3
способа регулирования загрузки шихты в печь, ни от величины зопы нечуВСТВительносТИ, что позволяет повысить точность контроля.
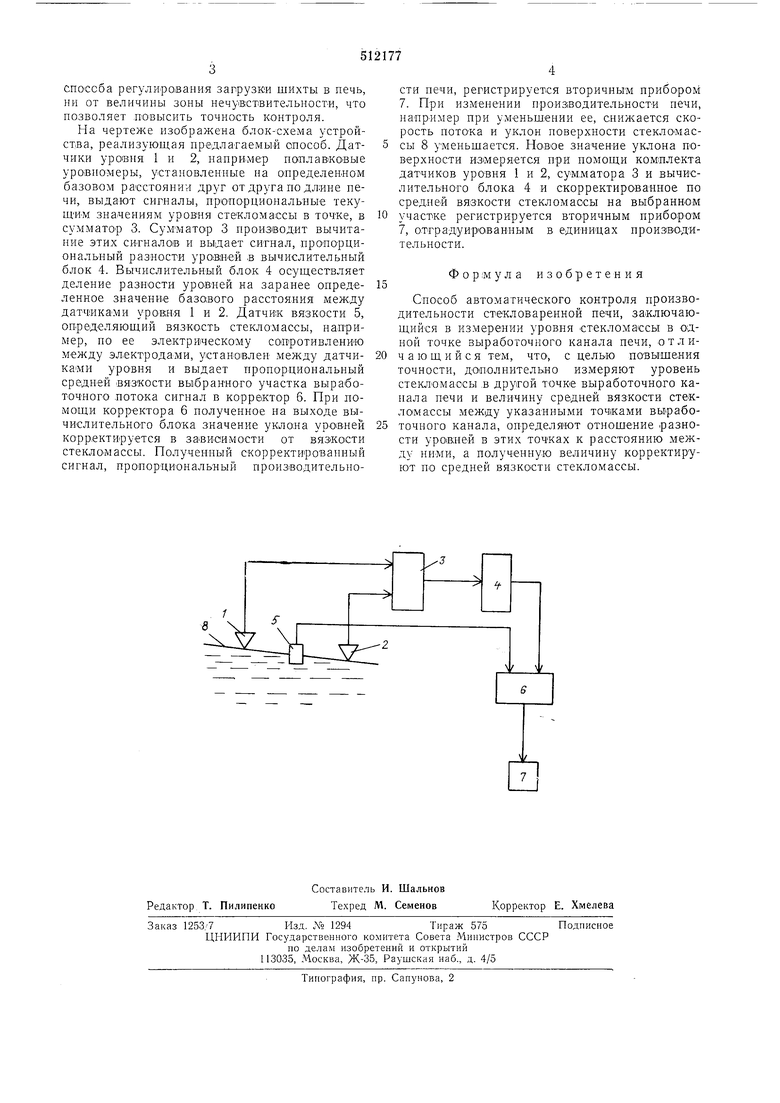
На чертеже изображена блок-схема устройства, реализующая предлагаемый способ. Датчики уровня 1 и 2, например поплавковые уровномеры, установленные на определенном базовом расстоянии друг от друга по длине печи, выдают сигналы, пропорциональные текущим значениям уровня стекломассы в точке, в сумматор 3. Сумматор 3 производит вычитание этих сИГналов и выдает сигнал, пропорциональный разности уровией в вычислительный блок 4. Вычислительный блок 4 осуществляет деление разности уровней на заранее определенное значепне базового расстояния между датчиками уровня 1 и 2. Датчик вязкости 5, определяющий вязкость стекломассы, например, по ее электрическому сопротивлению между электродами, установлен между датчиками уровня и выдает пропорциональный средней вязкости выбранного участка выработочяого потока сигнал в корректор 6. При помощи корректора 6 полученное на выходе вычислительного блока значение уклона уровней корр;ектируется в зависимости от вязкости стекло-массы. Полученный скорректированный сигнал, пропорциональный производительно4
сти печи, регистрируется вторичным прибором 7. При изменении произ1водительности печи, напр-имер при умсньщении ее, снижается скорость потока и уклон поверхности стекломассы 8 уменьшается. Новое значение уклона поверхности измеряется при помощи ком1плекта датчиков уровня 1 и 2, сумматора 3 и вычислительного блока 4 и скорректированное по средней вязкости стекломассы на выбранном участке регистрируется вторичным прибором 7, отградуированным в единицах производительности.
изобретения
Способ автоматического контроля производительности стекловаренной печи, заключающийся в измерении уровня стекломассы в одной точке выработочного канала печи, отличающийся теМ, что, с целью повыщения точности, дополнительно измеряют уровень стекломассы в другой точке выработочного канала печи и величину средней вязкости стекломассы между указанными точками выработочного канала, определяют отнощение разности уровней в этих точках к расстоянию между ними, а полученную величину корректируют по средней вязкости стекломассы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля производительности стекловаренной печи | 1974 |
|
SU511296A1 |
| Способ контроля производительности стекловаренной печи | 1980 |
|
SU887481A1 |
| Система управления тепловым режимом стекловаренной печи | 1978 |
|
SU753793A1 |
| Система автоматического регулированияуРОВНя СТЕКлОМАССы B ВАННОй пЕчи | 1979 |
|
SU814905A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2014 |
|
RU2581590C1 |
| Устройство для контроля вязкости капли стекломассы в капельном питателе | 1986 |
|
SU1414796A1 |
| Устройство для определения глубинных скоростей расплавов | 1975 |
|
SU558003A1 |
| Система автоматического регулирования температуры стекломассы | 1988 |
|
SU1661151A1 |
| Устройство для регулирования температуры стекломассы в питателе | 1983 |
|
SU1167157A1 |
| Устройство для автоматического контроля производительности промышленной установки | 1973 |
|
SU471312A1 |
