(54) СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ
того, необходимость повторных возбуждений дуги при известном способе сварки затрудняет ii|K)necc сварки и снижает ее ироизводнте;1ьность.
Мзвестси епособ автоматического ограничения 1родо.1Жите,1ьности дуговой сва)ки 1, заключаюнишся в гашении дуги путем ее шунтирования но истечении заданного времени переключаюнлим элементом, подключенным нараллельно дуговому нромежуткл
Известный способ не обеснечивает качественной сварки протяженных швов, так как гюс,ie гашения дуги, для продолжения сварки необходимо вновь ручным коммутатором подключить схе.му н возбудить дугу. Поэтому известные способ и устройство применены лишь при сварке отдельными короткими швами или электрозакленками.
Из известных способов наиболее близок к нред.чагаемому по технической сушности способ сварки модулированным током, заключающийся в периодическом по1{ижении сварочного тока по заданной фограмме 2J.
При этом сиособе уже нет необходимости в иериодических обрывах дуги, следовательно нет н поворот(Нз1х ее возбуждений. Однако известный снособ не позволяет регулировать продолжительность периодов большего и меиыне1о токов непосредственно в пропессе сварки в зав-исимости от изменяющихся его параметров. При сварке вертикальных и потолочных швов, деталей различных толщин и первых слоев етыixOBiJx соедпнений, завариваемы.х с одной стороны, величина и время достижения критического тепловложеиия в нюв, превышепие которого приводит к стеканиЕО металла и прожогам, определяются многими параметрами ироцееса свй рки, например величиной зазора между сварнBaeMijiNHi деталями, толни1ной притупления кромок, положением шва в пространстве, режимом сварки. Эти параметры в большинстве с.лучаев в процессе сварки непостоянны и нерегулярны (панри.мер, неравномерна толшина притупле1П и кро.мок, при сварке неповоротпы.х стыков непрерывно .меняется положение шва в пространстве). В результате величина и время доетижения критического тепловложения в шов на отдельных участках сварного соединения не одинаковы. Так как тепловложение в июв регу,лируется величиной и продолжительностью свароч1 ого тока, следовательно и импульсы тока при сварке модулированным током для достижения 1 аиболее высокого качества сварного соединения должны быть не постоянны в процессе сварки, а изменяться в функции от изменяющихся параметров этого процесса. Продолжительность пауз - периодов .мсньп1его тока аналогпчным образом определяется параметрами процесса сварки. Излишняя длительность пауз приводит к снижению производительности сварки, а недостаточпая - к прожогам.
В известном способе сваркп моду.шрованны.м током длительность и.миульсов и пауз взаимосвязана, опреде.1ена заданной программой и в процессе сварки неизменна, что не всегда соответствует онтима;1ьны.м ус.ювиям сварки и в результате ухудшает качество сварного соединения.
Пель изобретения - повышение качества сварки вертикальных и потолочных швов, деталей различных толщин и первых слоев стыковых соединений, завариваемых с одной стороны.
Для этого согласно предлагаемому способу используют импу.1ьсы и паузы тока цере.менной (нерегулярной) продолжительности, определяемой параметра.ми процесса сварки. Продолжительпость импульсов и пауз тока регули.руются сварщико.м непосредственно в процессе еварки подачей управляющего сигнала (падения напряжения на дуге) на схе.му переключения характеристики источника питания путем у.алинения дуги при достижении критического тепловложения в шов и ее укорочения при остывании (частичном затвердевании или достижении необходимой вязкости) сварочной ванны.
