I
Изобретение относится к обработке металлов давлением, и может быть использовано для правки и резки сортового проката.
Известен роликовый правильно-отрезной станок, содержащий смонтированные на станине привод, механизм подачи и правки обрабатываемого материала в виде подвижных ведущих и прижимных роликов, смонтированных на направляющих,механизм; резки, выполненный в виде неподвижного ножа и подвижного ножа, связанного через распределительный вал и управляемую электромагнитным элементом включения муфту с приводом, и механизм синхронизации подачи обрабатываемого материала и перемещения подвижного ножа tl.
Недостатком известного станка является сложность его конструкции.
Цель изобретения - упрощение конструкции станка.
ГГоставленная цель достигается тем, что в роликовом правильно-отрезном станке, содержащем смонтированные на станине привод, механизм подачи и правки отрабатываемого материала в виде подвижных ведущих и прижимных роликов, смонтированных на направляющих, механизм резки, выполненный в виде неподвижного Hojxa и подвижного ножа, связанного через распре10делительный вал и управляемую электромагнитным элементом включения муфту с приводом, и механизм синхронизации подачи обрабатываемого материала и перемещения подвижного ножа, послед
IS НИИ выполнен в виде кулачков, закрепленных на распределительном валу, рычагов, на одних концах которых выполнены отверстия, а на других - смонтированы ролики с возможностью взаимо20действия кулачками и тяг, одни концы которых связаны с прижимными роликами, а другие пропущены через отверстия рычагов и пр 1креплены к
ним с возможностью регулировочного перемещения. Муфта станка может быть снабжена дополнительным электромагнитным элементом включения для обеспечения удобства заправки проката
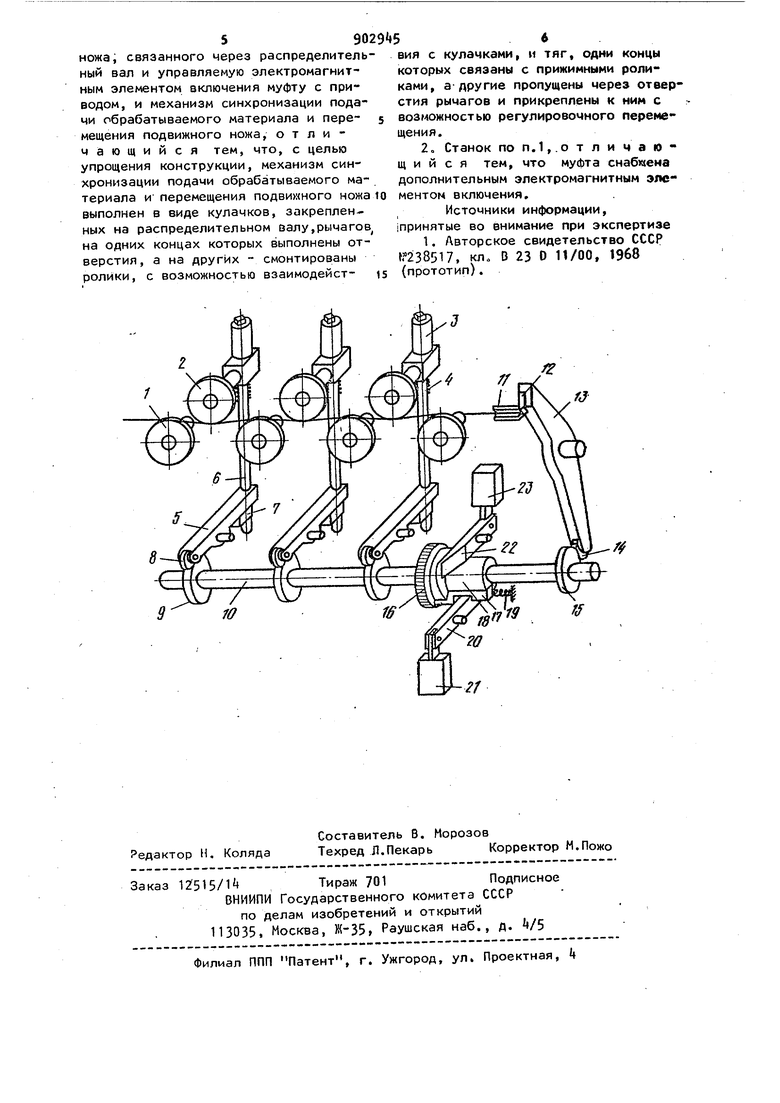
На чертеже изобра нен роликовый правильно-отрезной станок.
