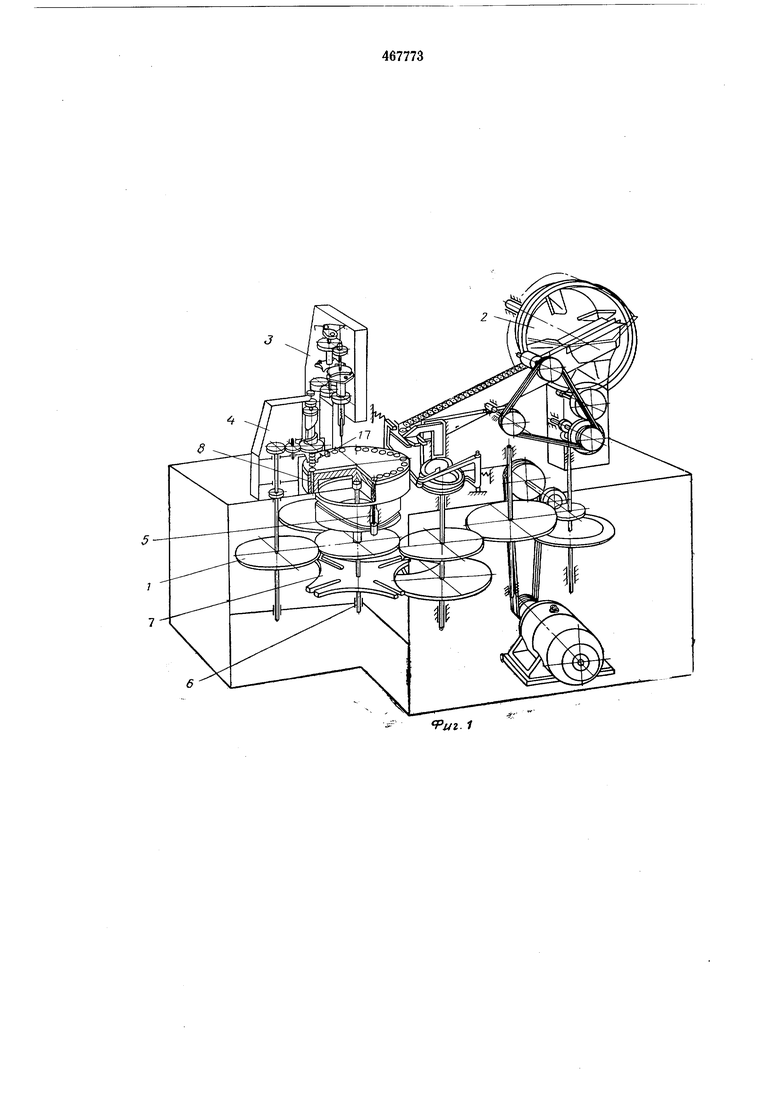
Описанный автомат работает следующим образом. Болты, подлежащие клеймению засыпают в бункер бункерно-загрузочного устройства 2. При включении автомата от привода 1 приводятся в действие все его механизмы. Болты по вибрирующему лотку подаются к питателю, которым досылаются в гнездо поворотного позиционного барабана 8. Барабан поворотом на 90° от мальтийского механизма с помощью центрального вала 6 переносит болт под механизм ориентации 3.
