(54) СПОСОБ ШТАМПОВКИ ТРОЙНИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников | 1974 |
|
SU637176A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройников | 1980 |
|
SU940892A1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
1
Изобретение относится к области обработки металлов давлением, а именно к производству фитингов, в частности тройников.
Известны способы штамповки тройников, включающие операции формовки заготовки с набором металла в месте образования патрубка и окончательной штамповки.
Однако эти способы не позволяют получать равностенные тройники с высокой горловиной из-за ограничений в степени деформации, потери устойчивости заготовки, штамповки с наполнителем.
Целью изобретения является повышение качества и производительности штамповки.
Для этого формовку осуществляют двусторонним обжимом заготовки с последующим расплющиванием в месте набора металла, а окончательную штамповку производят путем поперечного обжима с осевым подпором.
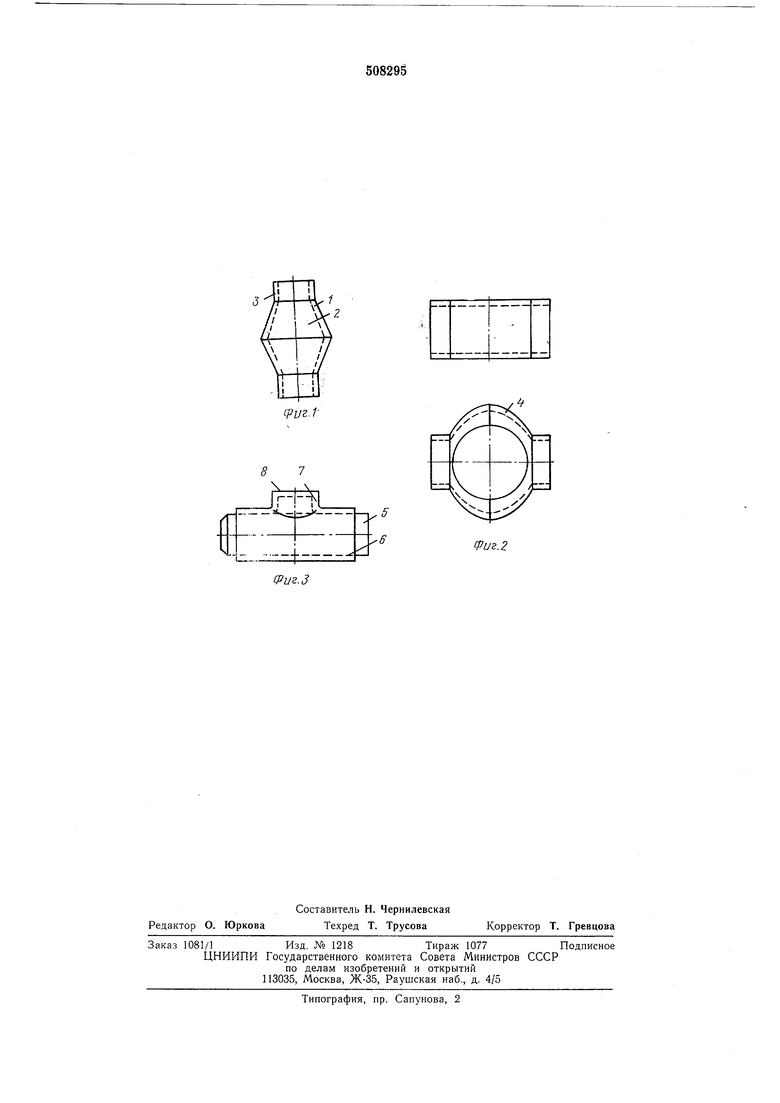
На фиг. 1 показана заготовка с вынучиной, полученная осевым обжимом; на фиг. 2 - заготовка после расплющивания выпучины; на фиг. 3 - штампованный тройник.
Способ осуществляется следующим образом.
Заготовку 1, полученную осевым обжимом
в штампе, расплюншзают на оправке или свободно в месте выпучины 2 до высоты, равной минимальному диаметру обжатых торцовых участков 3 с образованием овала 4 в плоскости приложения усилий. Полученную таким образом заготовку укладывают в штамп (на чертежах не показан) и обжимают на оправке
5с приложением усилий в направлении большей оси овала 4. При этом получают тройник
6с глухим отростком 7 будущей горловины, донную часть 8 которого удаляют при последующей механической обработке тройника.
, Формула изобретения
Способ штамповки тройников из трубной заготовки, включающий операции формовки заготовки с набором металла в месте образования патрубка и окончательной щтамповки, отличающийся тем, что, с целью повышения качества и производительности, формовку осуществляют двусторонним обжимом заготовки с последующим расплющиванием заготовки в месте набора металла, а окончательную штамповку производят путем поперечного обжима с осевым подпором.
сриг.Г
Фиг. 2
