1
Изобретение относится к обработке деталей свободным абразивом.
Известны устройства для цеитробежной обработки деталей.содержащне вращающийся барабан и систему иепрерьшной подачи абразива.5
Предлагаемое устройство отличается от известньпс тем, что цилиндрическая часть барабана вьшолнена в виде пакета свободно посажеиных на осях колец, поджимаемых роликом, умеющим профиль, обрат- 10 ный профилю обрабатьгоаемой детали.
Такое выполнение устройства позволяет обрабатывать детали фасонного профиля.
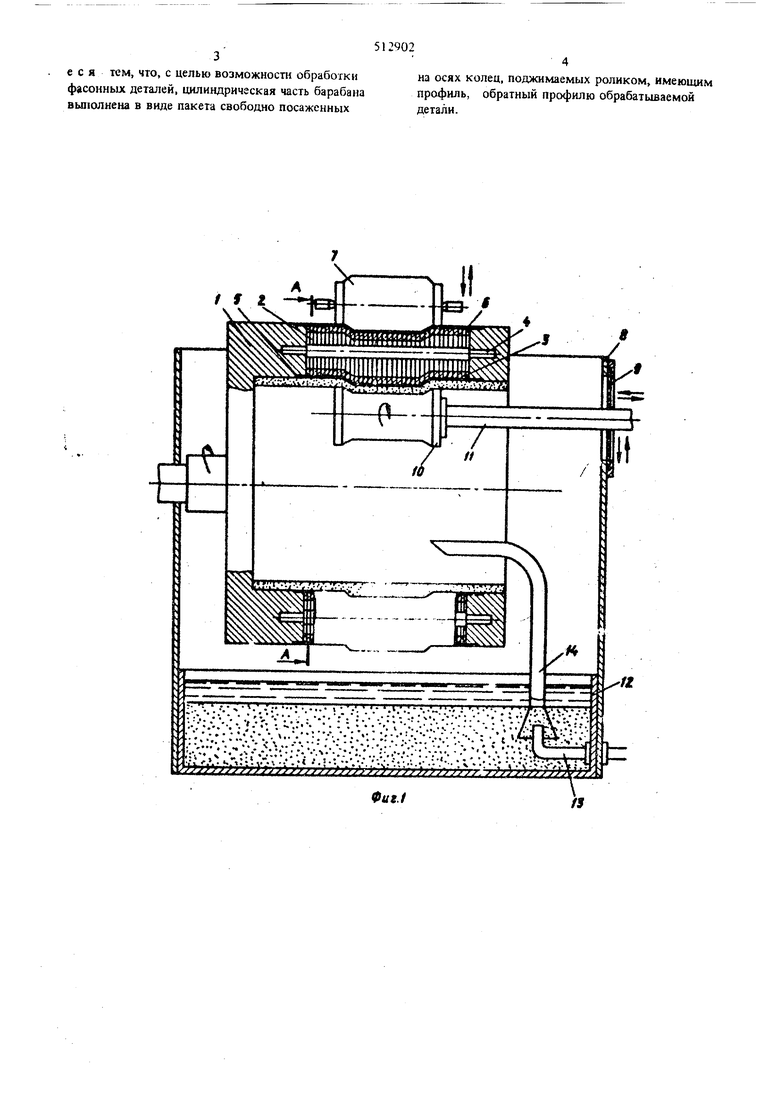
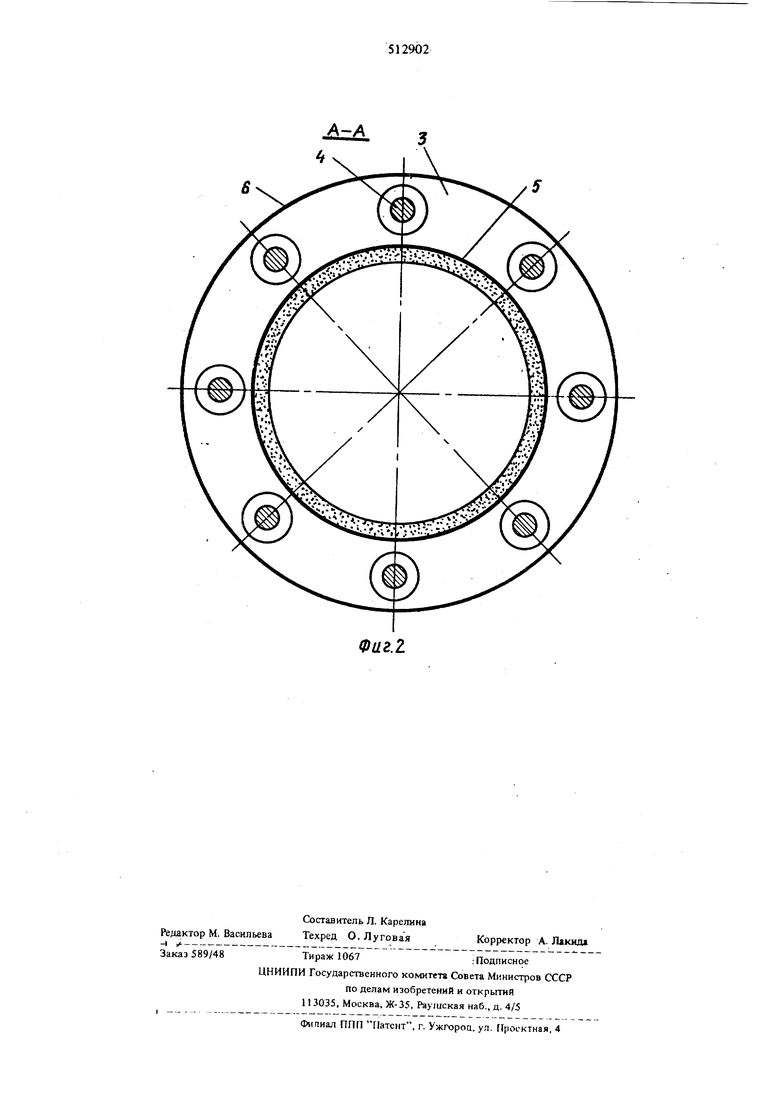
На фиг. 1 изображена установка, в разрезе, вид спереди; на фиг. 2-барабан, вид сбоку..Lb
Устройство состоит из барабана 1, закрепленного иа шпинделе станка. Барабан имеет деформируемую часть 2, выполненную в виде пакета колец 3, свободно посаженных на шпильках 4 и заключенных между внутренним кольцом 5 и внешним кольцом 6, кото- 20 рое контактирует с роликом 7. В кожухе 8, передняя стенка которого имеет отверстие, закрытое трехлепестковой диафрагмой 9, служащее пля ввода изделия 10, закре1ше1 ного на зажиме 11, помешен бак 12, заполненный абразивной смесью. В бак
ен трубопровод 13 и изогнутая капроновая труба зжектора Т4.
Устройство работает следующим образом.
Изделие 10, закрепленное на зажиме 11, продавливая через диафрагму 9, вводят во вращающийся барабан 1, в котором абразивная смесь под действием центробежных сил прижимается к его боковой поверхности, образуя кольцо. Ролик 7, имеющий