(54)УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ СТОПЫ ПРОКАТА
ПА ХО.ГЮДИЛЬНИКЕ
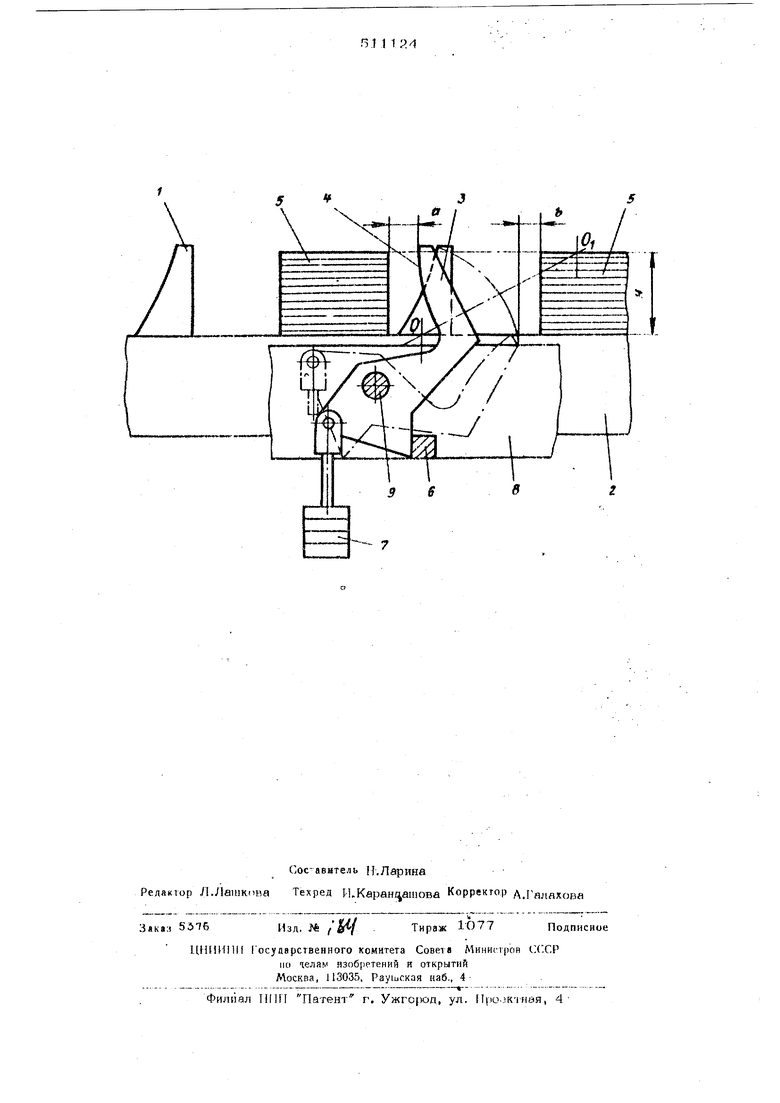
с выпукло-вЪгг тым профилем рабочей noi верхности 4. Профиль рабочей поверхности описан дугами двух сопряженных окружнс стей. При этом центр О кривизны дуги, очерчивающий ее нижний участок, лежит в плоскости основания стопы 5, В исход- HOM положении рычаг 3 фиксируете сто- пором 6, Необходимое минимальное сопротивление перемещению стопы, достаточное для упорядочивания укладки полос в ней, создается грузом 7, Рычаг смонтирован в коробчатой раме 8, крепящейся к брусьям 2 настила холодильника. Конструкция рычага и его установка,в хододильнике должны обеспечивать зазоры а - между «агопой и рабочей поверхностью его и в для свободного выхода рычага из-под пакета из крайнего отведенного положения: в исходное. Количество рычагов и коли-; чество образованных ими рядов может различным в зависимости от параметров холодильника и сортамента стана.
Холодильник работает следующим образом.
При установившемся режиме при неподвижных линейках - с пальцами 1 весь xoлoдиль шк заполнен стопами полос, рас положенных перед каждым рядом пальцев на;расстоянии, равном по величине разное сти между ходом линеек и шагом пальцев. После проратки очередной заготовки уложенные в стопу в чачале холодильника полосы перекладываются приведенными в движение линейками на место перед первым рядом пальцев, а каждая следующая стопа 5 перемещается на величину щага пальцев (разность между ходом линеек и зазором перед стопами).
Когда щлепперные пальцы 1 двиг ущейся .вперед линейки своей плоской отвесной толкающей поверхностью 9 упираются в лежащие на настиле холодильника стопы и сдвигают их с места, уменьшая зазор между стопой и рабочей поверхностью рычага 3 до встречи с ней верхней ; полосы стопы. Поскольку за время выбор кизазора падает пиковая нагрузка, возникающая в деталях привода линеек в мо-« о
мент сдвигания стоп, а реактивные силы трения покоя между стопами и настилом уменьшаются до сил трения скольжения, и движущиеся деташ холодильника вместе со стопами приобретают запас живой си- лы, преодоление сопротивления рычагов 3 не оказывает заметного влияния на нагрузку двигателя привода яинеек, Г1ри дальнейшем движении стопы рабочая по верхностью.рычага обкатывает его свобод- ную грань сверху вниз, последовательно 4 прижимяя полосы к толкающей поверхности пальца и упорядочивая их укладку в стопе, в результате охлаждения которой на холодильнике уменьшается их ребровая кривизна. Рычаг 3, поворачиваясь вокруг своей оси в конечном положенинл утапливается .под пакетом ..fiioKsaaHo на чертеже пунктиром) и в конце хода ;шней.-1 ки вперед освобождается из-под него и возвращается под действием груза в исход- ное положение.
В редких случаях, когда из стопы выдвигаются нижние полосы, они встречаются с рычагом на участке рабочей поверхности; образованном дугой окружности, центр ко-| торой лежит в плоскости основаш1я пакета. Стопа перед последним рядом пальцев пе- j рекладывается на отводящий рольганг (на чертеже не показан). Описанный цикл работы холодильника повторяется при прокат , ке каждой следующей заготовки.
Формула изобр, етения
Устройство для выравнивания стопы проката на холодильнике, включающее принудительно и одновременно перемещаемые в параллельных плоскостях шлепперные I пальцы с плоской отвесной толкающей по-; верхностью, отличающееся тем, что, с целью улучшения условий выравнивания, оно . снабжено шариирноустанов- ленными на неподвижном/основании в параллельных промежутках между плоскостями перек ещаемых пальцев, уравновешенны-ми рычагами с выпукло-вогнутым профилем рабочей поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выравнивания стопы проката на холодильнике | 1978 |
|
SU719734A1 |
| Устройство для выравнивания стопы проката на холодильнике | 1975 |
|
SU602256A1 |
| Подъемно-качающийся стол | 1983 |
|
SU1079328A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛИСТОВОЙ КРОВЛИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2260660C1 |
| Устройство для поперечной передачи проката с рольганга | 1983 |
|
SU1103917A1 |
| Сталкиватель слябов | 1982 |
|
SU1060265A1 |
| Устройство для пакетирования сортового проката | 1986 |
|
SU1337162A1 |
| Устройство для терможения проката перед холодильником | 1978 |
|
SU747550A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для центрирования и транспортирования проката | 1980 |
|
SU921654A1 |