(54) СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство компенсации влияния эксцентриситета прокатных валков | 1980 |
|
SU908455A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU500840A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| Устройство для автоматического регулирования межвалкового зазора при прокатке листа на клин | 1980 |
|
SU942840A1 |
| Способ регулирования толщины листов на реверсивном прокатном стане | 1981 |
|
SU1011290A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Система регулирования относительного обжатия на дрессировочном стане | 1980 |
|
SU931257A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| Система автоматической настройки эквивалентной жесткости клети | 1980 |
|
SU884769A1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
Изобретение относится к области регулирования технологически.х параметров (толщины) на прокатных станах.
Известен способ регулирования толщины прокатываемой полосы на прокатном стане, при котором измен5пот величину натяжения полосы в направлении уменьшения отклонений усилия в клети от заданного значения, либо измеряют давление металлана валки в последней клети при помощи месдоз и поддерживают постоянным путем воздействия на нажимные винты предпоследней клети и на натяжение перед клетью.
Недостатком такого способа является сравнительно узкий диапазон регулировани определяемый такими минимальными и максимальными значениями натяжения, в диапазоне значений которых обеспечивается нормальное протекание прцесса прокат ки.
Согласно основному урае-тэнию пластичности для двухмерной деформации:
(б.-бх)
I на пластичность полосы воздействуют изменением величины касательного напряжения TXU. При составлении математической модели процесса деформации металла в валках обычно под понимают напряжение в направлении, нормальном к поверхности полосы, а под б, - напряжение в сечении, нормальном к направлению прокатки, К - сопротивление металла
сдвигу. Для изменения пластичности полосы изменяют величину касательных напряжений путем приложения к прокатным валкам движущих моментов различной ве личйны, . .
в соответствии с приведенным уравнением по увеличения касательных на; ПГЛОСЙ СТЙНОВИТСЯ ПЛвСТИЧНОЙ
пр яже:fipK ;v,4.,:, значениях разности главных ОРТ злоных напряжений, что при неизмен;.чОй нюличине напряжения натяжения (5)С приводит к уменьшению усилия деформации.
