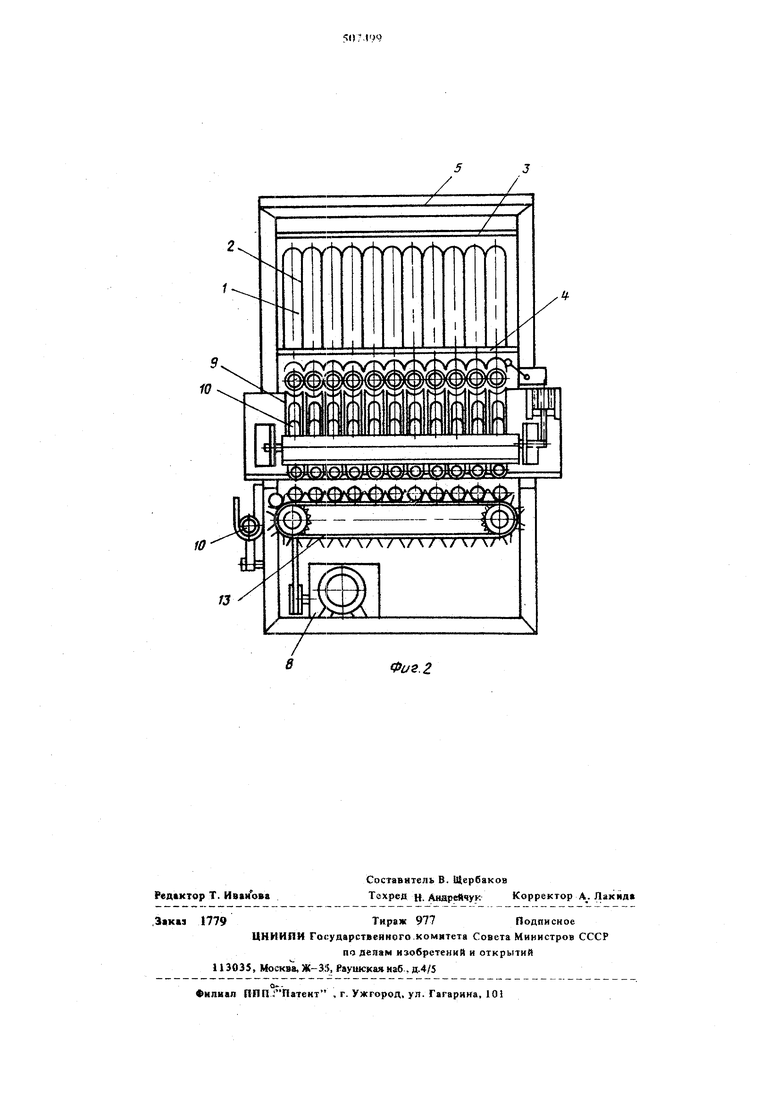
От комаадоапггарап, ки11ек-1ати ;1.-кл У-- иччл с 1сриво1ии1ик -шатун1 ;1 м MCxainr3 -:uM. смгпал на электромагии .пля работь( огсекателя. отсгкахе;5я, в которьуй у; :ираются загутуш;:;.: 10 первого ргпш, отхо;и т (см, ркс. 1) и тогда пеоаь5Й ряд заготовок, иа ;одяп1ИЙся на naKJFOHHOM лотке 9, освобождается к сбрасывается iia лотки пагйдщего тр;-:Нспорера 13 (cv,- рис. 2).
Одповремепно другим концом отсекатсль гшиж ;Мйст второй piUiaaroToisOK, i;3 пзремепдзтьCff вниз ijo нак:.гшиному лотку. Ппсче сброса пепвого ряда заготовок отсекатзль занимает исхояное гтлоjKcmie, и только тогда второй ря);, заготовок занимает место ; ерлпго. СМЕ- ЦЙЯСЬ по наклонному. 9 до ут5ора.отсекателя. Транспортер 13 (см, рис, 2) «ерез храповую ггергдачу, кипематкческм связанную с криво1Ш- пно- гпатунным-механизмом, рсппучио сбрасывает с лотков заготовк - 10 лод толкатель I к
TipHCMjo-iK и далее в нагревательную установку I 2, Как только послед..я заготовка 0 первого ояда сбоосвтся с лотка D приемгшк, командоалларат подает сигвал электромагниту, которьш через рычаг поворачиВй-гт отсекател) вправо, и втооой ряд заготовок погтпдает в лотки транспортера 12.
В работе загрузочного устройстЕ не происходит прерьшани51.
Поток загружаемых в устано.зку 12 заготовок не прерывается даж-я при смене кассет, за наклонноге лотка 9, яв; кюудегося своеобразным пакоиитеяем, что noBjiiiiaex п.рокз.вод;7те.1;.ь -о-сть труда.
Устройство для гю.о.ачи заготовок к месту обработки, преимущсственнс в нагреватели проходного тиги, содержащее загрузоч - ый лоток с механизмом его нередвижсюзя н механизм выгрузки, установленные на рамс, о т л и ч а ю -д е с с я тем, что, с целью повышегшя производительност.ч и pacim-ipenj-jH номенклатуры заготовок, загрузочньж лоток выполнен в вй1,е наклонно ус1ано.вле.нной ка раме с возможное TWO перемещения вдоль нее кассеты, составленной з яара.нлельных труб, расположенных рядами с оди-
наковым шагом и ограии1мваюш,их их по торцам станок, одна из которых, примыкающая к раме, имеет отверсрля для прохода заготовок, причем механизм передвижения представляет собой шаговый двигатель с цтагок, равным шагу труб з кассете.
13
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для загрузки нагревательных печей | 1980 |
|
SU934180A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЗАГОТОВОК РАДИОДЕТАЛЕЙ | 1970 |
|
SU282109A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Установка для методического нагрева заготовок | 1987 |
|
SU1532594A1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| Технологический модуль для объемной штамповки | 1990 |
|
SU1776214A3 |
| Автооператор | 1970 |
|
SU355848A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |