Известны Опособы обработки сложных поверхностей с помощью объемных копиров, воспроизводящих форму готового изделия, строчками с помощью концевого режущего инструмента.
С целью расщир&ния технологических возможностей обработки и повышения производительности труда и чистоты обработки по предлагаемому способу трехкоординатное копировалие переходных поверхностей ведут при задающем вращении изделия и следящих подачах фрезы В осевом и радиальном направлениях, получаемых раздельно посредством плоского копира, воспроизводящего образующую тела вращения и объемного копира, отражающего только форму дополнительных тел вращения, вращаемого синхронно с изделием и управляющего осевым перемещением фрезы в соответсшии с конфигурацией ли«ии перехода сопрягаемых тел вращения.
С целью получения полной обработки изделия при непрямолинейных образующих тел вращения по предлагаемому способу обработку участков поверхности, размещенных между поверхностями сопряжения, ведут реверсивным круговым фрезерованием, воспроизводя посредством плоского копира .непрямолипейную образующую тела вращения и включая периодическую осевую подачу посредством
объемного копира, отражающего форму указанного участка.
Предлагаемый способ может использоваться для обработки СЛОЖНЫХ поверхностей, образованных сопряжениями тел вращения и составленных из центрального тела, по окружности которого расположено несколько элементов с радиально направленными осями, например корпус возд тиного винта.
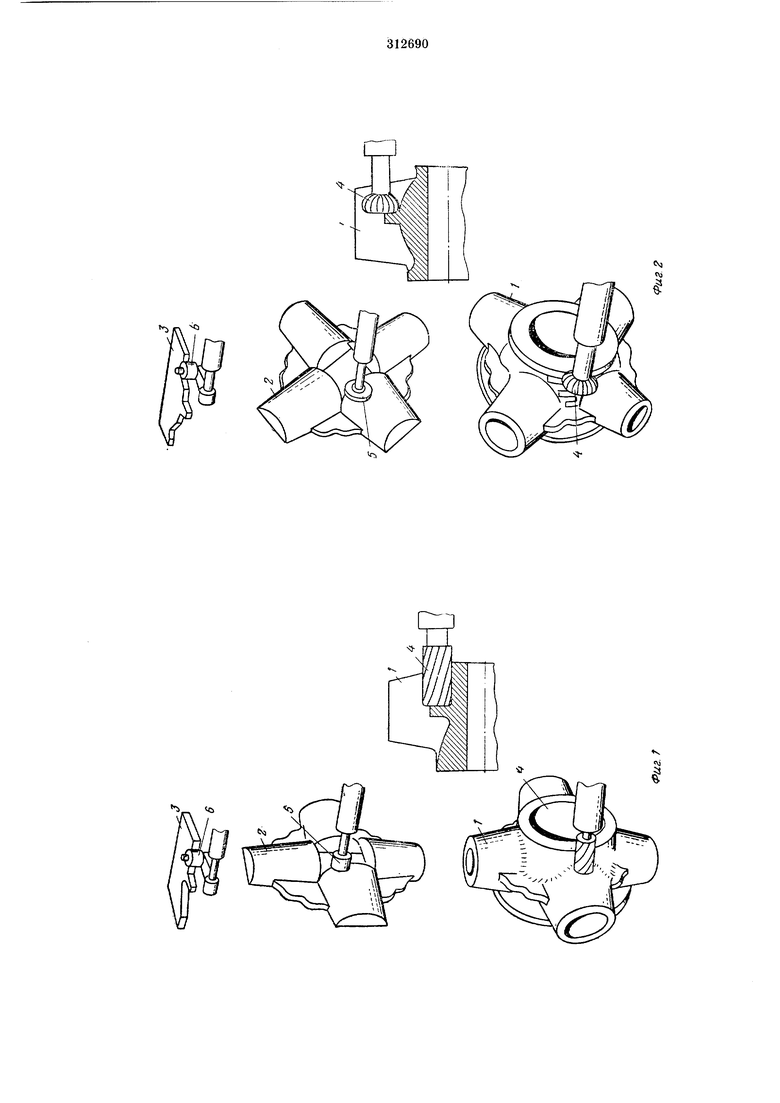
На фиг. 1 представлена обработка переходной галтели и одновременно ступицы, имеющей прямолинейную образующую (цилиндр или конус); на фиг. 2 - обработка поверхности ступицы, имеющей «епрямолинейную
образующую; на фнг. 3 - обработка рукава. Обрабатываемое изделие / и упрощенный объемный копир 2, расположенный над изделием в одной вертикальной плоскости, устанавливаются на каком-либо общем узле специального копировально-фрезерного станка и могут иметь синхронное вращение вокруг своих горизонтальных осей. Над объемным копиром 2 укреплен на том же узле станка плоский копир 3, воспроизводящий образующую
ступицы (центральное тело вращения) изделия. Фреза 4 закреплена в щпинделе станка. В данном случае ось щпинделя параллельна оси обрабатываемой ступицы изделия, а фреза выполнена концевой цилиндрической,
кругления торца, соответствует радиусам переходной галтели изделия в определенных сечениях.
