1
Изобретение относится к устройствам для регулирования технологических параметров на листовых прокатных станах.
Известны устройства для регулирования толщины полосы путем воздействия на натяжение полосы и на зазор между прокатными валками в функции отклонений усилия деформации полосы, пропорциональных отклонениям толщины на выходе.
Недостаток известных устройств в случае регулирования изменением цатяжения заключается в сравнительно узком диапазоне регулирования, определяемом таким минимальным и максимальным значениям натяжения, в интервале которых выполним нормальный процесс прокатки. Ири достижении предельных значений натяжения регулирование выполняется изменением зазора междувалками, при этом понижается быстродействие системы, в результате чего разнотолщинность полосы повышается.
Цель устройства - уменьщение разнотолщинности полосы при прокатке и повышение ее качества.
Иель в предлагаемом устройстве достигается за счет того, что регулирование толщины полосы осуществляется дополнительно за счет изменения ее пластичности.
Для этого выход функционального преобразователя соединен с третьим входом блока
памяти усилия деформации, выход блока контроля отклонений усилия деформации соединен с входом регулятора разности моментов электродвигателей прокалных валков, выход блока контроля отклонений разности моментов соединен через второй нуль-орган со вторым входом схемы «И, а также со входом блока установки зоны нечувствительности, выход которого соединен с управляющим входом реле и вторым входом регулятора толщины.
Как известно, уравнение пластичности для двухмерной деформации имеет вид:
У + 4т,, 4К
а
(S
X.
согласно которому на пластичность полосы воздействуют изменением величины касательного напряжения Тл-у. При составлении мателчатической модели процесса деформации металла в валках обычно под бу понимают напряжение в направлении, нормальном к поверхности иолосы, а под 6,v - нанряжение в сечении, нормальном к направлению прокатки: К-сопротивление металла чистому сдвигу. В соответствии с приведенным уравнением при увеличении касательных напряжений ixtj, например, (см. фиг. 2) путем ириложения к прокатным ваЛкам движушихся моментов MI и М2 различной величины Л . пластическая деформация иолосы будет наступать при меньших значениях разности главных нормальных напряжений (бу- дх). Поэтому увеличение напряжений T.vy при неизменной величине нанряжеиия натяжения дх приводит к уменьшению необходимого усилия деформации Р.
