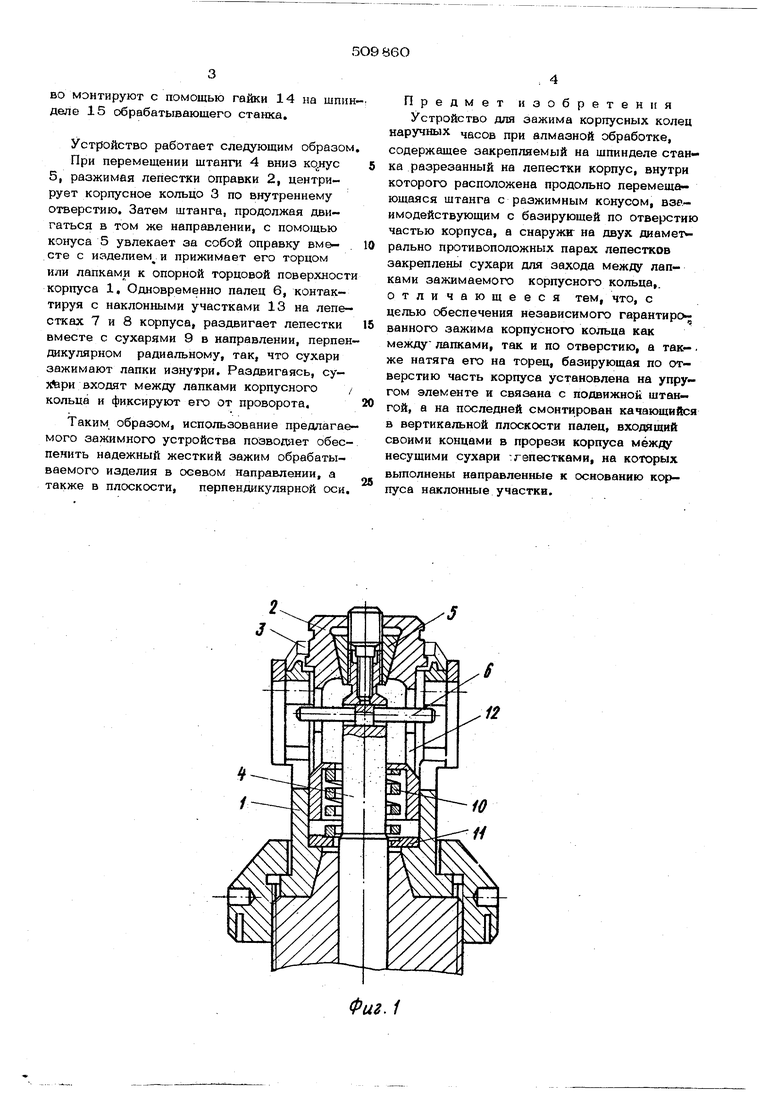
во монтируют с помощью гайки 14 на шппнделе 15 обрабатывающего станка.
Устройство работает следующим образом, При перемещении щтанги 4 вниз кояус 5, разжимая лепестки оправки 2, центрирует корпусное кольцо 3 по внутреннему отверстию. Затем штанга, продолжая двигаться в том же направлении, с помощью конуса 5 увлекает за собой оправку вме- . сте с изделием и прижимает его торцом
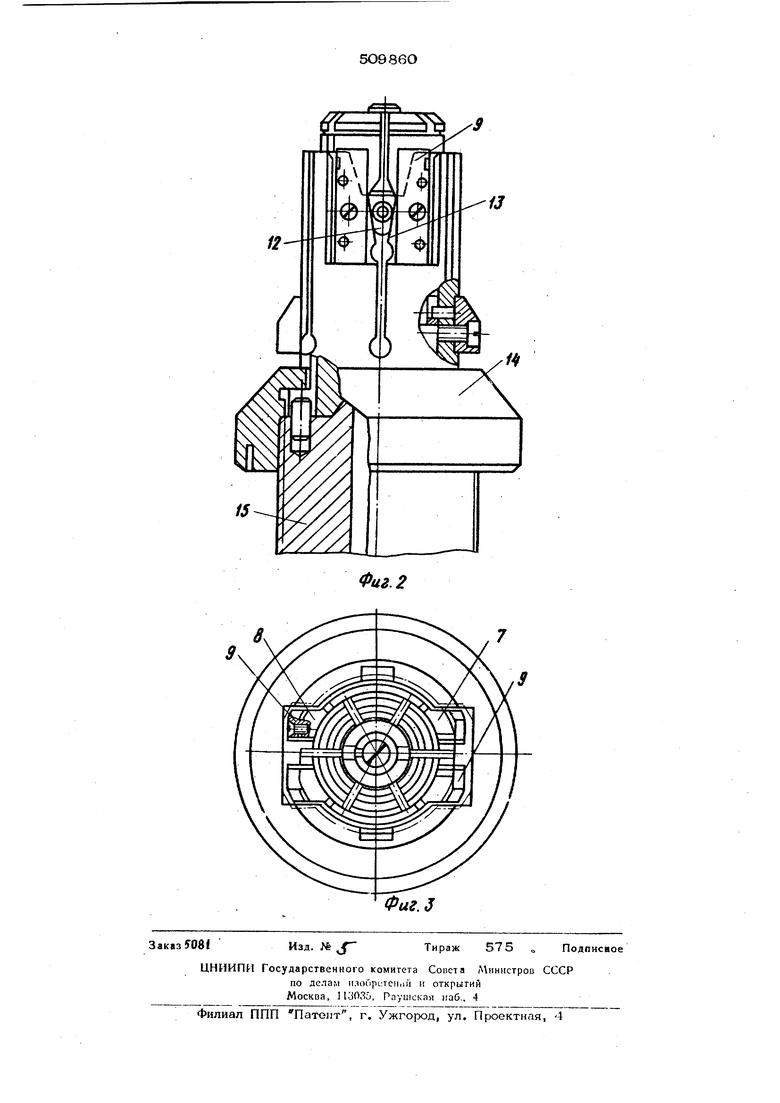
или лапками к опорной торцовой поверхности корпуса 1, Одновременно палец 6, контактируя с наклонными участками 13 на лепестках 7 и 8 корпуса, раздвигает лепестки вместе с сухарями 9 в направлении, перпендикулярном радиальному, так, что сухари зажимают лапки изнутри. Раздвигаясь, суxtepH входят между лапками корпусного / кольца и фиксируют его от проворота.
Таким образом, использование предлагаемого зажимного устройства поэводает обеспенить надежный жесткий зажим обрабатываемого изделия в осевом направлении, а также в плоскости, перпендикулярной оси.
Предмет изобретения
Устройство для зажима корпусных колец наручных часов при алмазной обработке, содержащее закрепляемый на щпинделе станка разрезанный на лепестки корпус, внутри которого расположена продольно перемещающаяся штанга с разжимным конусом, взаимодействующим с базирующей по отверстию частью корпуса, а снаружи: на двух диаме- рально противоположных парах лепестков закреплены сухари для захода между лапками зажимаемого корпусного кольца,, отличающееся тем, что, с целью обеспечения независимого гарантиро ванного зажима корпусного кольца как между лапками, так и по отверстию, а так- же натяга его на торец, базирующая по отверстию часть корпуса установлена на упругом элементе и связана с подвижной штангой, а на последней смонтирован качающийс в вертикальной плоскости палец, входящий своими концами в прорези корпуса между несущими сухари :гепестками, на которых вьшолнены направленные к основанию корпуса наклонные участки.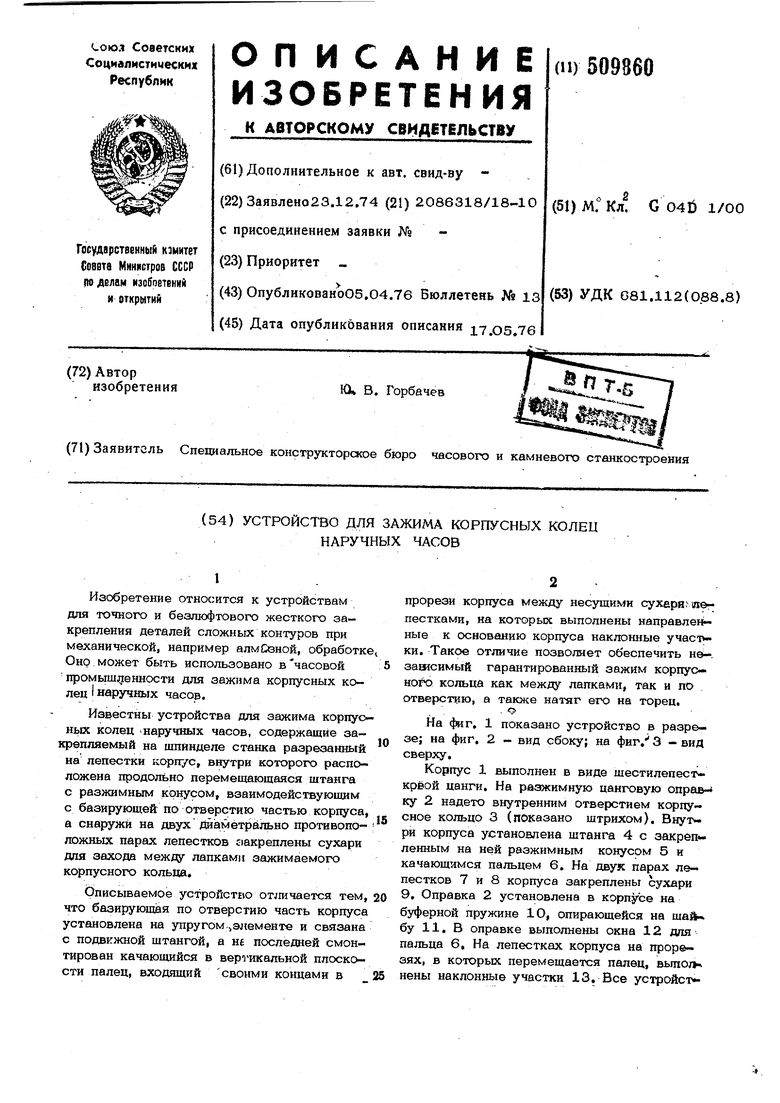
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Комбинированный инструмент | 1984 |
|
SU1252144A1 |
| ОПРАВКА С РАЗРЕЗНОЙ ЦАНГОЙ | 2009 |
|
RU2412787C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2008 |
|
RU2390400C2 |
| ЦАНГОВЫЙ ПАТРОН | 2011 |
|
RU2490097C1 |
| СТАНОК ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1971 |
|
SU312883A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| Оправка | 1988 |
|
SU1690964A1 |
| Устройство для суперфинишной обработки | 1989 |
|
SU1701494A1 |
| Зажимное устройство | 1978 |
|
SU780976A1 |
Фи. 1
