1
. Изобретение относится к прокатному производству, в частности к устройствам для выравнивания стопы проката на холр.дильнике штрипсовых и полосовых прокатных станов.
Известно устройство для выравнивания стопы проката на холодильнике, включающее принудительно и одновременно перемещаемые в параллельных плоскостях шлепперные пальцы с плоской отвесной толкающей поверхностью, которое снабжено щарнирна установленными на неподвижном рсиовании в йараллельных промежутках между плоскостями перемещаемых пальцев уравновешенными рычагами с выпукловогнутым профилем рабочей поверхности 1.
Это устройство не позволяет качественно и надежно выравнивать стопу проката при ее перемещении, что приводит к больщой ребровой кривизне полос в стрпе.
Наиболее близким по технической сущности к предлагаемому является устройство для выравнивания проката на холодильнике, содержащее параллельно расположенные линейки, размещенные на них с интервалом
упорь с вертикальными встречно направленными рабочими плоскостями, привод возвратно-поступательного вертикального перемещения линеек от поршневого цилиндра, механизм продольного перемещения линеек со сближением упоров клещевым захватом и механизм продольного перемещения линеек с разделением упоров путем закрепленных на линейках роликов, перемещаемых в профильных пазах стоек 2.
Недостаток устройства заключается в том, что возвратно-поступательное вертикальное перемещение с разведением упоров происходит с толчками, что объясняется неточной синхронизацией работы двух скосов на линейках, взаимодействующих с приводом их вертикального перемещения, а также перекосами при перемещении линеек и
наличием зазоров в сочленениях, что приводит к разупрочн1ению стопы проката и снижает надежность предварительного продольного перемещения линеек с разведением упоров до начала их вертикального перемещения.
Цель изобретения - повышение надежности работы устройства.