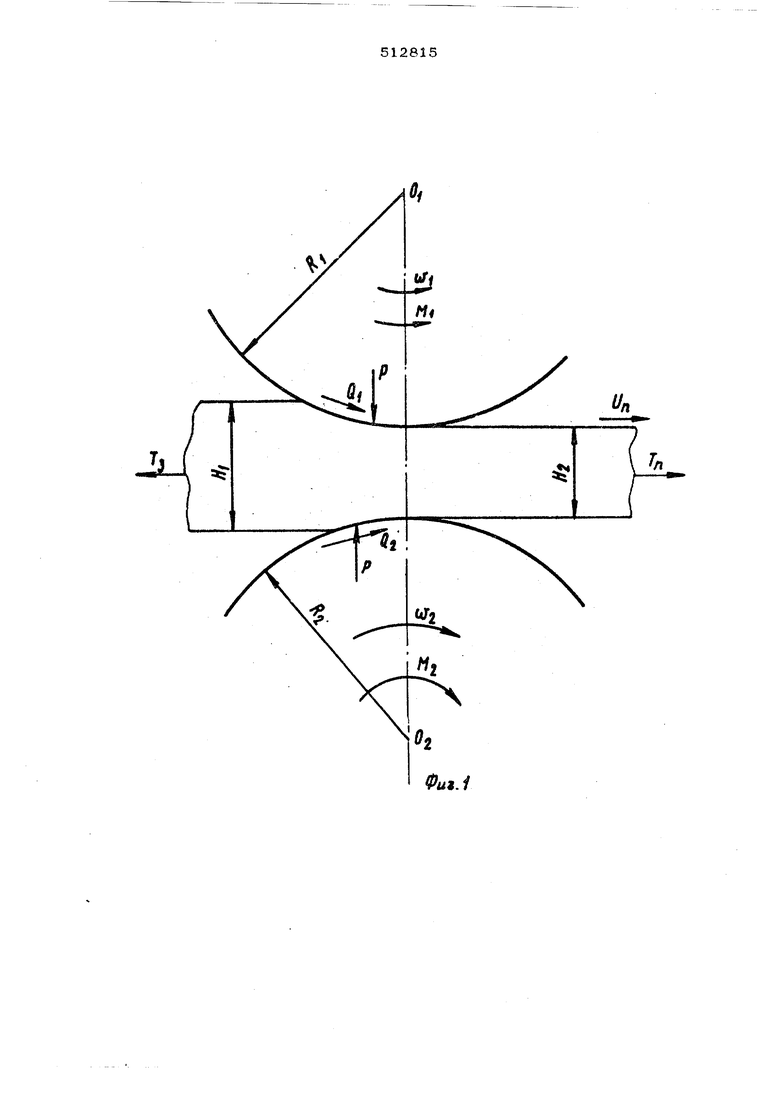
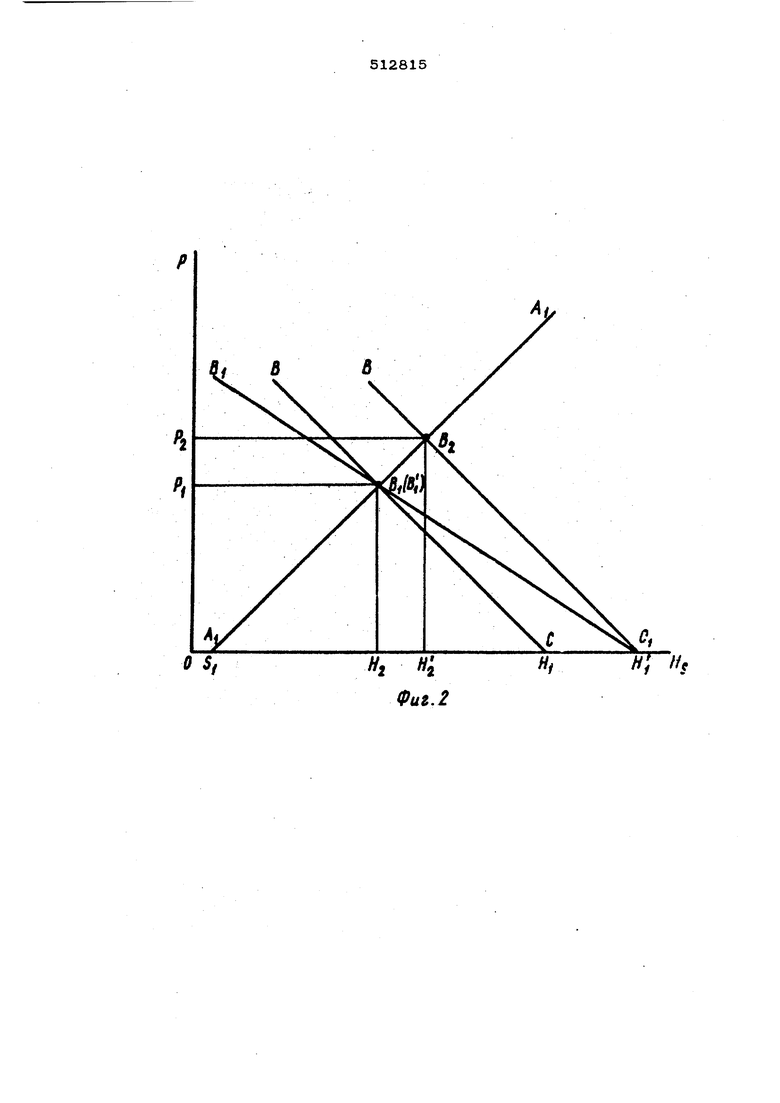
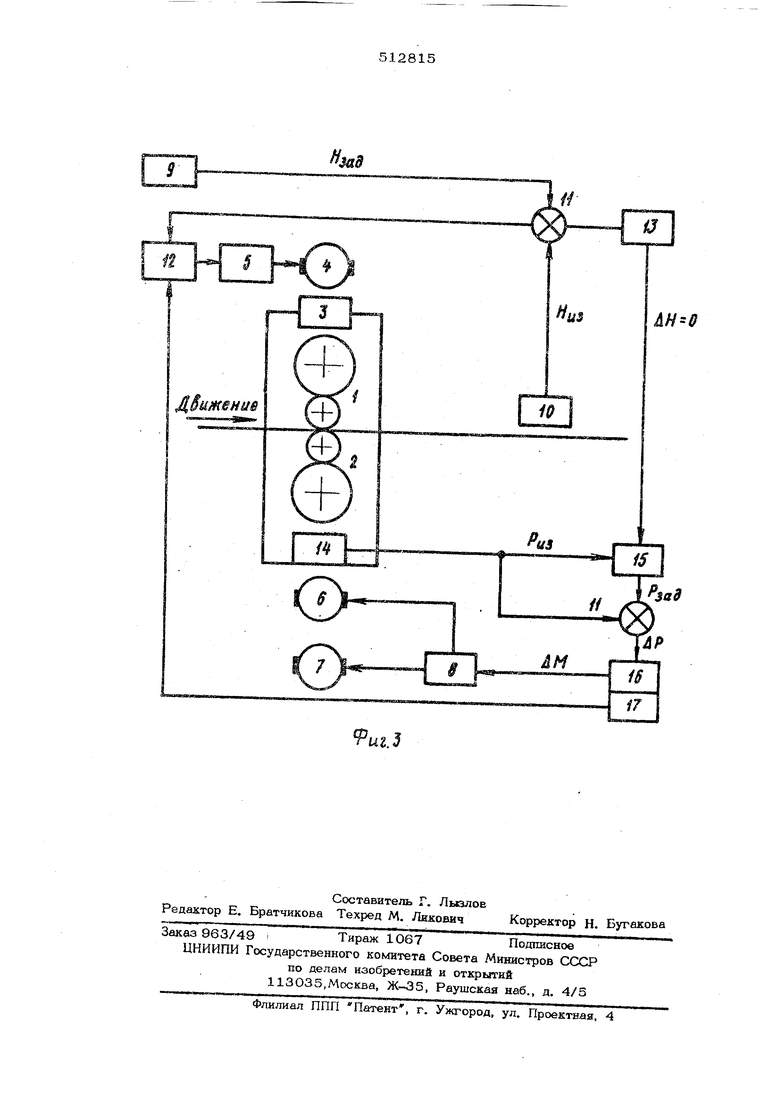
ЧДелью изобретения является расширение ;диапазона регулирования толщины изменением пластичности н порышеш1е быстродействия регулировения. Для этого предI ложен способ, по которому цель достигаегся воздействием на разность моментов приводных двигателей прокатных валков Б функции отклонений усилия деформации полосы, пропорциональных отклонениям на выходе, причем при положительных отклонениях разность моментов увеличивают, а при отрицательных - уменьшают. На фиг. 1 приведена схема действий сил, обеспечивающих изменение пластичности полосы при прокатке; на фиг. 2 осуществление процесса регулирования толщины полосы в случае повышения толщины подката при установившемся процессе прокатки; на фиг. 3 - функциональная схема устройства, реализующего предложенный способ. Схема (фиг. 1) включает: Р радиусы верхнего и нижнего прокатных валков; Ci, угловые скорости валков; Ml, М - движущие моменты, прикладываемые к прокатным валкам от приводных двигателей; Q. Q, - равнодействующие движущих контактных сил, прикладываемых со стороны валков к противоположным поверхностям полосы в зоне деформа ции; Т, , Т - усилия заднего и переднего натяжений; Н, Н - входная и выходная толщина полосы; Р - вертикальная составляющая усилия деформации полосы. На фиг. 2 приняты следующие обозначения: ось абсцисс - толщина полосы Н и зазор между рабочими валиками S; А А зависимость между усилием и зазором между прокатными валками стана при исходном зазоре Si ВС - линия пластичес кой деформации прокатываемой полосы при толщине подката Н и некоторой разности моментов приводных двигателей прокатны валков . BCi - линия пластической деформации про катьшаемой полосы при толщине подката H-L и разности моментов д М ДМ ; ВС линия пластической деформации прокатыва емой полосы при толщине подката Н. и увеличении разности моментов до д Mg д М ; В|, Bg и Bi - точки графических решений систем зависимостей и ВС, ( и ВС, ., и соответст венно; Н2, Hg и Р/, Р - толщина полосы и усилие в клети при различных характеристиках пластичности и толщины подката и неизменном исходном зазоре Ъ между рабочими валками стана. Исходное состояние системы полосаклеть представлено точкой В, являющей ся графическим решением зависимостей усилне-аазор между валками (линия и усилие-деформация полосы (линия И..). Координаты точки В ./определяют величину усилия Ру, при котором выходная толщина полосы равн требуемой величине H-, При повышении толщины подката до .