(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВАТНЫХ ТАЛ ПОНОВ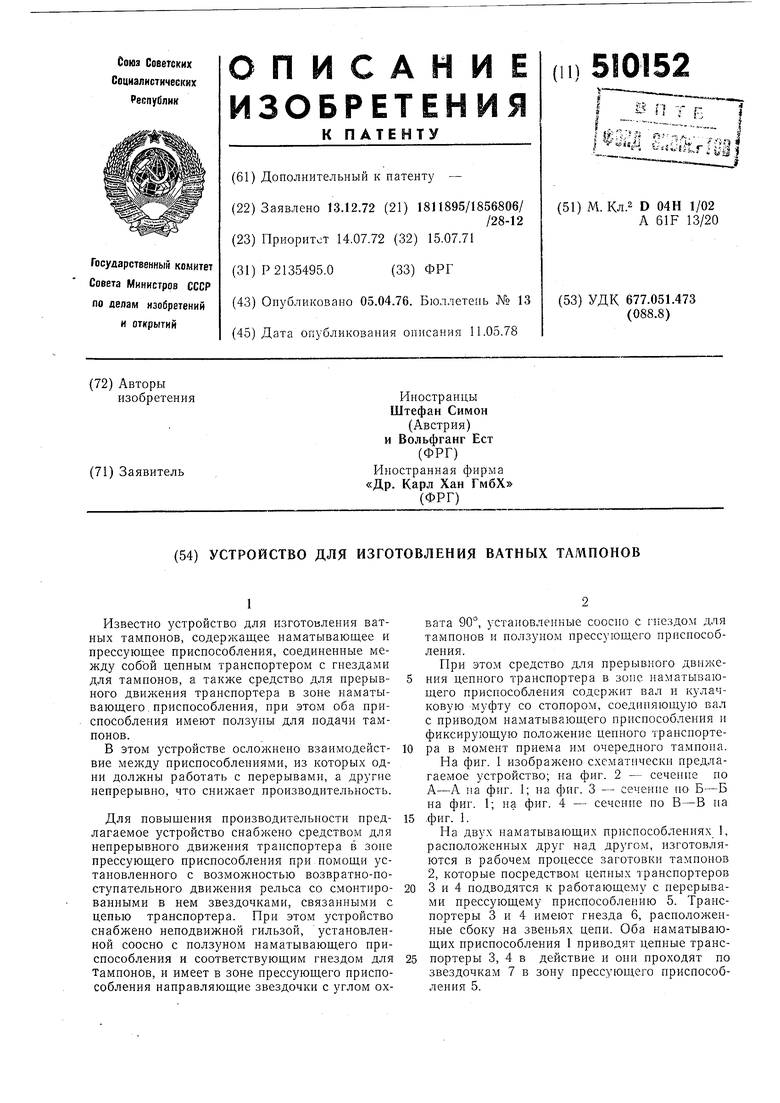
1
Известно устройство для изготовления ватных тампонов, содержащее наматывающее и прессующее приспособления, соединенные между собой цепным транспортером с гнездами для тампонов, а также средство для нрерывного движения транспортера в зоне наматывающего, приспособления, при этом оба приспособления имеют ползуны для нодачи тампонов.
В этом устройстве ослол нено взаимодействие между приспособлениями, из которых одни должны работать с перерывами, а другие непрерывно, что снижает производительность.
Для повышения производительпости предлагаемое устройство снабжено средством для непрерывного движения транспортера в зопе прессующего приспособления при помощи установленного с возмол ностью возвратно-поступательного движения рельса со смонтированными в нем звездочками, связанными с цепью транспортера. При этом устройство снабжено неподвижной гильзой, установленной соосно с ползуном наматывающего приспособления и соответствующим гнездом для Тампонов, и имеет в зоне прессующего приспособления направляющие звездочки с углом охвата 90°, уста 1овле11ные соосно с гнездом для тампонов и ползуном прессующего приспособления.
При этом средство для прерывного движеНИН цепного транспортера в зопе наматывающего приспособления содержит вал и кулачковую муфту со стопором, соединяющую вал с приводом наматывающего приспособления и фиксирующую положение цепного транспортера в момент приема им очередного тампона. На фиг. 1 изображено схематически предлагаемое устройство; на фиг. 2 - сечение по А-А а фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 - сечение по В-В па
-фиг. 1.
