16 смещены по окружности, поэтому зубцы шестерен 13, 15 и 16 в свободном состоянии взаимно сдвинуты; нри сборке головки упругие стержни 18 деформируются, выбирая люфты в зацеплении. В таком выполнении рабочая головка позволяет отводить рычаг на угол 90°, что, в свою очередь, обеспечивает возможность установки на станке в каждой позиции двух рабочих головок.
Предлагаемое устройство работает следующим образом.
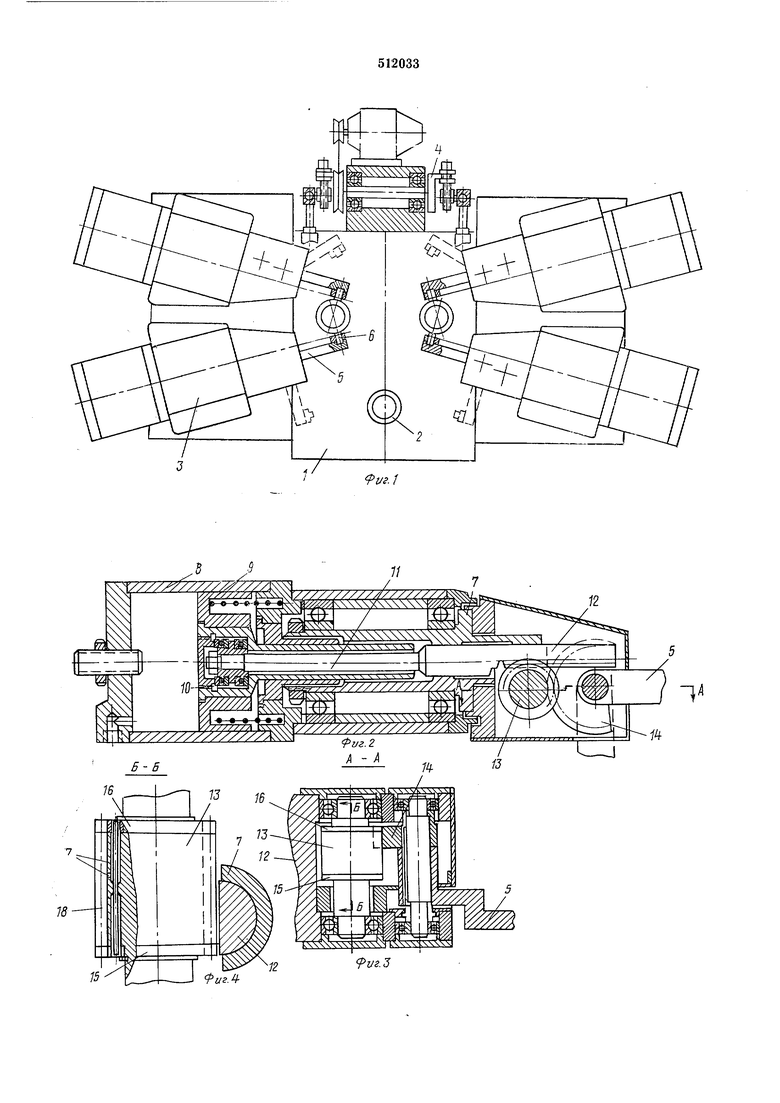
В изображенном на фиг. 1 и 2 положении инструменты 6 прижаты рычагами 5 к тороидным поверхностям желобов внутренних колец шариковых подшипников, закрепленных на шпинделях 2. Прижим осушествляется давлением сжатого воздуха в цилиндре 8 на поршень 9, передаваемым через упорные подшипники 10 и шток 11 рейке 12, которая передает движение широкой шестерне 13; последняя поворачивает сектор 14, несущий рычаг 5. Соосные с шестерней 13 узкие шестерни 15 и 16 подпружинены упругими стержнями 18, размешенными в отверстиях 17, и служат для выборки люфтов в зацеплениях. Привод качания 4 сообщает знакопеременное угловое движение валу качания 7 и связанным с ним элементам 5, 6 и 11 - 18; качание инструментов 6 в сочетании с вращением обрабатываемых деталей шпинделями 2 обеспечивает обход инструментами обрабатываемых тороидных поверхностей желобов. После окончания обработки цилиндр 8 переключают на выхлоп, пружина смещает поршень 9, шток 11 и рейку 12 влево, шестерня 13 поворачивается против часовой стрелки, а сектор 14 с рычагом 5 и инструментом 6 - по часовой стрелке до положений, показанных на фиг. 1 пунктиром. Затем индексируют барабан со шнинл елями 2, при этом, например, из нижней позиции (загрузка) шпиндель переходит в левую верхнюю (черновая обработка), в следующем цикле - в правую верхнюю (чистовая обработка) и в третьем цикле - снова в нижнюю позицию разгрузки готовой детали и загрузки очередной заготовки; в каждом цикле в момент индексации барабана со шпинделями инструменты 6 отводятся.
