(54) УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
1
Изобретение относится к устройствам для обработки свободным абразивом деталей со сложным фасонным профилем и может быть использовано в машиностроительной и других областях промышленности, иснытываюш,их необходимость в данном виде обработки.
Известно устройство для центробежной обработки деталей, содержащее враш,ающийся барабан и систему непрерывной подачи абразива, при этом барабан имеет деформируемую часть, выполненную в виде коаксиально расположенных упругих тонкостенных обечаек, в пространстве между которыми размещены кольца, свободно посаженные на равномерно расположенные по среднему диаметру барабана оси 1.
Недостатком известного устройства является ограниченность технологических возможностей, обусловленная тем, что в устройстве возможна обработка только одной детали. Кроме того, смещение центра масс барабана в процессе обработки не позволяет работу на жестких режимах.
Цель изобретения - расширение технологических возможностей устройства.
Поставленная цель достигается тем, что кольца выполнены с диаметром, не превышающим толщины стенки барабана, и расположены отдельными пакетами на каждой из осей.
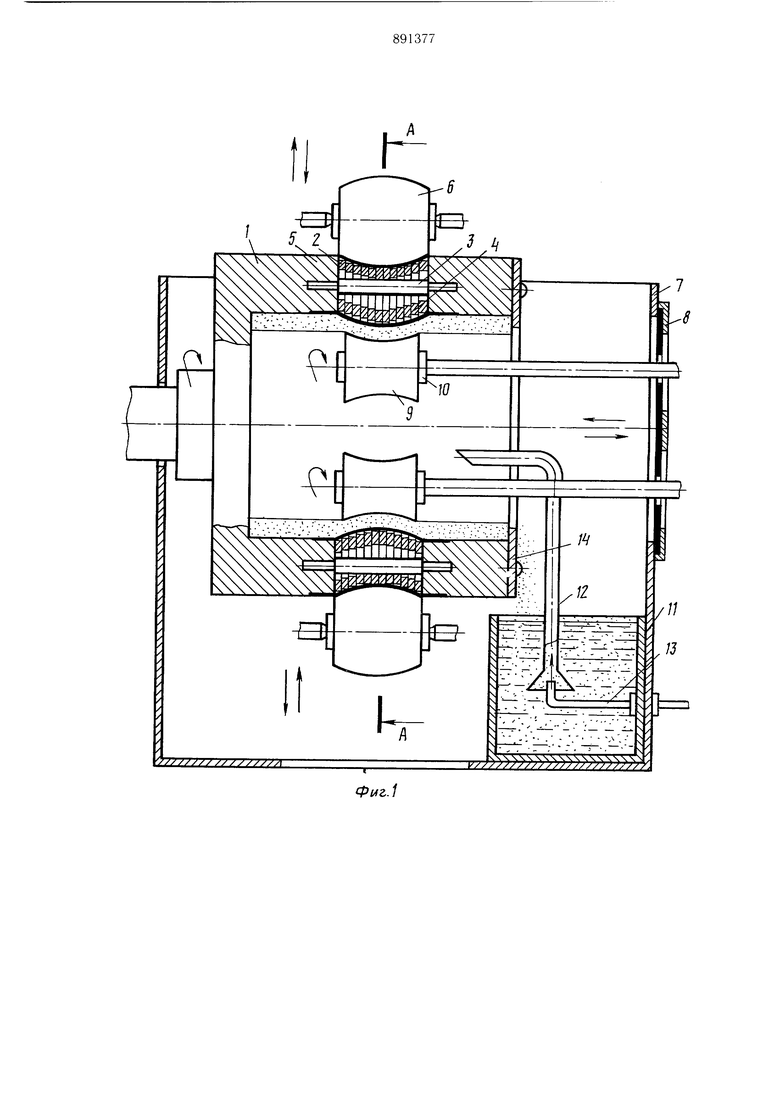
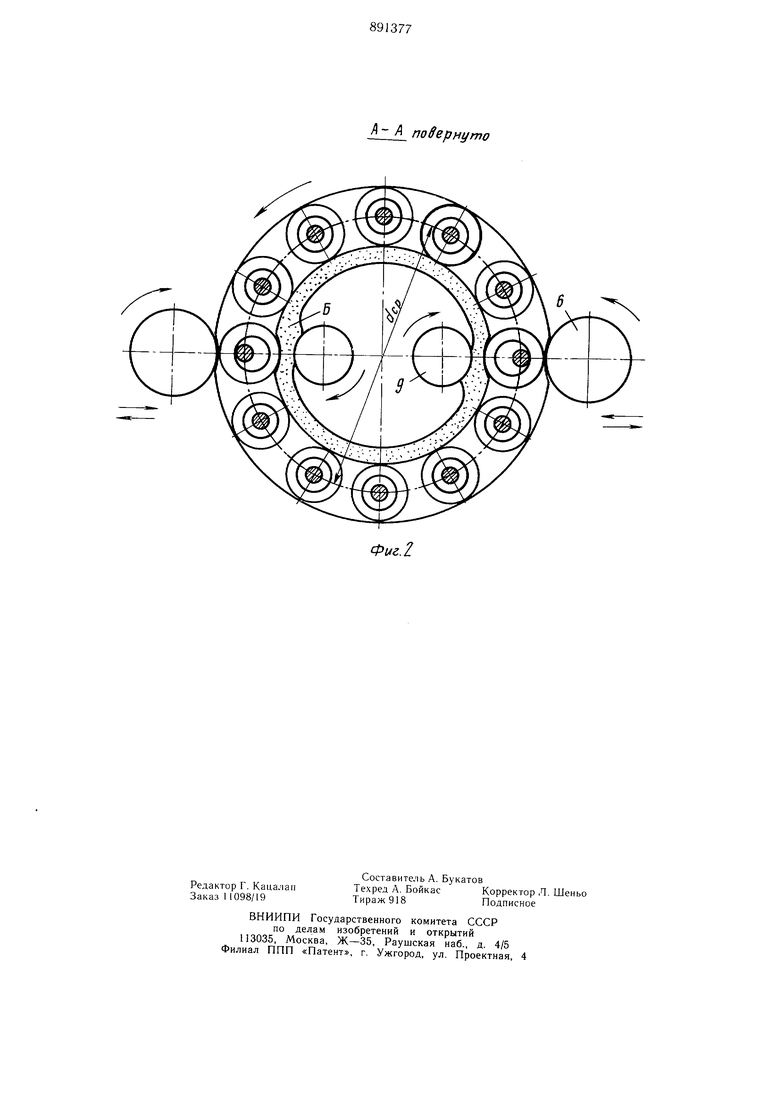
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из цилиндрического барабана 1, закрепленного в щпинделе станка. Барабан 1 имеет деформируемую часть, выполненную в виде пакетов колец 2, своtoбодно сидящих на осях 3, равномерно расположенных по среднему диаметру барабана 1. Пакеты колец 2 заключены между внутренней упругой тонкостенной обечайкой 4 и внешней упругой тонкостенной обечайкой 5, 5 контактирующей с роликами 6, установленными диаметрально противоположно. Размеры и материал упругих обечаек 4 и 5 выбраны таким образом, чтобы обеспечить им в течение длительного срока службы работу в режиме пульсирующих радиальных
20 сжатий. В кожухе 7 передняя стенка имеет отверстия, закрытые диафрагмой 8, служащие для ввода деталей 9, жестко закрепленных на оправках 10. Кроме того, в кожухе 7 размещен бак И, заполненный гидроабразивной суспензией. В бак И встроены изогнутая труба эжектора 12 и трубопровод 13. Высота буртика крышки 14 определяет толщину абразивного слоя.
Устройство работает следующим образом.
Гидроабразивная суспензия подается при помощи эжекции из бака И через коническую насадку и изогнутую трубу эжектора 12 во вращающийся барабан 1, в котором гидроабразивная смесь под действием центробежных сил прижимается к его боковой поверхности, образуя плотное абразивное кольцо. Избыток абразива сбрасывается через окно в крыщке 14 обратно в бак 11. Детали 9, жестко закрепленные на оправках 10, вводят через диафрагму 8 во вращающийся барабан 1, устанавливая их точно под деформируемой частью. Детали 9 получают вращение, противоположное вращению барабана. Ролики 6, имеющие профиль, обратный профилю обрабатываемой детали, через внещнюю упругую обечайку 5 воздействуют на пакеты колец 2, свободно посаженные на осях 3. Кольца 2, смещаясь относительно друг друга, продавливают внутреннюю упругую обечайку 4, воздействуя на абразив, который принимает профиль, близкий к профилю деталей 9. Количество профильных роликов 6 должно быть таким, чтобы соблюдалось их симметричное расположение относительно оси барабана.
Так как контакт роликов 6 с пакетами колец 2 носит характер мгновенно-пульсирующего радиального сжатия абразивного слоя, в зонах обработки 5 интенсифицируется процесс обработки за счет .мгновеннопульсирующего уплотнения и разряжения абразивного слоя. Это создает б.тагоприятные условия для съема металла по всему профилю и позволяет обеспечить стабильную производительность в течение всего цикла обработки.
Изобретение позволяет расщирить технологические возможности устройства, обеспечивающие одновременную обработку нескольких диаметрально расположенных деталей и повысить надежность устройства. Кроме того, благодаря устранению вибраций возможна работа с больщими скоростями, а соответственно, возможно и увеличение производительности процесса обработки.
Формула изобретения
Устройство для центробежной обработки деталей, содержащее вращающийся барабан и систему непрерывной подачи абразива, при этом барабан имеет деформируемую часть, выполненную в виде коаксиально расположенных упругих тонкостенных обечаек, в пространстве между которыми размещены кольца, свободно посаженные на
равномерно расположенные по среднему диаметру барабана оси, отличающееся тем, что, с целью расщирения технологических возможностей устройства, кольца выполнены с диаметром, не превьплающим толщины стенки барабана, и расположены отдельными пакетами на каждой из осей.
Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 512902, кл. В 24 В 31/08, 1974.
А повернуто
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежной обработки деталей | 1974 |
|
SU512902A1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Устройство для центробежной абразивной обработки колец | 1979 |
|
SU787160A1 |
| Устройство для центробежной абразивной обработки изделий типа колец | 1981 |
|
SU986746A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |