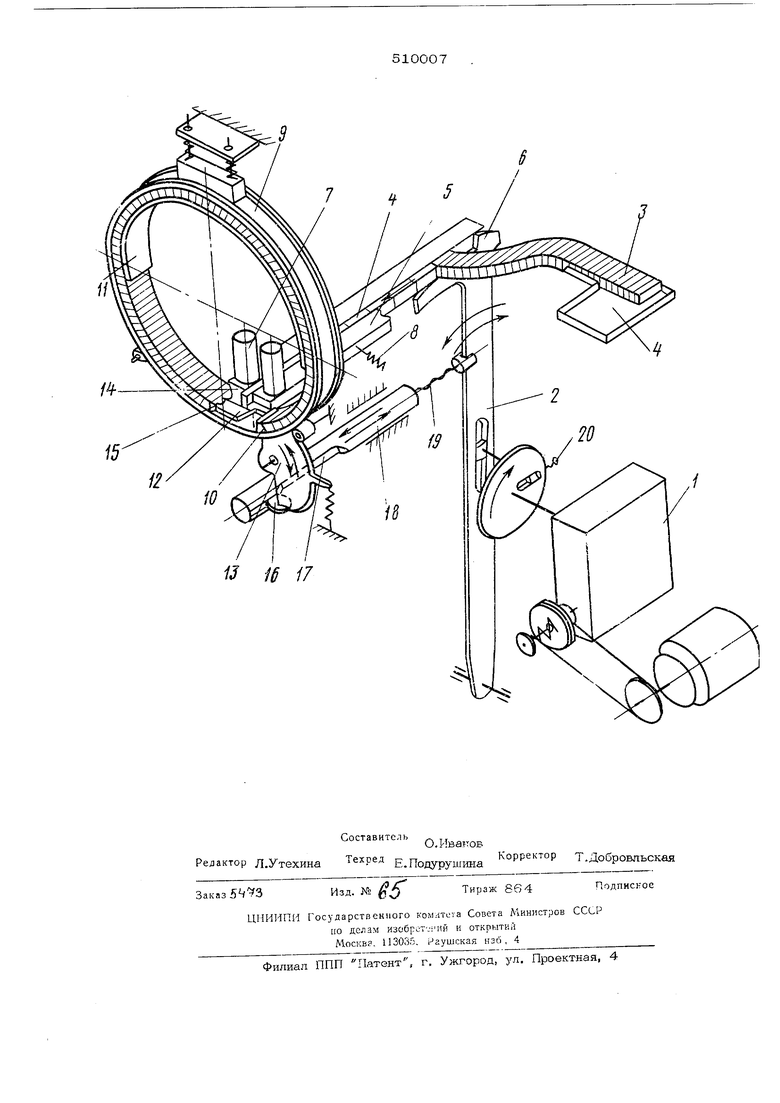
а козьфек 11 предохраняет призмы от вьтадания в вертикальном положении. Подвижный yjiop 12, установленный на оси 13, имеет на одном конце шюскость 14 с точечными опорами 15, а на другом вращающийся ролик 16, двигающийся по клинообразному скосу 17 ползуна 18, соед1шенного с кулисой 2 регулировочным винтом 19. Регулировочный винт 20 устанавливает ход кулисы,
В момент вращения шкива электромеханического привода кулиса 2 совершает возвоатно-поступательньв движения. При двжении ее вптзаво очередная призма занимает свое место в натравляющей канавке 5, и кулиса своим уступом О при авижени влево проталкивает ее в aoHv Лг.несения склеивающей мпссы. Масс.-- лаходящапся в сосудах 7, подогревает:-; дг 18-ЗO C электронагревательным элементом, вьи.ллненным любым известным способом, и ггсД действием собственного веса поступает через 1форези на склеиваемые поверхности 1физм. При про . лкивании призмы между ;;ву.мя плоскпс- ямк, прижатыми с определенным усилием к ее сторонам регулиро- .гочным виг 1-ом н, наносится ровный технологически не: бхадимый слой склеивающей массы.
Призма с ;аН сетщой массой проталкивается на обод 9 в кольцо и прижимается точечными опорами 15, нанесенными на плоскости 14 упора 12, позволяющими минимально нарушать нанесенную СКЛР, -.аю- щую массу па склеиваемой плоскосттч Упор 12 при подаче очередной призмы в кольцо отводится в исходное правое положение на щирину призмы. Это достигается с помощью клинообразного скоса 17 ползуна 18 при дв-;т хг нии ролика J.6 гг-- двлжущемуся г :зяратно-поступатольно по.nay- ну 1. YI.A левом крайнем положении лолjvH;- 18 упор 12 находится в исходном
правом положении и готов принять очередную призму в кольцо, а при правом крайнем положении ползуна 18 упор 12 точечными опорами 15 оказывает максимальное давление на уложенну-ю в кольцо призму.
После заполнения пьезокерамического кольца призмами коль.цо вместе с ободом 9 снимается, укладывается на плоскую поверхность и освобождается от обода, обондаживается, проходит температурную технологическую обработку. При этом кольцо готово для дальнейщей обработки.
Обод с-тавится на место в устройство, и процесс набора кольца с нанесенной склеивающей массой повторяется.
При сборке nbe3OKepaMH4ecK.j колец другого размера ход кулисы и ползуна регулируется соответственно винтами 19 и 20 а обод 9 заменяется на другой обод . необходимым диаметром.
обретения
п
и
Угтгюйсгво для склеивания пьезокерамич -ских vrpii3M, содержащее механизм подачи -(фигА. с кулисой и полззтном, мех - к .зм ш несения склеивающей массы и мехагизм укладки призм с прижямным упором, отличающееся -тем, что, с цел повыщения каче тва изделий, еханизм нанесения склеива лшей массы абжен двумя подогр-;ваемыми j вьшлпвэнными с возможностью перемещения перпендикулярно направлению движения призм сосудами, ь днищах которых прорезаны щели на щирину призмы, а кулиса механизма подачи призмы через , выпо.пненный с кл.1нообразным скосом, связана с подвижным упором механи.ма укладки призм; прч) этом подвижный упор снабжен плоек (.тью с точечными опорами и установлен {: оси с -;о.зможностью вращения вокруг .осле,:,не:1 и перемещения вдоль клинооОрагя1.15.о
;коса . iJ W 17