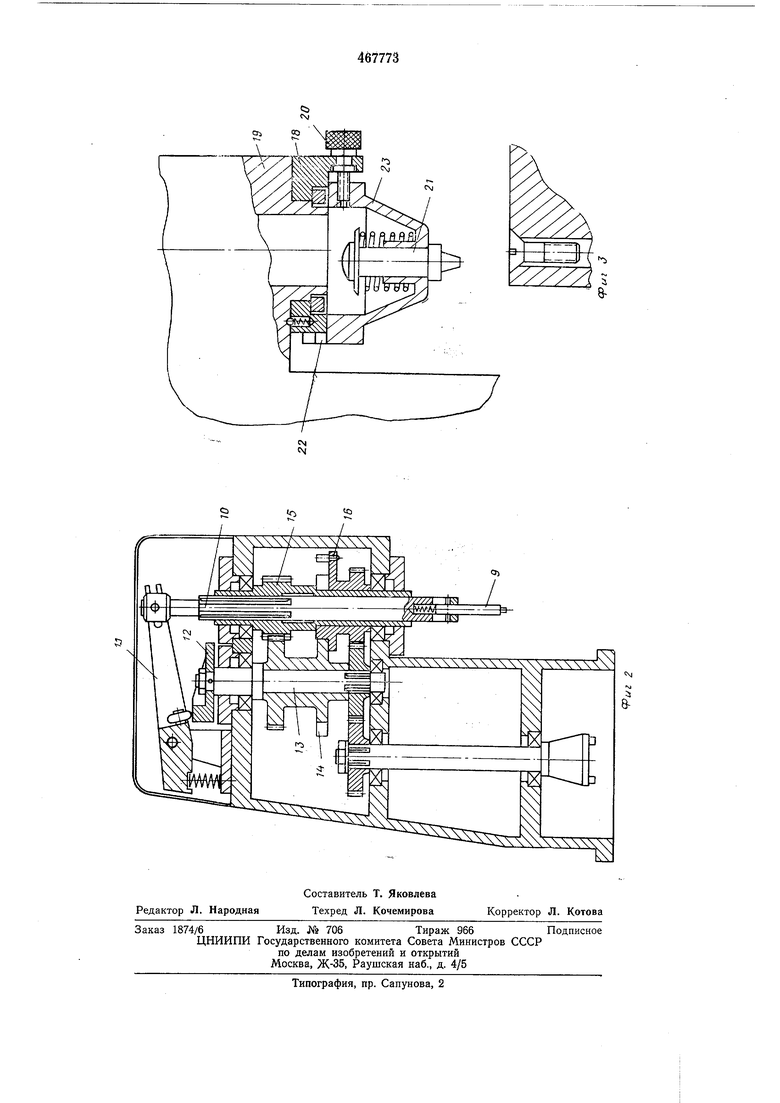
Подпружиненный ориентатор 9 опускается за счет рычага И кулачком 12, установленным на промежуточном валу 13. После его подвода к болту ориентатор поворачивается от водила
16мальтийским механизмом 14 с шестеренчатой передачей 15 на 180° и выставляет шлиц головки болта в заданное положение.
Место удара клейма в свободной от шлица и ранее нанесенной информации зоне головки болта при ее фиксированном положении выбирается путем радиального смещения оправки
17крепления клейма винтом 20 по направляющим 22 и углового поворота ее за счет узла
18ориентации клейма. С позиции ориентирования болт поворотным
позиционным барабаном переносится под механизм 4, осуществляющий клеймение головки болта, после чего болт перемещается на последнюю порцию, где толкатель сбрасывателя 5 выбрасывает его в тару.
При переходе на клеймение болтов другого типоразмера производят переналадку автомата, для чего на рабочие позиции поворотного позиционного барабана выводят гнезда нужного диаметра, устанавливают необходимую
ширину русла лотка и выходную щель между лотком и сбрасывателем бункера.
После настройки положения клейма относительно поверхности головки болта автомат готов к дальнейшей работе. Вся переналадка автомата легко осуществляется с помощью ручек регулировки перечисленных параметров.
В случае клеймения болтов с шестигранной головкой без шлица и предварительно нанесенной информации клеймо выводится винтом 20 в центр головки болта, а механизм ориентации отключается.
Предмет изобретения
1.Автомат для клеймения головок болтов, содерл ащий соединенные с приводом и кинематически связанные между собой бункерное загрузочное устройство, поворотный позиционный барабан, механизм клеймения с оправкой крепления клейма, механизм сброса деталей, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен механизмом ориентации изделий, выполненным в виде корпуса, в котором установлены параллельно друг другу три вала, соединенные между собой зубчатыми передачами, при этом один из них кинематически связан с приводом автомата, на промежуточном валу установлены мальтийский механизм и кулачок, а третий выполнен полым- и впутри него размещен шпиндель с ориентатором и с рычагом, взаимодействующим с кулачком.