Цель Дбстйгается тем, что устррйство )авнивания стойы проката на хЬлодильнике, содержащее параллельно расположенные линейки, размещенные на них %1ШёрЕШлЬм упоры с вертйкаль.нымй Ъстречно направленными pa6o4HMH j T nocKOCTflMH, 5 iiplBiog воШратно-пост ййтелъного вejpfйka ЛьйЬтЬ перемещения линеек от порщневого цилиндра, механизм продольного леремещения;линеек со сблйЖШйемушрЬв; клещевым SaxeatoM и механизм продольногопереме Щёнйя лйнеёк с разведением упоров, снаб- жёйгб плунжерным цилиндром, полость к6торЪго соединена со штоко1вой псшостью пор ffllHeBtfirc) 1ШЙйд{)Г11рйвВДа ШЗЖратнЬ-пЬсту па-гёлбного вёртйкйльнЬтб пёремещейня линеек, а подвижный плунжер свободным кон- ,j уЬШнЬвяен в контакте с выступом, выШлнейным на нижней части одной из линеек.
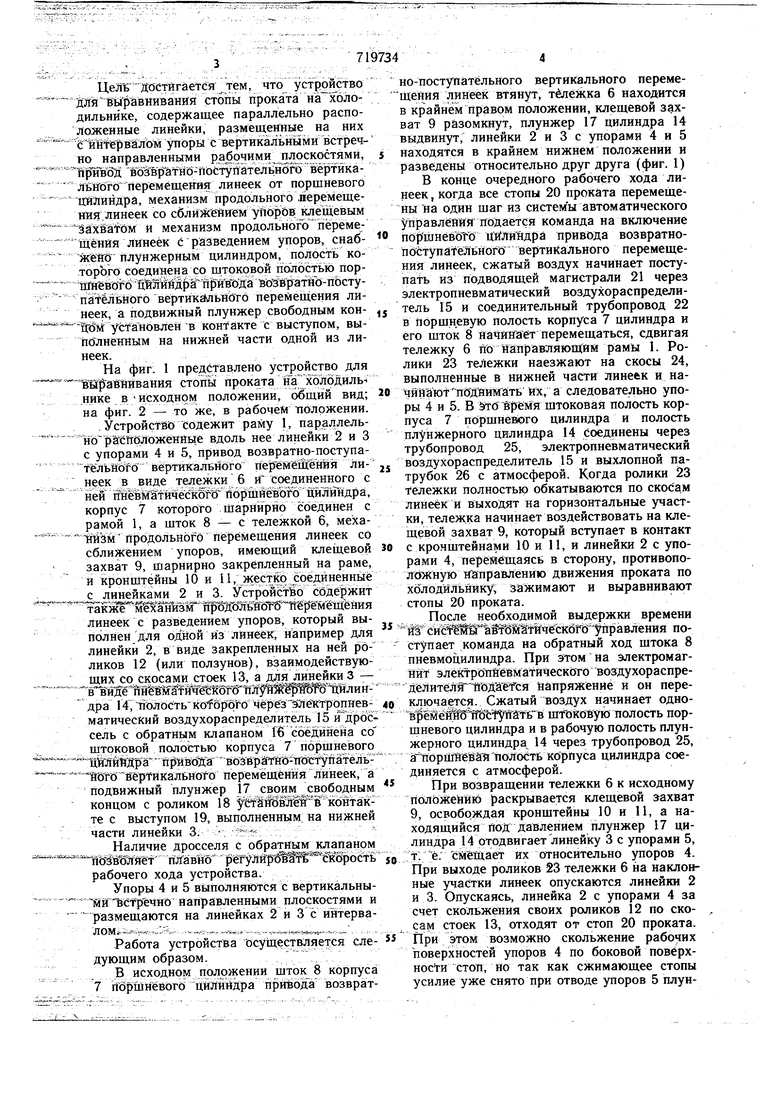
На фиг. 1 представлено устройство для вй раШйваНйя стопи проката на }ШЙ6Дильникё в исходном положении, общий вид; 20 на фиг. 2- то же, в рабочем положении. Устройство содежит раму 1, параллель но расПШОжёнйыё вдоль нее линейки 2 и 3 с упорами 4 и 5, привод возвратно-поступатёльногб вертикального перёмёщёййя ли- jj неек в виде тележки 6 и соединенного с ней пйёёШтического поршневого цШйндра, корпус 7 которого щарйирно соедийен с рамой 1, а шток 8 - с тележкой 6, меха 1ВДЗЙ продольного перемещения линеек со
сближением упоров, имеющий 50 захват 9, шарнирно закрепленный на раме, и кронштейны 10 и 11 ,же;стко соединенные с линейками 2 и 3. Устройстёо Содержит кЖ ШхаШШГ11ро1Ш1Ш г ТЙрШШ йия линеек с разведением упоров, который выполйен для одйой из Линеек, например для линейки 2, в виде закреплейных на ней рбликов 12 (или ползунов), взаимодействующих со скосами стоек 13, а для линейки 3 - Г1й цё 11ЙШ«Й М5ё1е {8ет11ЙрЖ8рШРб
дра 14, Т1блбсть 1ко Ьрогб чёрез алё1 тропнев- «о матический воздухораспределитель 15 if Д|з6ссель с обратным клапаном 1б соединена со щтркрвой полостью корпуса 7 поршневого
™ ШЙйвдр пр«в(Ш вРМратаЪ-тгбс
1Г6Тб вёртикальноТб перемещения лийеек, а
подвижный плунжер 17 свбим Jсвободным концом с роликом 18 уё 1Й6Ш1Шгв контакте с выступом 19, выпблненным; на нижней ; части линейки 3. -.::: :::
Наличие дросселя с обратным клапанрм 1ШзШШёТ пЖв
рабочего хода устройства.
Упоры 4 и 5 выполйяйтся С вертикальны ййвсгречйб направленными плоскостями и
размещаются на линейках 2 и 3 с интерваЛОМа л;«„л,,..,-.м,,-,.-.,,-,,,,.н«.-...... .::./,-.
Работа устройства Рсу1иа;ествляется еле- дующим образом.
