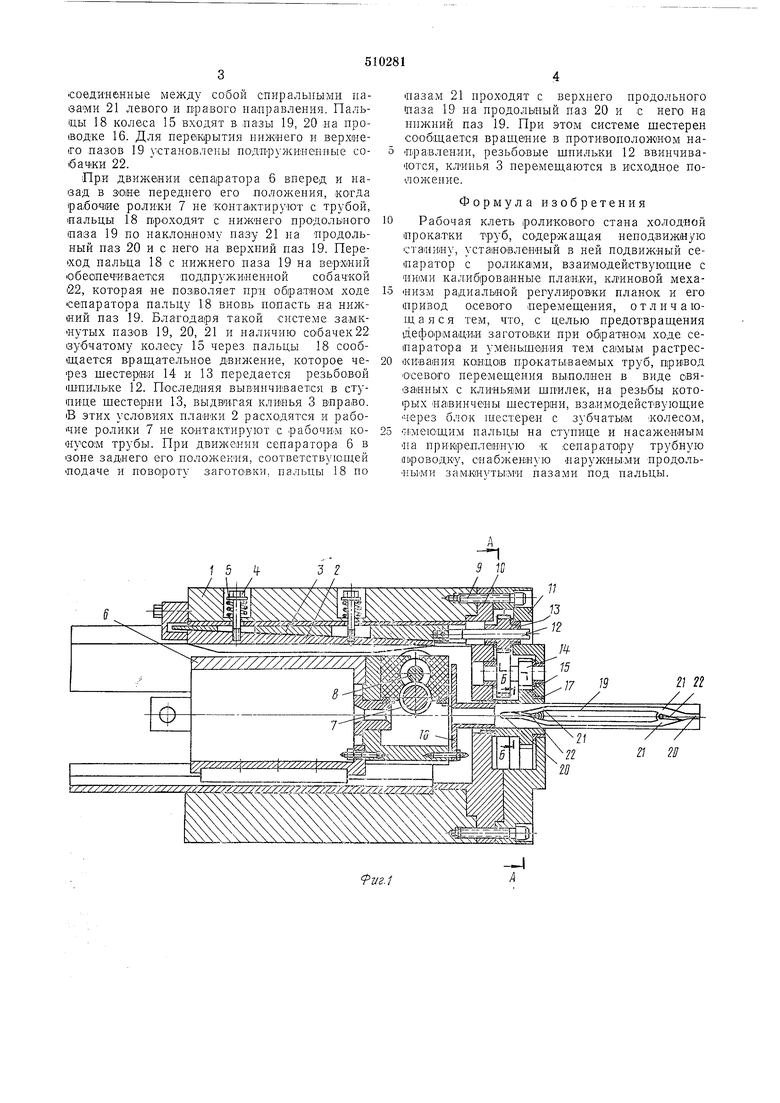
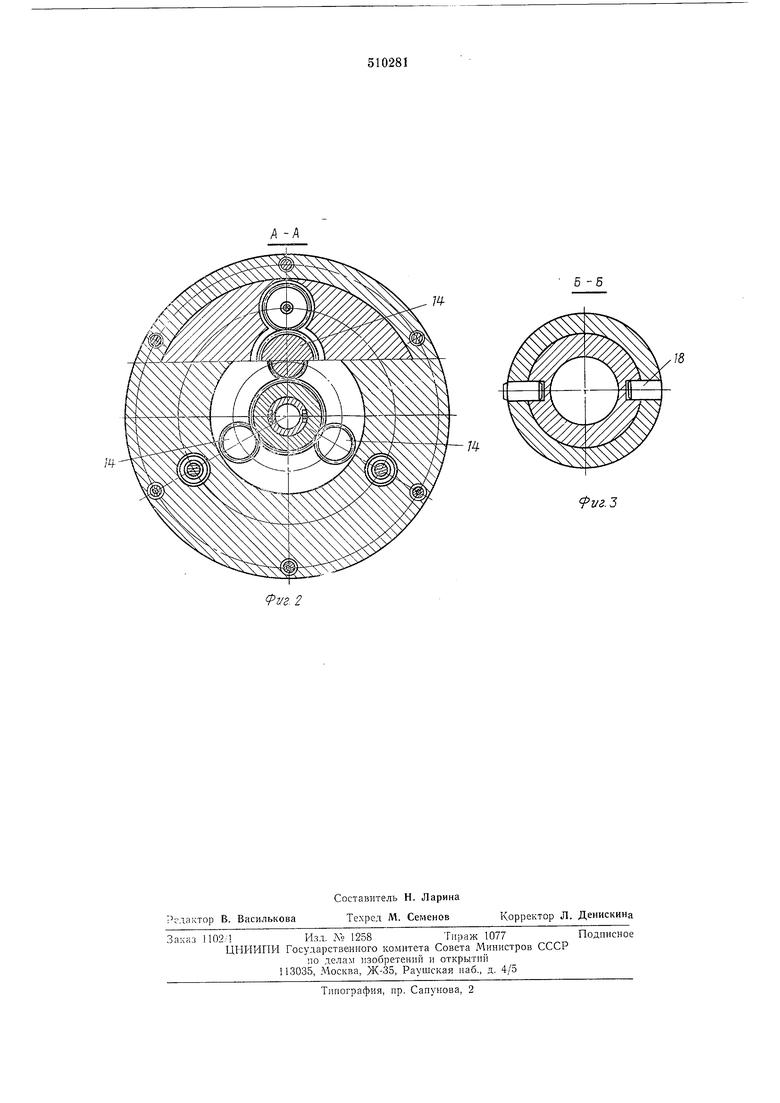
соединенные между собой спиральными павзми 21 левого и правого иалравления. Паль|цы 18 колеса 15 входят в пазы 19, 20 на проводке 16. Для перекрытия нижнего и верхне|ГО пазов 19 установлены подпружиненные со|баЧ|КИ 22.
Пр.и движении сепаратора 6 вперед и навад в зоне переднего его положения, когда 1ра,бочяе ролики 7 не конта1ктируют с трубой, пальцы 18 проходят с нижнего продольного inBisa 19 по наклонному пазу 21 на продольный паз 20 и с него на верхний паз 19. Пере1ХОД пальца 18 с нижнего наза 19 на верхний обеопечивается подпружиненной собачкой 02, которая «е поз воляет прн обратном ходе сепаратора пальцу 18 вновь попасть на нижний паз 19. Благодаря такой системе замкнутых пазов 19, 20, 21 и паличию собачек22 зубчатому колесу 15 через пальцы 18 сообщается вращательное движение, которое через шестерни 14 и 13 передается резьбовой шпильке 12. Последняя вывинчивается в ступице шестерни 13, выдвигая клинья 3 вправо. iB этих условиях планки 2 расходятся и рабочие ролики 7 не контактируют с рабочим ко(нусом трубы. При движении сепаратор а 6 в воне заднего его положения, соответствующей лодаче и повороту заготовки, пальцы 18 по