зависимость усилие-деформация полосы перемещается параллельно самой себе в положение ВС, при этом новым решением системы при неизменном зазоре между валками Si будет точка В., согласно которой усилие в клети возрастает до R, а выходная толщина - до Hg. Наклон зависимостей ВС и ВС определялся некоторой исходной разностью моментов лМ приводных двигателей прокатных валков, равной . В соответствии с предлагаемым способом регулирования увеличение разности моментов приводных двигателей до Л Mj М . при положительном отклонении усилия деформации О повышает пластичность полосы (линия BCjj;), обеспечивая получение необходимой толщины на вьисоде при неизменном усилии деформации Р . Новое ращение системы зависимостей и ВС представлено точкой В с координатами Р и Н. Траектория движения системы в процессе регулирования увеличением разности моментов представлена отрезком В- BJ . Устройство, реализ тощее описываемый способ (фиг. 3), включает верхние 1 и нижние 2 прокатные валки, механизм нажимного устройства 3, двигатель 4 и систему 5 управления двигателем нажимного устройства, приводной двигатель 6 верхних прокатных валков (или рабочего или опорного в случае клети кварто), приводной двигатель 7 нижних прюкатных валков, систему 8 управления двигателями раздельного привода прокатных валков, задатчик 9 толщины полосы на выходе стана (), измеритель 1О толщины полосы на выходе стана (Hjjg), блок 11 сравнения величин, регулятор 12 зазора между верхними и нижними прокатными валками в рабочей клети стана, нуль-орган 13, измериталь 14 усилия деформации полосы в рабочей клети стана (Р ), задатчик 15 усилия деформации полосы ( РЗЗД регулятор 16 разности моментов (AM) приводных двигателей прокатных валков и датчик 17 предельной (максимальной и минимальной) разности моментов приводных двигателей прокатных валков. Предложенный способ реализуется на этом устройстве следующим образом. В начале процесса прокатки полосы от регулятора 16 ручным запанне.ч или лг Т: матически устанавливается задлпи нпкпторой исходной разности 1(. .-,,. /л.i .
