Изобретение относится к способам дуговой сварки плавящимся электродом с бесконтактным возбуждением дуги и может быть использовано во всех отраслях народного хозяйства.
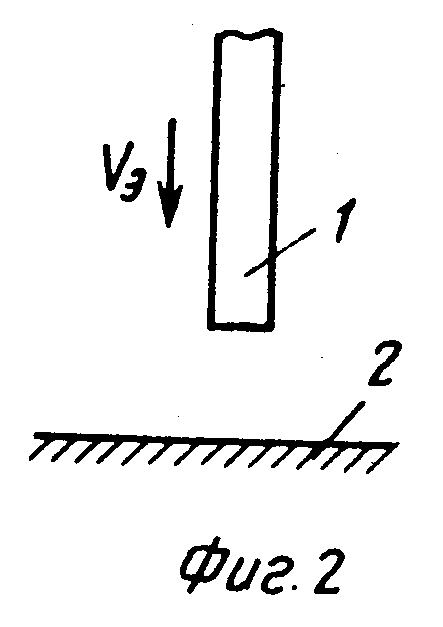
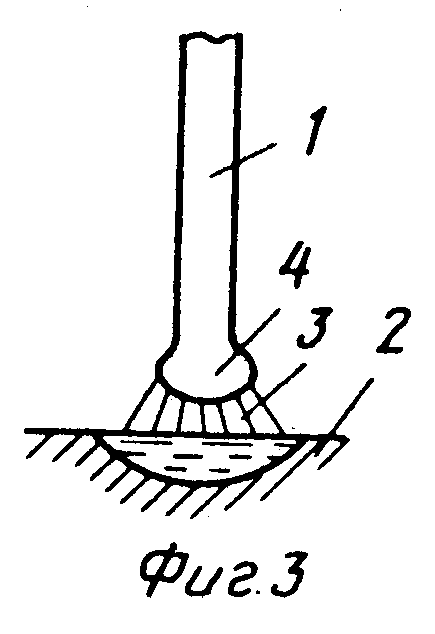
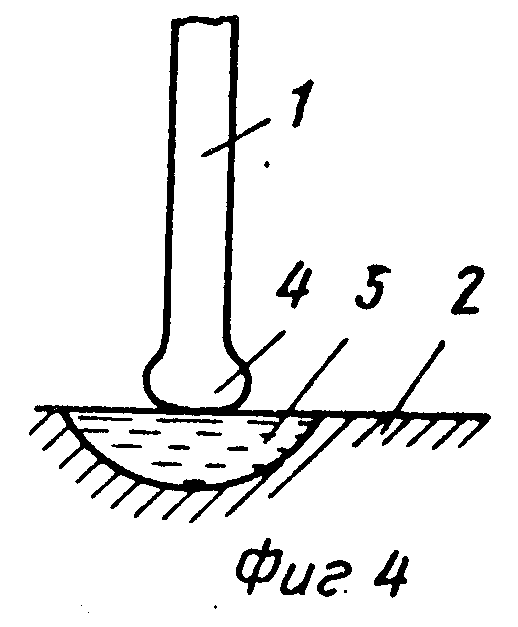
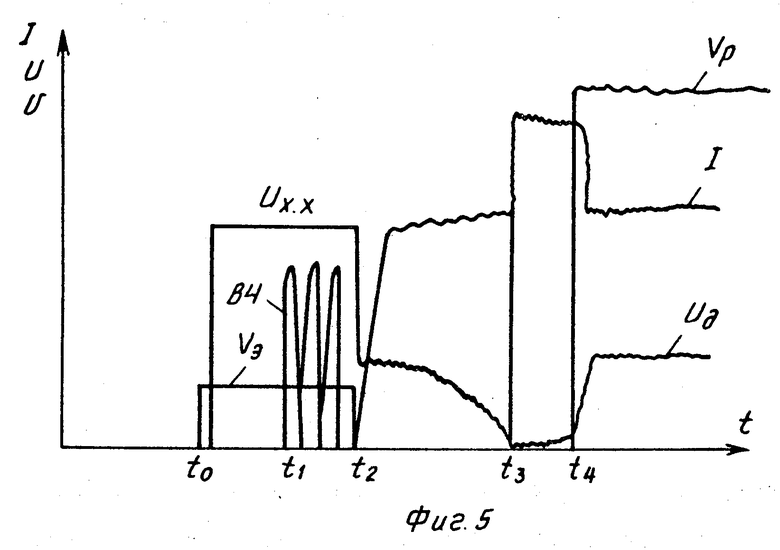
Способ дуговой сварки плавящимся электродом поясняется фиг.1-5, где на фиг. 1-4 показана схема расположения электрода относительно изделия на различных стадиях процесса возбуждения дуги; на фиг.5 - циклограмма процесса возбуждения дуги.
Способ дуговой сварки плавящимся электродом осуществляют следующим образом.