Па двух наматывающих приспособлениях 1, расположенных друг над другом, нзготовляются в рабочем нроцессе заготовки тампонов 2, которые посредством цепных транспортеров
3 и 4 подводятся к работающему с перерывами прессующему приспособлению 5. Транспортеры 3 и 4 имеют гнезда 6, расположенные сбоку на звеньях цепи. Оба наматывающих приспособления 1 приводят цепные транспортеры 3, 4 в действие и они проходят по звездочкам 7 в зону прессующего приспособления 5.
Между наматывающим и прессующим приспособлениями 1 и 5 транспортеры взаимодействуют с двумя зведочками 8, смоптирозапными на рельсе 9, установленном с возможностью возвратно-поступательного движения для уравнивания разных скоростей цепных транспортеров, возникающих вследствие частично прерывистого привода транспортера. Средство дутя прерывного движения транспортера 3 в зону наматывающего приспособления
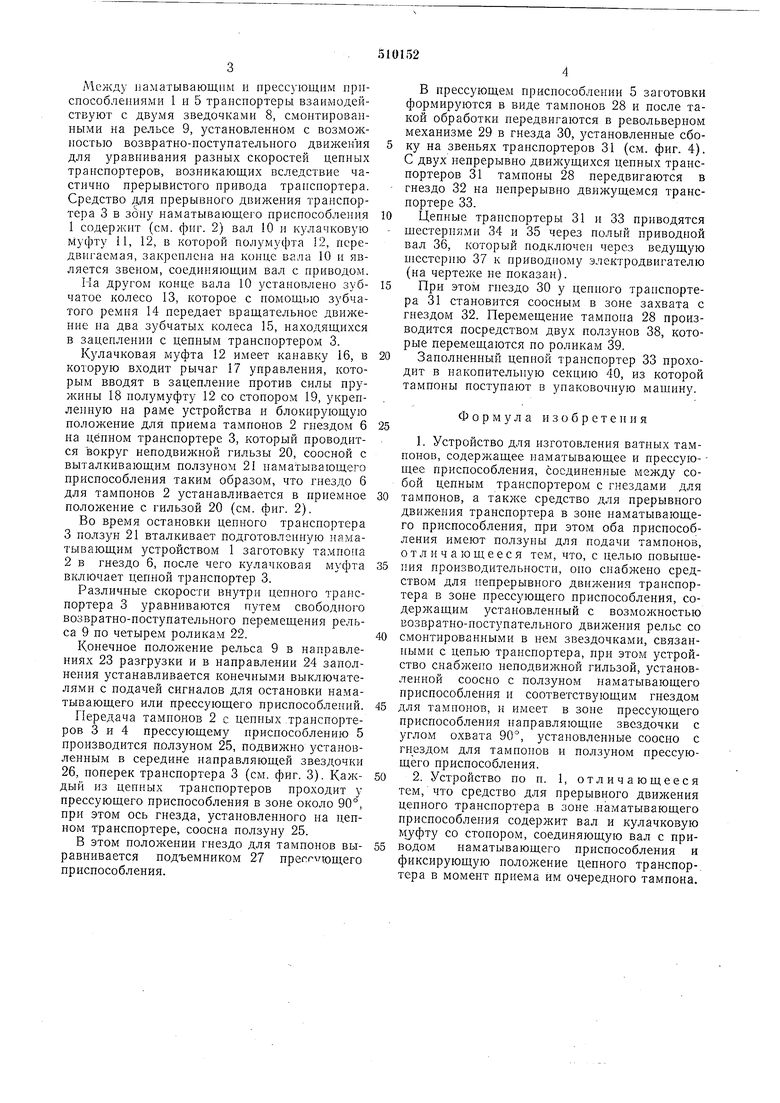
1содержпт (см. фиг. 2) вал 10 и кулачковую Муфту 11, 12, в которой полумуфта 12, передвигаемая, закреплена на конце вала 10 и является звеном, соединяющим вал с приводом.
На другом конце вала 10 установлено зубчатое колесо 13, которое с помощью зубчатого ремня 14 передает вращательное движение па два зубчатых колеса 15, находящихся в зацеплении с цепным транспортером 3.
Кулачковая муфта 12 имеет канавку 16, в которую входит рычаг 17 управления, которым вводят в зацепление против силы пружины 18 полумуфту 12 со стопором 19, укрепленную на раме устройства н блокирующую положение для приема тампонов 2 гнездом 6 на цепном транспортере 3, который проводится вокруг неподвижной гильзы 20, сооспой с выталкивающим ползупом 21 наматывающего приспособления таким образом, что гнездо 6 для тампонов 2 устанавливается в приемное положение с гильзой 20 (см. фиг. 2).