Копировальный палец 5 нижнего копировального прибора имеет «аконечник, повторяющий форму конца фрезы. Копировальный палец 6 верхнего копировального прибора выполнен в виде ролика, радиус которого равен радиусу закругления торца фрезы, а расстояние от внешней образующей ролика до оси прибора наружному радиусу фрезы. Оба копировальных прибора установлелы на инструментальной шпиндельной бабке станка в одной плоскости.
Объемный копир 2 «е имеет никаких элементов ступицы и отражает лишь форму рукавов (радиально расположенные элементы) изделия, в данном случае это четыре одинаковых усеченных конуса, вьтолаенные до диаметральной плоскости (до половины).
Для обработки второй стороны ступицы изделия плоский копир соответственно переворачивается.
На фиг. 2 изображен .переход, нужный для обработки поверхности ступицы с непрямолинейной образующей. При этом изделие и объемный копир вращаются до соприкосновения копировального пальца 5 с поверхностью рукава на объемном копире, что вызывает включение осевой периодической подачи, по окончании которой -производится реверс задающей подачи.
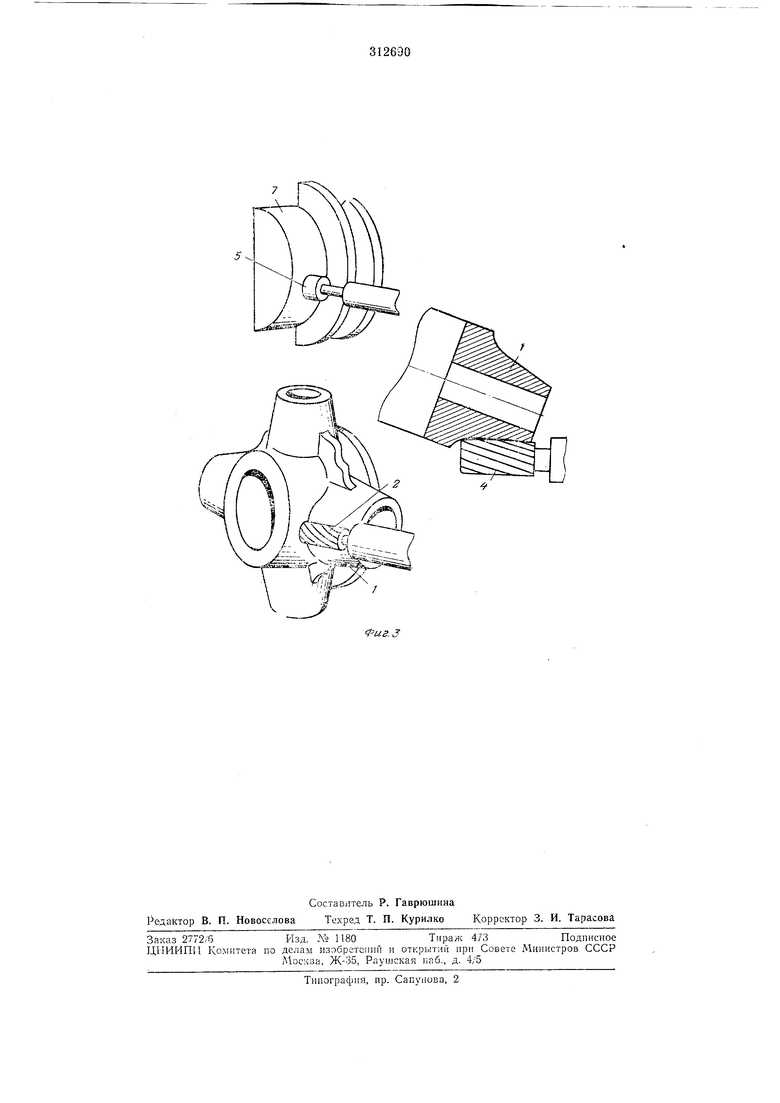
Для обработки рукавов изделия устанавливается другой объемный копир 7, изображающий половину ступицы изделия и снабженный ребром, размеры которого соответствуют размерам сечения ребер в месте их пересечения с рукавами. Поскольку в данном случае рукав изделия имеет прямолинейную образующую (конус), верхний копир 3 не нужен. Обработка производится круговым фрезерованием без радиального .перемещения. Диаметр рукава изделия в данном случае определяется установкой фрезы 4 относительно изделия на определенном расстоянии.
При обработке ступицы или рукава изделия, имеющего коническую форму, ось фрезы устанавливается относительно оси обрабатываемой поверхности под соответствующим углом.
Нижний копировальный прибор по-прежнему управляет осевым .перемещением фрезы, которая при этом немного сдвигается назад, чтобы не задевать ранее обработанные галтели.
Если рукав изделия имеет непрямоли.нейную образующую, он обрабатывается с применением (Верхнего плоского копира 3 тем же способом, который изображен на фиг. 2, но, соответственно, с объемным копиром 7.
Предмет изобретения