Первоначально между электродом 1 и изделием 2 устанавливают зазор Δ величиной (0,8-0,2) dпр, где dпр - диаметр плавящегося электрода 1 (фиг.1). Включают источник сварочного тока (момент t1), подают высокочастотный (ВЧ) разряд (момент t1). В процессе действия ВЧ-разряда электрод 1 подают со скоростью Vэ, в 8-10 раз меньшей рабочей скорости Vр (фиг.2). В момент возбуждения дуги 3 (момент t2) прекращают перемещение электрода 1 (Vэ = 0) (фиг.3). Под воздействием дуги 3 на электроде 1 появляется капля 4, которая с течением времени растет, приближаясь к сварочной ванне 5. В момент времени t3 капля 4 касается ванны 5. Происходит короткое замыкание (КЗ). После КЗ скорость Vэувеличивают до рабочей Vр и осуществляют процесс сварки (момент t4) на токе I при напряжении Uд. При зазоре меньше 0,8 dпр возможно закорачивание до возбуждения дуги 3, а при зазоре более 2,0 dпр - отрыв капли до короткого замыкания. При скоростях Vэ меньше чем в 10 раз (фиг.5) возможен отрыв капли до КЗ, а при скоростях Vэ меньше чем в 8 раз Vр - закорачивание до возбуждения дуги 3.
Процесс возбуждения дуги 3 протекает стабильно по циклограмме, представленной на фиг.5 и в начале шва отсутствуют несплавления.
П р и м е р. Способ осуществляли при дуговой сварке плавящимся электродом в среде аpгона изделий на стали 20. Использовали проволоку марки Св-08Г2С диаметром 1,2 мм. В качестве источника сварочного тока использовали ВС-300 (Uхх = 40 В) с двумя включенными балластными реостатами Р6-300. Кроме того, применяли специально разработанный блок, состоящий из системы управления операциями, ВЧ-источника, блоков приводов.
Производительно устанавливали зазор 1,0 dпр = 1,2 мм.
Сварку вели на режиме: I = 180 A; Uд = 20-21; Vр = 210 м/ч. Скорость Vэ составляла 20 м/ч. Включали источника тока и подачу проволоки, а затем ВЧ-разряд. После возбуждения дуги подачу проволоки прекращали. По мере горения дуги росла капля 4 и через 0,17-0,2 с наблюдалось КЗ. После этого увеличивали скорость подачи проволоки до 210 м/ч и осуществляли процесс сварки.
Способ позволял стабильно возбуждать дугу при сварке плавящимся электродом и избежать несплавлений в начале шва.
Изобретение относится к способам дуговой обработки металлов и может быть использовано в отраслях промышленности, где применяется дуговая сварка плавящимся электродом. Изобретение позволяет обеспечить стабильное возбуждение дуги. Для этого между электродом 1 и изделием 2 устанавливают зазор 0,08 ... 2,0 диаметров электрода. Во время действия высокочастотного разряда уменьшают скорость подачи электрода 1 в (8 - 10) раз, а после возбуждения дуги до момента короткого замыкания прекращают подачу ВЧ-разряда. 5 ил.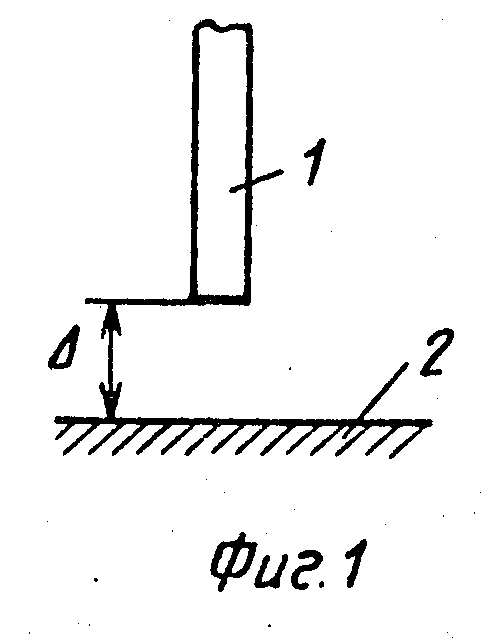
СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, при котором устанавливают зазор между электродом и изделием, подают высокочастотный разряд и после возбуждения дуги сварку ведут на рабочем режиме, отличающийся тем, что, с целью повышения качества соединения, величину зазора устанавливают равной от 0,8 до 2,0 диаметров электрода, в процессе действия высокочастотного разряда электрод подают со скоростью от 8 до 10 раз меньше рабочей скорости, после возбуждения дуги до момента короткого замыкания прекращают подачу высокочастотного разряда и подачу электрода, а процесс сварки начинают после короткого замыкания.
| Способ возбуждения дуги при сварке плавящимся электродом | 1971 |
|
SU455823A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