В исходном прложении шток 8 корпуса 7 даршйёВДгРЦйЛШДра привода возвратно-поступательного вертикального перемеЩенйя линеек втянут, тёлеЖка 6 находится в крайнем правом положении, клещевой захват 9 разомкйут, плунжер 17 цилиндра 14 выдвинут, линейки 2 и 3 с упорами 4 и 5 находятся в крайнем нижнем положений и разведены относительно друг друга (фиг. 1) В конце очередного рабоче:го хода линеек , кбгда все стопы 20 проката перемещейы на один шаг из системы автоматического УправлёйИЯ Пбдаётся команда на включение пбршнёвбТб цШйндра привбда вбзвратнбпбступатёльйбгб вертикальнбгб перемещения линеек, сжатый воздух начинает поступать из подводящей магистрали 21 через электропневматический воздухбраспределитель 15 и сбединительный трубопрбвбд 22 в пбршневую пблбсть корпуса 7 цилиндра и его шток 8 йачййает перемещаться, сдвигая тележку 6 йб йаправляюЦХйМ рамы 1. Ролики 23 тележки наезжают на скосы 24, выполненные в нижней части линеек и начйнаю пвдйиматБ их, а следовательно упоры 4 и 5. В ЭТб врёйя ШТбКовая полость корпуса 7 пРрщнеЕврго цилиндра и полость плунжерного цилиндра 14 соединены через трубопровод 25, электропневматический воздухораспределитель 15 и выхлопной патрубок 26 с атмосферой. Когда ролики 23 тёлежки полностью обкатываются по скосдм линеек и выходят на горизонтальные участки, тележка иачинает воздействовать на клещевой захват 9, который вступает в контакт с кронштейнами 10 и И, и линейки 2 с упорами 4, перемещаясь в сторону, противбполсйкную й аправлёнию движения проката по хблбдйльйику, зажимают и выравнивают стопы 20 проката.
После необходимой выдержки времени ШЙШ §ШШ ЙчёсКб№|правления поступает кбманда на обратный ход штока 8 пневмбцилиндра. При этбм на электромагййт элёктрбпйёвматйчёСкбТр вбздухбраспреДёЛитёлЙТ бДаётся йапряЖёнйе и бн переключается. Сжатый воздух начинает одноBpeleffiffircifcfptfrfi шГРКбвук) полость поршневого цилиндра и в рабочую полость плунжерного цилиндра 14 через трубопровод 25, а ПбрйГйе) ПбЛбсть кбрпуса цилиндра соединяется с атмбсфербй.
При вбзвращении тележки 6 к исходному пблбЖеййю раскрывается клещевой захват 9, освобрждая кронштейны 10 и 11, а находящийся под давлением плунжер 17 цилиндра 14 ртодвигает линейку 3 с упорами 5, т. ё. смещаёт их относительно упоров 4. При выходе роликов 23 тележки 6 на наклонные участки линеек опускаются линейки 2 и 3. Опускаясь, линейка 2 с упорами 4 за счет скольжения своих роликов 12 по скосам стоек 13, отходят от стоп 20 проката. При этом возможно скольжение рабочих поверхностей упоров 4 по ббковой поверхности стоп, йо так как сжимающее стопы усилие уже снято при отводе упоров 5 плунжерным цилиндром 14, разупорядочивания стопы не происходит.
Когда шток поршневого цилиндра полностью втянут, все мехаиизмы перемещения линеек возвращаются в исходное положение и готовы к следующему ходу.
Предлагаемое устройст1во обеспечивает надежное предваритрльное разведение упоров до начала их опускания и позволяет регулировать с.юростъ рабочего хода.
Формула изобретения
Устройство для выравнивания стопы проката на холодильнике, содержащее параллельно расположенные линейки, размещенные на них с интервалом упоры с вертикальнцми встречно направленными рабочими плоскостями, привод возвратно-поступательного вертикального перемещения линеек от
порщневого цилиндра, механизм продольного перемещения линеек со сближением упоров клещевым захватом и механизм продольного перемещения линеек с разведением упоров, отличающееся тем, что, с целью шения надежности работы, оно снабжено плунжерным цилиндром, полость i oToporo .оединёна со щтоковой полостью порщневого цилиндра привода возвратно-поступательного вертикального перемещения линеек, при этом его подвижный плунжер свободным
0 концом установлен в контакте с выступом, выполненным на нижней части одной из линеек.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 51112, кл. В 21 В 43/12, 1974.
2. Авторское свидетельство СССР № 602256, кл. В 21 В 43/12, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выравнивания стопы проката на холодильнике | 1975 |
|
SU602256A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в пресс | 1985 |
|
SU1268257A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Грейферное подающее устройство к прессу | 1987 |
|
SU1433594A1 |
| Кузнечный манипулятор | 1985 |
|
SU1263420A1 |
| Устройство для выравнивания проката на холодильнике | 1978 |
|
SU737049A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Устройство для отделения заготовки от стопы | 1990 |
|
SU1784370A1 |
18 г 20 н to 2« Фиг. f 4
. .- f rf
, fi
.. :;,;s 719b4
: ;y:f r4Ss ;-5i;,-L--: ;; - ::s7//////////////////////////////////////// ,
/////////
//////////
Як:- :34г-« с .Л.«Л
о,.. j ,, Т