пазам 21 проходят с верхнего продольного Паза 19 на нродолыный паз 20 и с него на нижний паз 19. При этом системе шестерен сообщается вращение в проти-вополождаом направленин, резьбовые шпильки 12 ввинчиваются, клинья 3 перемещаются в исходное положение.
Формула изобретения
Рабочая клеть роликового стана холодной прокатки труб, содержащая неподвижную ста1нину, установленный в ней подвижный сепаратор с роли.ка1ми, взаимодействующие с ни1ми калиброванные планки, клиновой механиз:м радиальной регулировки планок и его привод осевого перемещения, отличающаяся тем, что, с целью предотвращения 1дефор1ма|ЦИ,и заготовки при обратном ходе сепаратора и уменьшения тем са1мым растресживания концов прокатываемых труб, привод осевого иереме щення выполнен в виде овяванпых с клинья|ми шиилек, на резьбы которых навинчены шестерни, взанмодействующие Через блок шестерен с зубчатым (КОлесом,
смеющим иальцы на ступнце и насаженным па прикрепленную к сепаратору трубную шроводку, снабженную «аружны-ми продольНЫМи замк« --ты;мн пазами под пальцы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Подающе-тянущий механизм непрерывного волочильного стана | 1984 |
|
SU1286311A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Стан холодной прокатки труб перемен-НОгО СЕчЕНия | 1979 |
|
SU793674A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Стан холодной прокатки труб | 1985 |
|
SU1338910A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
f 5 if