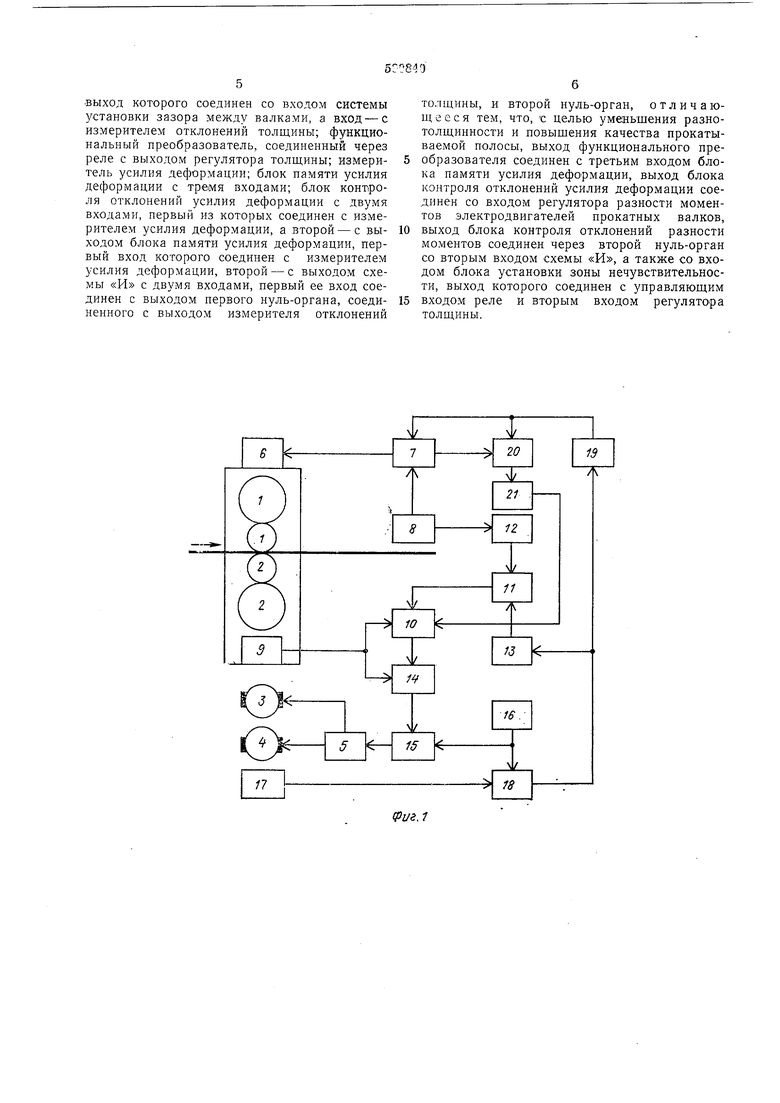
На фиг. 1 ирИВедена схема устройства; на фиг. 2 - схема действия сил, обеспечивающих изменение пластичности полосы при прокатке, в которой приняты следующие обозначения: Kh 2 - радиусы верхнего и нижнего прокатных валков;
озь (U2 - угловые скорости валков; Жь MZ - моменты, прикладываемые к нрокатным валкам от приводных двигателей;. QI Q2 - равнодействующие движущих контактных сил, прикладываемых со стороны валков .к противоположным поверхностям полосы в зоне деформации; Тз, Та - усилия заднего и переднего натяжений;
Hi, Hi - входная и выходная толщина полосы;Р - вертикальная составляющая усиЛИЯ деформации.
Устройство состоит из верхних 1 и нижних 2 прокатных валков, электродвигателей 3, 4, системы 5 управления приводами валков, системы 6 установки зазора между валками, регулятора 7 толщины, измерителя 8 отклонений толщины прокатной полосы, измерителя 9 усилий деформации, блока 10 памяти усилия деформации, схемы «И (блок И), нуль-органов 12, 13, блока 14 контроля отклонений усилия деформации от значения в блоке 10 памяти, регулятора 15 разности моментов, задатчика iu разности моментов, измерителя 17 и блока 1Ь контроля отклонений разности моментов электродвигателей прокатных валков, блока 19 зоны нечувствительности, реле 20 и функционального преобразователя 21. Устройство работает следующим образом. Перед началом прокатки очередной полосы известного сортамента устанавливают задание исходной разности мо.ментов приводных электродвигателей задатчиком 16 и величину зоны нечувствительности блока 19. При этом исходное значение разности моментов приводных электродвигателей должно обеспечивать возможность увеличения или уменьшения сопротивления металла пластической деформации. Диапазон изменения разности моментов приводных электродвигателей определяется установкой зоны нечувствительности блока 19.