Во время остановки цепного транспортера 3 ползун 21 вталкивает подготовленную наматывающим устройством 1 заготовку тамнопа
2в гнездо 6, после чего к лачковая муфта включает цепной транспортер 3.
Различные скорости внутри цепного транспортера 3 уравниваются путем свободного возвратно-поступательного перемещения рельса 9 по четырем роликам 22.
Конечное положение рельса 9 в направлениях 23 разгрузки и в направлении 24 заполнения устанавливается конечными выключателями с подачей сигналов для остановки наматывающего или прессующего приспособлений.
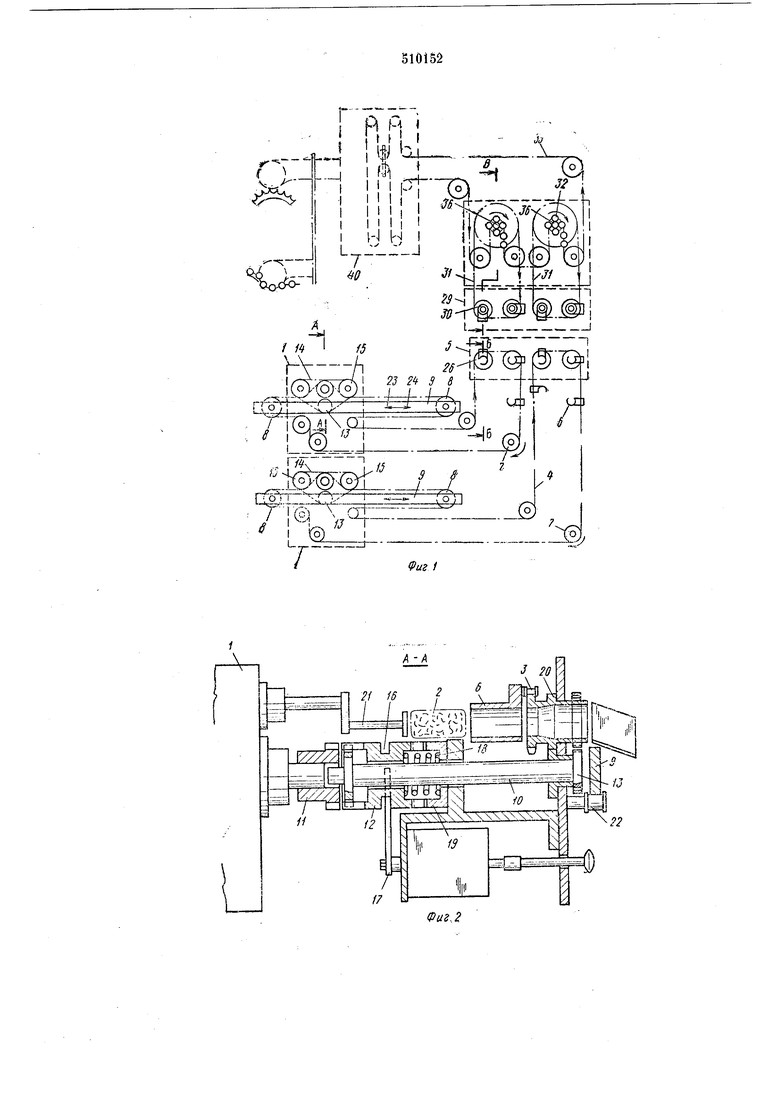
Передача тампонов 2 с цепных транспортеров 3 и 4 прессующему приспособлению 5 производится ползуном 25, подвижно установленным в середине направляющей звездочки 26, поперек транспортера 3 (см. фиг. 3). Каждый из цепных транспортеров проходит у прессующего приспособления в зоне около 90°, при этом ось гнезда, установленного на цепном транспортере, соосна ползуну 25.
В этом положении гнездо для тампонов выравнивается подъемником 27 нрег-слцощего приспособления.