Формула изобретения
1.Устройство для доводки дорожек качения внутреннего кольца подшипника, содержащее поворотный рычаг, несущий инструмент, а также механизм прижатия инструмента к обрабатываемой поверхности, отличающееся тем, что, с целью повышения технологических возможностей устройства, механизм прижатия инструмента выполнен в виде ведущей рейки, кинематически связанной широкой паразитной шестерней с ведомым сектором, соединенным с рычагом.
2.Устройство по п. 1, отличающееся тем, что, с целью выборки люфтов, оно снабжено двумя дополнительными шестернями, свободно посаженными на одном валу с широкой паразитной шестерней и прилегающими к ее торцам, причем все три щестерни связаны упругим элементом, например стержнем, заложенным в параллельные оси шестерен отверстия.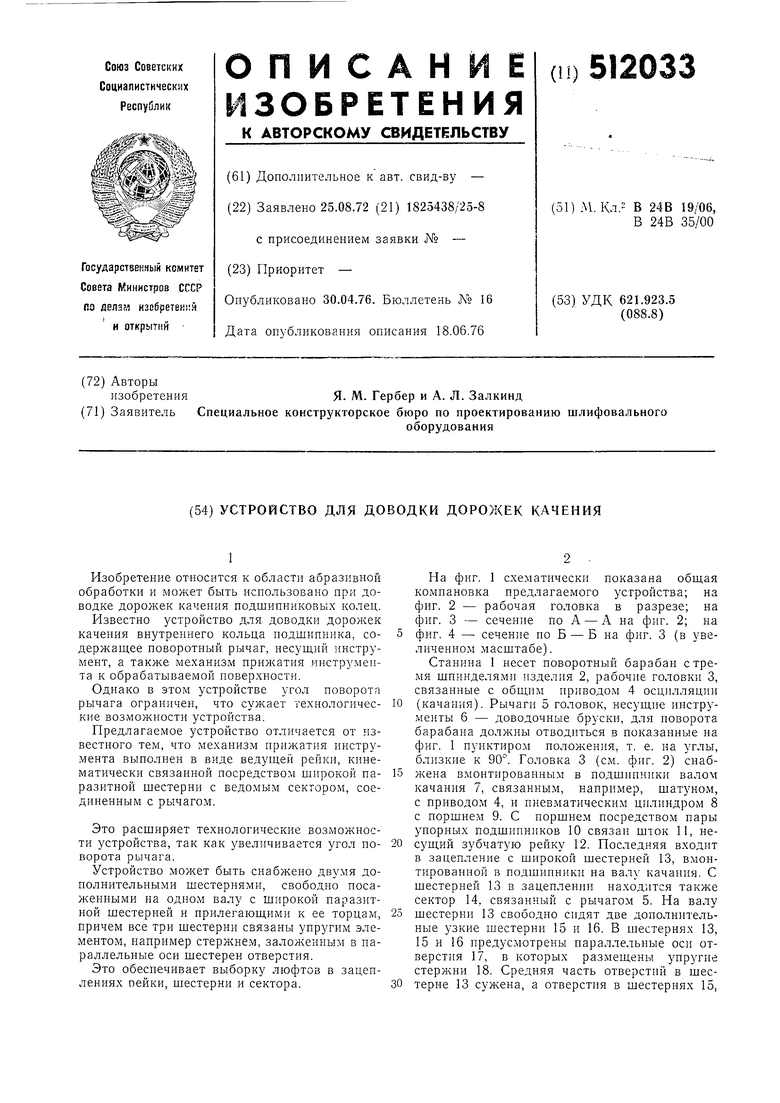
| название | год | авторы | номер документа |
|---|---|---|---|
| МАЯТНИКОВЫЙ ГИДРОВОЛНОВОЙ ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОГО ТОКА | 2012 |
|
RU2615288C2 |
| Станок для нарезания резьбы | 1990 |
|
SU1804977A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| ПЛАВУЧАЯ ПРИБРЕЖНАЯ ГИДРОВОЛНОВАЯ ЭЛЕКТРОСТАНЦИЯ | 2012 |
|
RU2603849C2 |
| Автооператор для автоматической смены инструмента | 1978 |
|
SU766822A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| Устройство для автоматической смены инструментов | 1979 |
|
SU854676A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |