(54) УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ КОЛЕЦ
образом, предусйотрено планетарное вращение оправок с деталями.
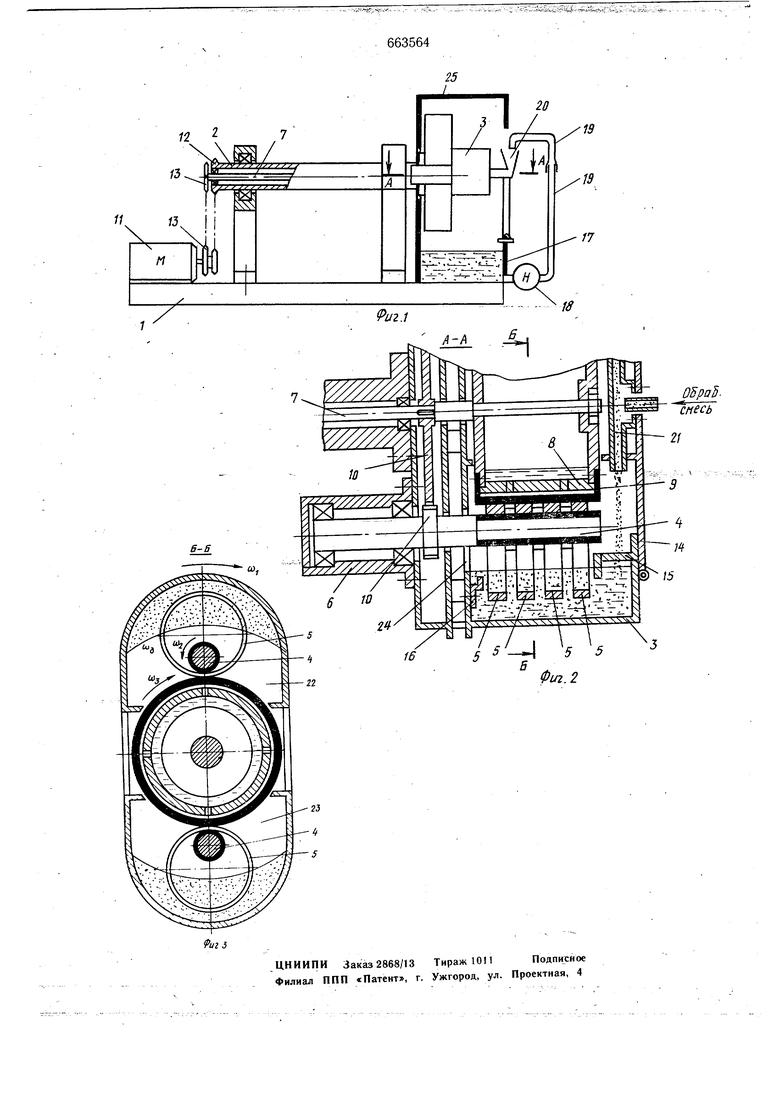
Загрузка деталей производится при открытой крышке 14, шарнирно связанной с барабаном 3. Осевое смещение деталей на оправках ограничивают упоры 15 и 16.
Для обеспечения регенерации абразивной суспензии устройство снабжено системой непрерывной подачи, состоящей из бака 17, насоса 18, трубопроводов 19, воронки
20и распределительного резервуара 21. Рас пределительный резервуар служит для разномерной подачи абразивной смеси в две изолированные емкости 22 и 23.
Чтобы обеспечить сбрасывание избытка абразивной смеси контейнеры ,выполнены с. окнами 24. С целью исключения разбрызгивания абразивной смеси, вращающаяся система закрыта кожухом 25.
Устройство работает следующим обраЭом,
Обрабатываемые детали (например, прядильные кольца) 5 надевают на гуммиро ;ванные износостойким материалом оправки 4 и поджимают к оправкам с помощью упруго деформируемой оболочки 9, изготовленной, например, из резины. Оправкам от водила 6 сообщают вращение вокруг центральной оси с угловой скоростью Ц) I и одновременно через планетарный механизм 10 им сообщают вращение вокруг собственной оси с угловой скоростью 02. Упруго деформируемая оболочка 9 соединена через цилиндр 8 с валом 7, которому сообщают вращение с угловой скоростью 0)3 При вращении оболочка под действием центробежных сил деформируется, обеспечивая надежное прижатие колец с оправкам.
Таким образом, кольца, прижатые упругой оболочкой к вращающимся оправкам, начинают вращаться с угловой скоростью U) вокруг собственной оси, совершая при этом планетарное движение.
Обрабатывающую смесь (например, абразивную суспензию) подают насосом 18 через воронку 20 и распределительный резервуар
21в емкости 22 и 23 барабана 3. Избыток обрабатывающей смеси сбрасывается через окно 24 в бак 17.
Непрерывная циркуляция обрабатывающей смеси (или эмульсии после образования обрабатывающего уплотненного слоя) в процессе обработки обеспечивает интенсиный отвод тепла из зоны резания, что позволяет обеспечить низкотемпературный процесс резания, способствующий созданию сжи663564
мающих остаточных напряжений в поверхностных слоях металла, повышающих долговечность работы деталей.
Степень уплотнения обрабатывающей смеси регулируется скоростью вращения водила OJ i, а величина скорости резания определяется скоростью вращения водила j i и скоростью вращения вала шзПоложительный эффект устройства заключается в том, что оно позволяет интенсифицировать процесс обработки внутренних и наружных поверхностей колец и улучщйть качество обработанных поверхностей. Процесс обработки интенсифицируется за счет того, что принудительное вращение колец позволяет увеличить степень уплотнения абразивной обрабатывающей смест и значительно повысить скорость резания, что приводит к быстрому удалению микронеровностей от предществующей обработки.
Низкотемпературный режим резания, обеспечиваемый циркуляцией абразивной смеси или эмульсии в процессе обработки, способствует созданию в поверхностных слоях металла сжимающих остаточных напряжений, что увеличивает долговечность работы деталей.
Ожидаемый экономический эффект от внедрения предлагаемого устройства для обработки прядильных колец на Орджбникидзовском машиностроительном заводе составит 105 тыс. руб.
Формула изобретения
Устройство дляцентробежной обработки колец, помещаемых на оправках, совершающих планетарное движение и установленных в заполненных свободным абразивом емкостях барабана, получающего вращение от водила, расположеннбго на центральном валу, отличающееся тем, что, с целью повышения качества обработки колец, устройство снабжено цилиндром, установленнь м на центральном валу между Справками из условия образования с ними зазора, обеспечивающего принудительное вращение колец.
2. Устройство по п. 1, отличающееся тем, что цилиндр и оправки снабжены упругой оболочкой.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР № 153671, кл. В 24 В 31/08, 1961.
20
f
19
7i iTI
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Устройство для центробежной обработкииздЕлий ТипА КОлЕц | 1978 |
|
SU835718A1 |
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Устройство для центробежной абразивной обработки колец | 1979 |
|
SU787160A1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |