1
Изобретение относится к устройствам для правки и резки па заданные размеры круглого проката, преимущественно тонкостенных труб.
Известно устройство для правки и резки проката, содержащее установленный на станине вращающийся барабан с системой правильных элементов, размещенных в направляющих втулках, а также механизм резки.
Однако повыщенпый нагрев выправляемой заготовки в месте контакта с правильными элементами во время резки в результате прекращения осевого перемещения заготовки относительно вращающегося барабана резко снижает качество готовой продукции.
Предлагаемое устройство отличается от известного тем, что с целью повыщения качества правки, оно снабжено механизмом перемещения в радиальном направлепии правильных роликов, выполненным в виде установленных в барабане с возможностью осевого перемещения нескольких штанг, электрически связанных с механизмом резки, и системы щпонок, жестко соединенных со щтангами и установленных с возможностью перемещения по предусмотренным в направляющих втулках пазам, расположенным под углом к продольной оси щтанг в двух диаметрально-противоположных плоскостях.
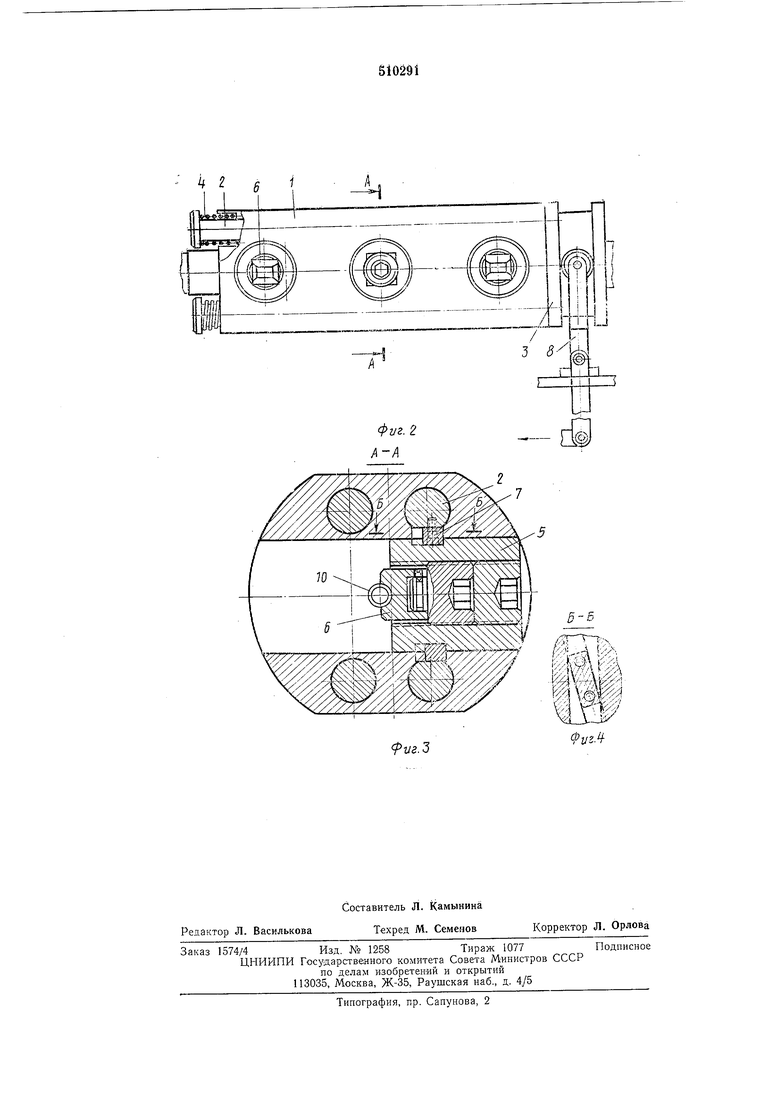
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид правильного барабана; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 сечение по Б-Б на фиг. 3. Предлагаемое устройство содержит вращающийся правильный барабан, состоящий из корпуса 1, через который проходят четыре щтанги 2. С одной стороны штанги связаны с муфтой 3, с другой - пружинами 4 удерживается в крайнем левом положении.
В корпусе 1 барабана выполнено три круглых сквозных отверстия, в которых расположены направляющие регулируемые втулки 5 с правильными элементами 6, обеспечивающие
стрелу прогиба выправляемой заготовки. В направляющих втулках 5 в двух диаметрально-противоположных плоскостях под углом к продольной оси штанг находятся пазы, в которых перемещаются щпонки 7, жестко
соединенные со штангами 2 и заставляющие при своем перемещении сходиться или расходиться относительно заготовки направляющие втулки 5. Перемещение штанги 2 осуществляется через муфту 3 и вилку-рычаг 8, которые
кинематически связаны с электромагнитом 9. Перемещение заготовки 10 осуществляется подающими механизмами И и 12, а команда на включение электромагнита 9 и механизма резки 13 дается движущейся заготовкой через
механизм упора 14.
Работа устройства осуществлйется Следующим образом.
Заготовка 10, проходя через вращающийся правильный барабан, подвергается правильными элементами 6 многократному изгибу. Дойдя до упора 14, заготовка дает команду на тянущий электромагнит 9, который через вилку-рычаг 8 перемещает муфту 3, а вместе с ней и щтангу 2.
Закрепленные на штанге щпонки 7, перемещаясь по пазам, разводят направляющие втулки 5 вместе с правильными элементами 6.
Таким обраозм, в момент резки контакт между правильными элементами и заготовкой отсутствует. После отрезки и выброса заготовки электромагнит 9 отключается, а пружины 4 возвращают щтанги 2 в крайнее левое положение, и правильные элементы вновь входят в контакт с выправляемой заготовкой. Затем цикл повторяется.
4 Формуле изобретений
Устройство для правки и резки круглого проката, преимущественно -тонкостенных труб, содержащее установленный на станине вращающийся барабан с системой правильных элементов, размещенных в направляющих втулках, а также механизм резки, отличающееся тем, что, с целью повыщения качества правки, оно снабжено механизмом перемещения в радиальном направлении правильных роликов, выполненным в виде установленных в барабане с возможностью осевого перемещения нескольких щтанг, электрически связанных с механизмом резки, и системы щпонок, жестко соединенных со щтангами и установленных с возможностью перемещения по предусмотренным в направляющих втулках пазам, расположенным под углом к продольной оси щтанг в двух диаметрально-противоположных плоскостях.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки круглого проката | 1988 |
|
SU1701406A1 |
| Устройство для правки трубных заготовок | 1983 |
|
SU1138205A1 |
| Устройство для правки круглого проката | 1979 |
|
SU854496A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Роликовый правильно-отрезной станок | 1980 |
|
SU902945A1 |
| Устройство для правки пруткового материала | 1975 |
|
SU517354A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Способ правки длинномерного проката прямоугольного сечения | 1976 |
|
SU733772A1 |
| Устройство для поперечной резки труб | 1981 |
|
SU988469A1 |
| Устройство для правки пруткового материала | 1974 |
|
SU547253A1 |
// .N
,Л
кЩЩ
||Ш|
(Pvz.
.