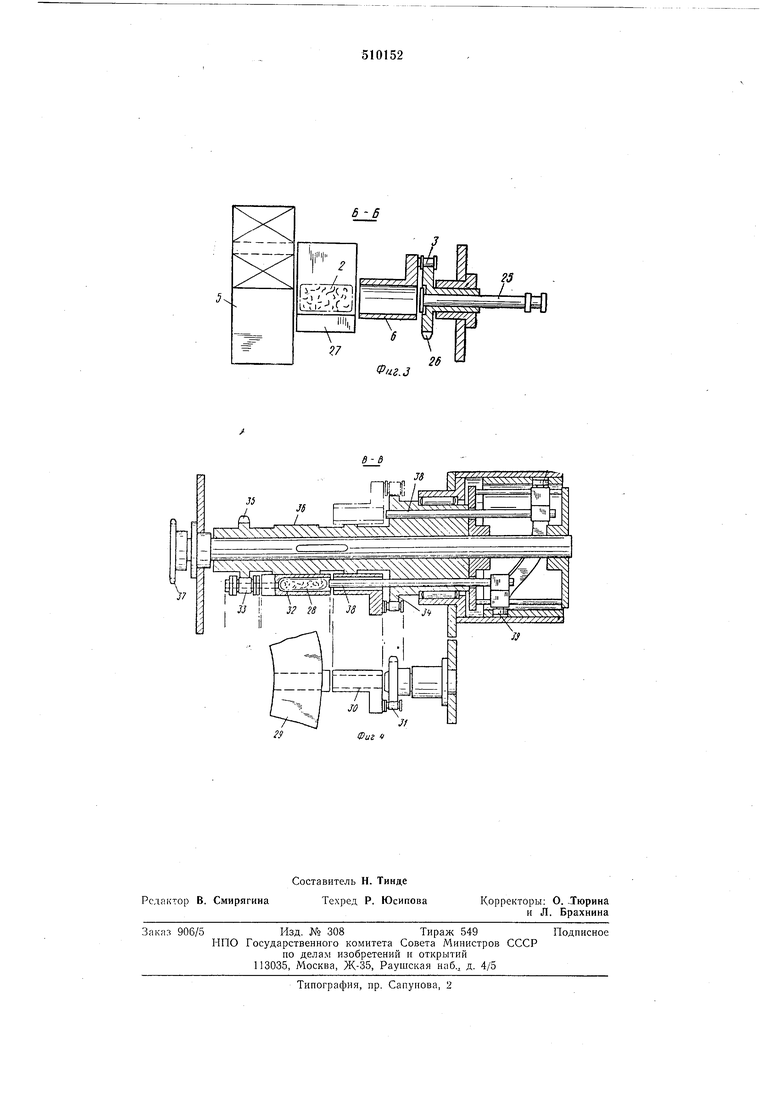
В прессующем приспособлении 5 заготовки формирзются в виде тампонов 28 и после такой обработки передвигаются в револьверном механизме 29 в гнезда 30, остановленные сбоку на звеньях транспортеров 31 (см. фиг. 4). С двух непрерывно двил ущихся цепных транспортеров 31 тампоны 28 передвигаются в гнездо 32 на непрерывно движущемся транспортере 33.
Цепные транспортеры 31 и 33 приводятся
шестернями 34 и 35 через полый приводной
вал 36, который подключен через ведущую
П1естсрню 37 к приводному электродвигателю
(на чертеже не показан).
При этом гнездо 30 у цепного транспортера 31 становится соосным в зоне захвата с гнездом 32. Перемещение тампона 28 производится посредством двух ползунов 38, которые перемещаются по роликам 39.
Заполненный цепной транспортер 33 проходит в накопительную секцию 40, из которой тампоны поступают в упаковочную мащину.
Формула изобретения
тампонов, а также средство для прерывного движения транспортера в зоне наматывающего приспособления, при этом оба приспособления имеют ползуны для подачи тампонов, отличающееся тем, что, с целью повьинеПИЯ производительности, оно снабжено средством для непрерывного движепия транспортера в зоне прессующего приспособления, содержащим установленный с возмол постью возвратно-поступательного двилсения рельс со
смонтированными в нем звездочками, связанными с цепью транспортера, при этом устройство снабжено пеподвил ной гильзой, установленной соосно с ползуном наматывающего приспособления и соответствующим гнездом
для тампонов, и имеет в зоне прессующего приспособления направляющие звездочки с утлом о.хвата 90°, установленные соосно с гн ездом для тампонов и ползупом прессующего приспособления.
. , г f I
- 1|Ч
J/
г
-(. « - .м. «с .. , -
Фиг i
А -ft.
5-6
Фиг.з
Фиг 1