I. Способ обработки сложных .поверхностей изделий, представляющих собой центральное тело вращения, по окружности которого размещепы дополнительные тела вращения с осями, перпендикулярными оси вращения центрального тела, путем трехкоординатного копирования инструментом (фрезой), перемещаемым в осевом и радиальном направлении относительно оси вращаемого изделия, отличающийся тем, что, с целью расширения технологических возможностей обработки и повыщения производительности и чистоты поверхности, трехкоординатное копирование переходных поверхностей ведут при задающем вращении изделия и следящих подачах фрезы
в осевом и радиальном направлениях,получаемых раздельно, посредством плоского копира, воспроизводящего образующую тела вращения и объемного копира, отражающего только форму дополнительных тел вращения, вращаемого синхронно с изделием и управляющего осевым перемещением фрезы в соответствии с конфигурацией линии перехода сопрягаемых тел вращения. 2. Способ по П. 1, отличающийся тем, что,
с целью обеспечения полной обработки изделия при непрямолинейных образующих тел вращения, обработку участков поверхности, размещенных между поверхностями сопряжения, ведут реверсивным круговым фрезерованием, воспроизводя посредством плоского копира непрямолинейную образующую тела вращения и включая периодическую осевую подачу посредством объемного копира, отражающего форму указанного участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1972 |
|
SU327972A1 |
| Электрическое устройство для копировальных станков | 1936 |
|
SU51822A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ НА КОПИРОВАЛЬНО-ФРЕЗЕРНОМ СТАНКЕ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ ДЕРЕВА И ДРУГИХ ТВЕРДЫХ МАТЕРИАЛОВ | 2002 |
|
RU2245243C2 |
| ВСЕСОЮЗНАЯ J fi4TEHriJO^-:{/:...r,:---;ibH&J'y:^^,r~^ _1 | 1971 |
|
SU295620A1 |
| Приспособление к электромагнитному копировально-фрезерному станку тина Келлер для обратного копирования по изделию при изготовлении штампов или пресс-форм | 1936 |
|
SU51142A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Устройство для управления металлорежущим станком | 1978 |
|
SU746421A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| Копировально-фрезерный станок | 1980 |
|
SU904917A1 |