Станок содержит нижние ведущие ролики 1 и верхние ведомые ролики 2, расположенные в шахматном порядке по отношению к ведущим Ведомые ролики 2 свободно вращаются на направляющих 3, установленных в корпусе станка с возможностью перемещения,и подпружинены пружинами Ц. Направляющая 3 связана с рычагом 5 посредством тяги 6 и гайки 7. На тяге 6 вверху выполнен квадрат или шестигранник под ключ,а внизу резьба под гайку 7. Тяга 6 в рычаг 5 посажена свободно. На другом конце рычага 5 установлен ролик 8, взаимодействующий с кулачком 9, установленным неподвижно на распределительном валу 10
Механизм резки проката состоит из отрезной втулки 11, ножа 12, установленного на рычаге 13- Рычаг 13 посредством ролика k взаимодействует с кулачком 15 установленным неподвижно на распределительном валу 10.
Муфта включения распредели{5-ельного вала 10 состоит из шестерни 16, свободно посаженной на распределительный вал 10 и кинематически связанной с приводом ведущих роликов 1. На торце шестерне 16 выполнены кулачки, взаимодействующие со шпонкой 17, установленной подвижно в полумуфте 18 и подпружиненной пружиной 19 Полумуфта 18 неподвижно установлена на распределительном валу 10. В шпонке 17 выполнен поперечный паз, через который проходит рычаг 20, связанный с электромагнитом 21. На другом конце рычага 20 выполнены клинья, которые взаимодействуют с торцом паза шпонки 17.
Станок работает следующим образомИмеется два режима работы подготовительный и рабочий, В исходном положении при выключенной муфте ведомые ролики 2 находятся в нижнем положении, а нож 12 с рычагом 13 - в крайнем верхнем положении. Для Заправки конца проката между роликами необходимо включить станок для работы в подготовительном режиме, при этом включаетс привод вращения ведущих роликов 1,
а следовательно и вращение шестерни 16. Рычаг 22 с помощью электромагнита 23 прижимается к полумуфте 18, а рычаг 20 - с помощью электромагнита 21 выходит из паза шпонки 17. Шпонка 17 под действием пружины 19 входит в зацепление с кулачками шестерни 16 и осуществляется вращение распределительного вала 10. Пройдя половину оборота, шпонка 17 посредством клина рычага 21 выходит из зацепления шестерни 16 и распределительный вал10 останавливается, при этом ролики 2 принимают верхнее положение„ В рабочем (име, включая привод роликов 1 и шестерни 16, рычаг 22 посредством электромагнита 23 отходит от полумуфты 18, шпонка 17 освобождается и оходит в зацепление с шестерней 1б, В таком положении рычаг 22 находится на всем протяжении рабочего режима.Дальнейшее включение муфты для резки проката осуществляется воздействием на электромагнит 21„ При этом рычаг 20 освобождает шпонку 17, которая под Действием пружины 19 входит в зацепление с шестерней 16. Кулачки 9 и 15 отпрофилированы таким образом, что в первоначальный момент вращения вала 10 под действием кулачка 9 рычагов 5 и тяг 6 ролики 2 с направляющими 3 отходят в верхнее положение..Усилие прижима проката к ведущим роликам снимается, в результате чего прокат останавливается. В следующий момент осуществляется резка проката и возврат ножа 12 в исходное положение и вслед за этим происходит опускание и прижим к прокату роликов 2. Весь этот цикл осуществляется за один оборот распределительного вала 10.
Настройка роликов 2 на нужный прокат осуществляется вращением тяги 6 относительно гайки 7 индивидуально для каждого ролика.
Использование изобретения позволит упростить конструкцию роликового правильно-отрезного станка.
Формула изобретения
1.Роликовый правильно-отрезной станок, содержащий смонтированные на станине привод, механизм подачи и правки обрабатываемого материала в виде подоижных ведущих и прижимных роликов, смонтированных на направляющих, механизм резки, выполненный в виде неподвижного ножа и подвижного
ножа, связанного через распределительный вал и управляемую электромагнитным элементом включения муфту с приводом, и механизм синхронизации подачи обрабатываемого материала и перемещения подвижного ножа, отличающийся тем, что, с целью упрощения конструкции, механизм синхронизации подачи обрабатываемого материала И перемещения подви : ного ножа выполнен в виде кулачков, закрепленных на распределительном валу,рычагов на одних концах которых выполнены отверстия, а на других - смонтированы ролики, с возможностью взаимодейстВИЯ с кулачками, и тяг, одни концы которых связаны с прижимными роликами, а-другие пропущены через отвер стия рычагов и прикреплены к ним с возможностью регулировочного перемещения.
2. Станок по П.1,.0 т л и ч а ю щ и и с я тем, что муфта снабжена дополнительным электромагнитным элементом включения.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
t 238517, кл, В 23 О 11/00, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Пружинонавивочный автомат | 1974 |
|
SU506460A1 |
| Правильно-отрезной автомат | 1982 |
|
SU1026908A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| Механизм обрезки нитей на швейной машине | 1980 |
|
SU962368A1 |
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХвыводов | 1971 |
|
SU297420A1 |