Вначале прокатки по сишалу от измерителя 8 отклонений толщины прокатываемой полосы регулятор 7 воздействует яа систему 6 установки зазора между валками в нанравлении уменьшения отклонений толщины. При достижении нулевых отклонений толщины и разности моментов на выходе нуль-органов 12 и 13, подключенных к выходу измерителя 8 отклонений толщины и блока 18 контроля
отклонений рдзностй моментов, появляются сигналы, под действием которых срабатывает схема «И (блок И), нод действием которой в блоке 10 памяти запоминается величина усилия деформации, измеренная измерителем усилия деформации. Для выполнения процесса регулирования выход блока 14 контроля отклонении усилия деформации подключен ко входу регулятора 15 разности моментов, в котором сигнал из блока 14 суммируется с сигналом от задатчика 16. Регулятор 15 разности моментов через систему 5 управления двигателями 3 и 4 изменяет разность их мо.ментов и, следовательно, величину касательных напряжений в полосе, вызываемых действием прокатных валков 1, 2 до тех нор, пока усилие деформации полосы не станет равным значению в блоке 10 памяти. Величина разности моментов контролируется измерителем 17. В случае, когда отклонение, полученное в блоке 18 фактической разности моментов из измерителя Г/ от заданной задатчиком 16, .превысит величину зоны нечувствительности в блоке 19 под действием его выходного сигнала включается в работу регулятор 7 толщины и реле 20. В процессе работы регулятора его выходной сигнал через функциональный нреобразователь 21 производит изменение величины в блоке 10 памяти в направлении уменьшения возникшего отклонения разности моментов от задания. При нулевых отклонениях толщины и разности моментов нод действием командного сигнала из блока 11 запоминается новое значение усилия деформации от измерителя 9. Реле 20 отключается. При этом последующее регулирование толщины будет производиться при новом значении усилия деформации. Амплитуда отклонения толщины от измерителя 8 и величина зоны нечувствительности блока 19 определяют параллельнь1й или последовательный режим работы каналов воздействия на зазор или на разность моментов цриводных электродвигателей
прокатных валков.
Таким образом предложенное устройство позволяет уменьшить разнотолщинность прокатываемых полос.
Форцмула изо бретеиия
Устройство для регулирования толщины полосы, содержащее задатчик, измеритель и регулятор разности моментов электродвигателей прокатных валков и блок контроля отклонения разности моментов электродвигателей прокатных валков с двумя выходами, причем выход задатчика разности моментов соединен с первым входом регулятора разности моментов, выход которого соединен со входом системы управления скоростью прокатных валков и первым входом блока контроля отклонений упомянутой разности молментов, второй вход которого соединен с измерителем; блок установки зоны нечувствительности отклонений разности моментов; регулятор толщины,
выход которого соединен со входом системы Зстановки зазора между валками, а вход -с измерителем отклонений толщины; функциональный преобразователь, соединенный через реле с выходом регулятора толщины; измеритель усилия деформации; блок намяти усилия деформации с тремя входами; блок контроля отклонений усилия деформации с двумя входами, первый из которых соединен с измерителем усилия деформации, а второй - с выходом блока иамяти усилия деформации, первый вход которого соединен с измерителем усилия деформации, второй - с выходом схемы «И с двумя входами, первый ее вход соединен с выходом первого нуль-органа, соединенного с выходом измерителя отклонений
толщины, ,и второй нуль-орган, отличающееся тем, что, с целью уменьщения разнотолщинности и повыщения качества прокатываемой полосы, выход функционального преобразователя соединен с третьим входом блока памяти усилия деформации, выход блока контроля отклонений усилия деформации соединен со входом регулятора разности моментов электродвигателей прокатных валков,
выход блока контроля отклонений разности моментов соединен через второй нуль-орган со вторым входом схемы «И, а также со входом блока установки зоны нечувствительности, выход которого соединен с управляющим
входом реле и вторым входом регулятора толщины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщин полосы | 1984 |
|
SU1186307A1 |
| Устройство для ограничения натяжения полосы | 1981 |
|
SU1003950A1 |
| Система регулирования относительного обжатия на дрессировочном стане | 1980 |
|
SU931257A1 |
| Устройство для регулирования толщины полосы на прокатном стане | 1991 |
|
SU1794518A1 |
| Способ автоматического регулирования толщины горячекатанного листа | 1983 |
|
SU1128996A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Клеть непрерывной группы прокатного стана | 1981 |
|
SU944697A1 |
| Устройство стабилизации межвалкового зазора на непрерывном прокатном стане | 1983 |
|
SU1107917A1 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1990 |
|
SU1710158A1 |