профиль, обратный профилю обрабатываемой детали, через внешнее резиновое кольцо 6 воздействует на пакет колец 3, свободно посаженных на шпильки 4. Кольца 3, смещаясь относительно друг друга, продавливают внутреннее резиновое кольцо 5, воздействуя на абразив, который принимает профил близкий к профилю детали. Деталь перемещается вверх до соприкосновения с абразивом. По трубопроводу 13 подается сжатый воздух и абразивная смесь эжектируется в барабан, создавая вокруг изделия плотный, непрерывно обновляющийся кольцевой поток абразива.
Формула изобретения Устройство для центробежной обработки деталей, содержащее вращающийся барабан и систему непрерывной подачи абразива, отлича ютее с я тем, что, с целью возможности обработки фясонных деталей, цилиндрическая часть барабана выполнена в виде пакета свободно посаженных
4
на осях колец, поджимаемых роликом, имеющим профиль, обратный профилю обрабатываемой
детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежной обработки деталей | 1980 |
|
SU891377A1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| Устройство для центробежной обработки колец | 1977 |
|
SU663564A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| Станок для экструзионного хонингования | 1988 |
|
SU1650402A1 |
| Клетка для содержания самок лисиц до отнятия щенков | 1990 |
|
SU1739920A1 |
| Устройство для центробежной абразивной обработки изделий типа колец | 1981 |
|
SU986746A1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
0Uf.l
Фаг.1