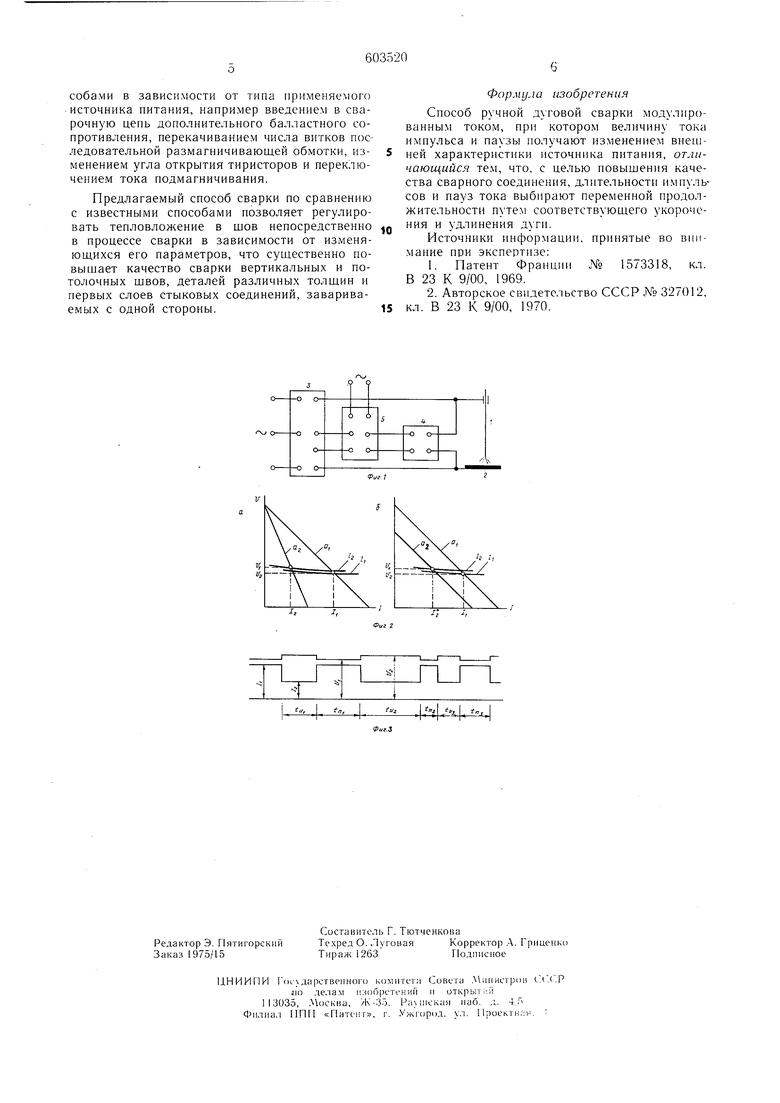
Па фиг. 1 приведена схема дуговой сварки предлагаемым способом; на фиг. 2а, б - характеристики источника питанкп: на фиг. 3 - кривые нанряжения и тока дуги.
В начале процесса сварки между электродом 1 и изделием 2 возбуждается дуга, которая питается от источника 3, настроенного на характеристику а. Осуществляется процесс сварки дугой номинальной длины 1 i током Ь при напряжении на дуге Ui (импульс тока). Падение напряжения на дуге подается на блок 4 управления, который выдает команды переключающему устройству 5 (например электромагнитному или тиристорному контактору). При достижении критического тенловложения в шов сварщик увеличивает длину дуги, что приводит к увеличению напряжения на дуге. При достижении заранее заданного нанряжения на дуге Uг (нри длине дуги Ь) б.чок 4 110Дс1ет команду на устройство 5, которое переключает источник на характеристику аа. Тенсрь горение дуги происходит при длине 1-, напряжении U2 и меньшем токе ia (пауза) При остывании (частичном затвердении) сварочной ванны сварщик укорачивает дугу до исходной длины 1, а устройство 5 при это.м переключает источник 3 щювь па характеристику ai. Начинается новый импульс тока, нроцесс повторяется.
Таким образом, предлагаемый способ позволяет получить непосредственно в процессе сварки и.мпульс тока t и паузы t,, различной продолжительности, он редел яе.мой изменяющимися параметрами процесса сварки. В o6nie.M случае t; 1,, tu, ..., хотя в частных случаях некоторые из этих периодов могут быть равны между собой.
Блок управления обеспечивает переключение характеристики источника питания с большего тока па меньший при незначительном удлинении дуги. Для этого его настраивают в процессе сварки так, что переключающее устройство не срабатывает от технологических возмущений нри сварке дугой номинальной длины 1 1 и срабатывает нри незначительно.м се удлинении, соответствующем иовыщению наиря жепия, папример, на 1-2 В.
Переключение характеристики источника иитанпя может осуществляться различными сио
собами в зависимости от типа применяемого источника питапия, например введением в сварочную цепь дополнительного балластного сопротивления, перекачиванием числа витков последовательной размагничивающей обмотки, изменением угла открытия тиристоров и переключением тока подмагничивания.
Предлагаемый способ сварки по сравнению с известными способами позволяет регулировать тепловложение в шов непосредственно в процессе сварки в зависимости от изменяющихся его параметров, что существенно повыщает качество сварки вертикальных и потолочных щвов, деталей различных толщин и первых слоев стыковых соединений, завариваемых с одной стороны.
Формула изобретения
Способ ручной дуговой сварки модулированным током, при котором величину тока импульса и паузы получают изменением Bueinней характеристики источника питания, отличающийся тем, что, с целью повышения качества сварного соединения, длительности импульсов и пауз тока выбирают переменной продолжительности путем соответствующего укорочения и удлинения дуги.
Источники информации, принятые во внимание при экспертизе:
1.Патент Франции N° 1573318, кл. В 23 К 9/00, 1969.
2.Авторское свидетельство СССР N° 32/012, кл. В 23 К 9/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| Способ ручной дуговой сварки модулированным током | 1980 |
|
SU904934A1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ МОДУЛИРОВАННЫМ ТОКОМ | 2006 |
|
RU2333083C2 |
| Способ сварки неповоротных стыков труб | 1989 |
|
SU1673334A1 |
| Способ дуговой сварки | 1990 |
|
SU1818180A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ дуговой механизированной сварки | 1988 |
|
SU1696206A1 |
/г г,