прикладываемой к веркним .1. и нижним 2 прокатным валкям от приводных двигателей 6 и 7 при помощи системы 8 управления. Толишна прокатной полосы Ну. измеряется измерителем .1.0 и сравнивается в блоке 11с заданной толщиной Н.оо от задатчика 9, Под действием сигнала ошибки регулятор 12, воздействуя через систему 5 управления двигателем 4 на механизм нажимного устройства 3, изменяет зазор между прокатными валками до такой величины, при которой При этом на выходе нуль-органа 13 появляется сигнал Д , под действием которого в задатчике 15 запоминается величина усилия деформации полосы, измеренная в момент измерителем 14, которая в последующем процессе прокатки используется как сигнал задания усилия деформации Рзад которым сравнивается текущее усилие Р .
Сигнал отклонения Д Р усилия деформации выделяется в блоке сравнения 11 и поступает на вход регулятора 16 разности моментов. Первоначально установленная разность моментов приводных двигателей изменяется в направлении уменьшения возникающих отклонений усилия деформации полосы. При достижении предельной разности моментов (максимальной или минимальной) под действием сигнала с выхода датчика 17 регулятор 12 производит изменение зазора мржду прокатными валками,
восстанавливая регулирующую спос- бнсн-п, системы по каналу разности MOMPITTOB приВодных двигателей прокатных валков. I Существенным отличием устройства ЯРКЯется то, что в качестве регулируюни-м-о воздействия используется воздействии но разность моментов приводных двигателей прокатных валков, благодаря чему изменяется пластичность прокатываемой полеты. .Таким образом, предлагаемый способ
позволяет расширить диапазон регулировпиия воздействием на пластичисють полосы, что повышает быстродействие и точность регулирования, особенно при прокатке малых ionшин.
Формула изобретения
Способ регулирования толщины прокатываемой полосы изменением пластичности полосы в функции отклонений усилия деформации, пропорциональных отклонениям толщины на выходе клети, отличающийся тем, что, с целью рвсипфенпя
диапазона и повышения бьк тродействия р -гулирования, воздействуют на разность моментов приводных двигателей прокатных валков, причем при увеличенил усилия до. формации свыше заданного значения р«мног-ть |моментов увеличивают, п при уменьшении I усилия деформации ниже заданного тнячс -ння - разность MOMPHTOR уменьшают.
//Г