2.Автомат по п. 1, отличающийся тем, что оправка крепления клейма выполнена регулируемой в радиальном направлении.
иг.1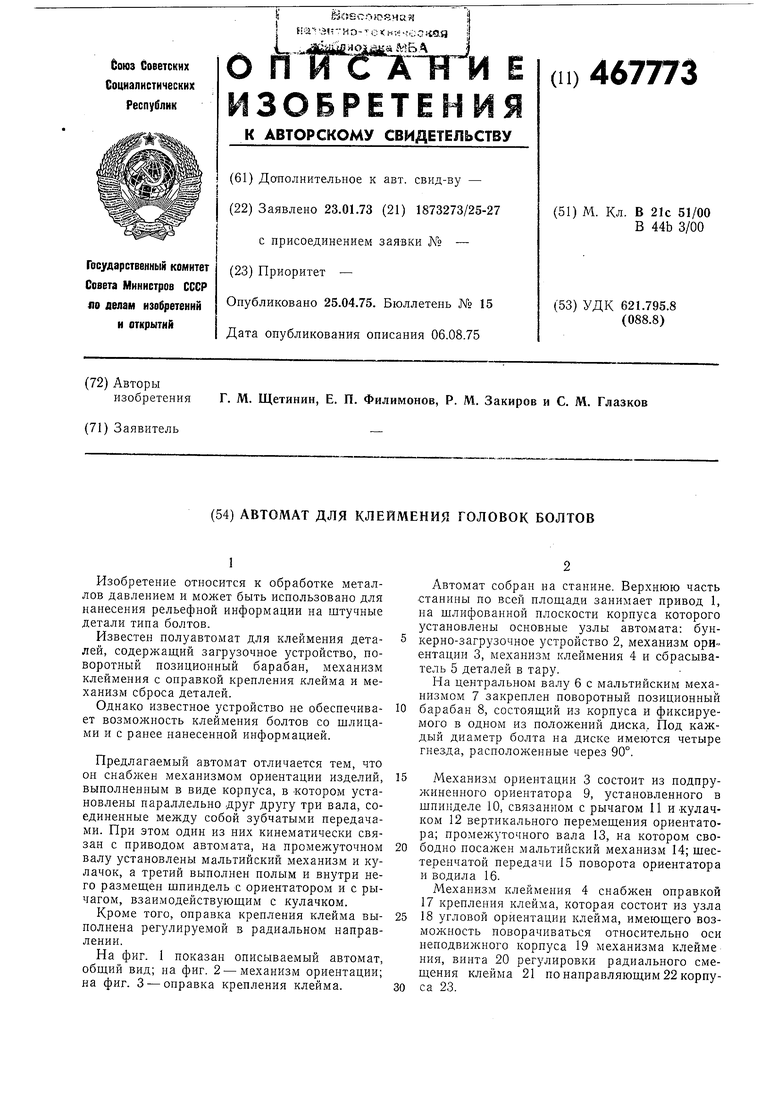
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат ударного клеймения головокболтов | 1974 |
|
SU508298A1 |
| Автоматическое устройство для клеймения изделий ступенчатой формы | 1988 |
|
SU1620174A1 |
| Станок автомат для клеймения | 1972 |
|
SU446335A1 |
| БИБЛИОТЕ.-.А•1.•s;*lW-~ | 1972 |
|
SU356012A1 |
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| Автомат для снятия грата и клеймения деталей | 1977 |
|
SU715286A1 |
| АВТОМАТ ДЛЯ КЛЕЙМЕНИЯ И ФРЕЗЕРОВАНИЯ ВСТАВОК К РЕЗЬБОВЫМ МИКРОМЕТРАМ | 1964 |
|
SU163865A1 |
| Рабочая головка к автомату для сборки подшипников качения | 1989 |
|
SU1677394A1 |
| Автомат для сборки конических подшипников | 1990 |
|
SU1787226A3 |