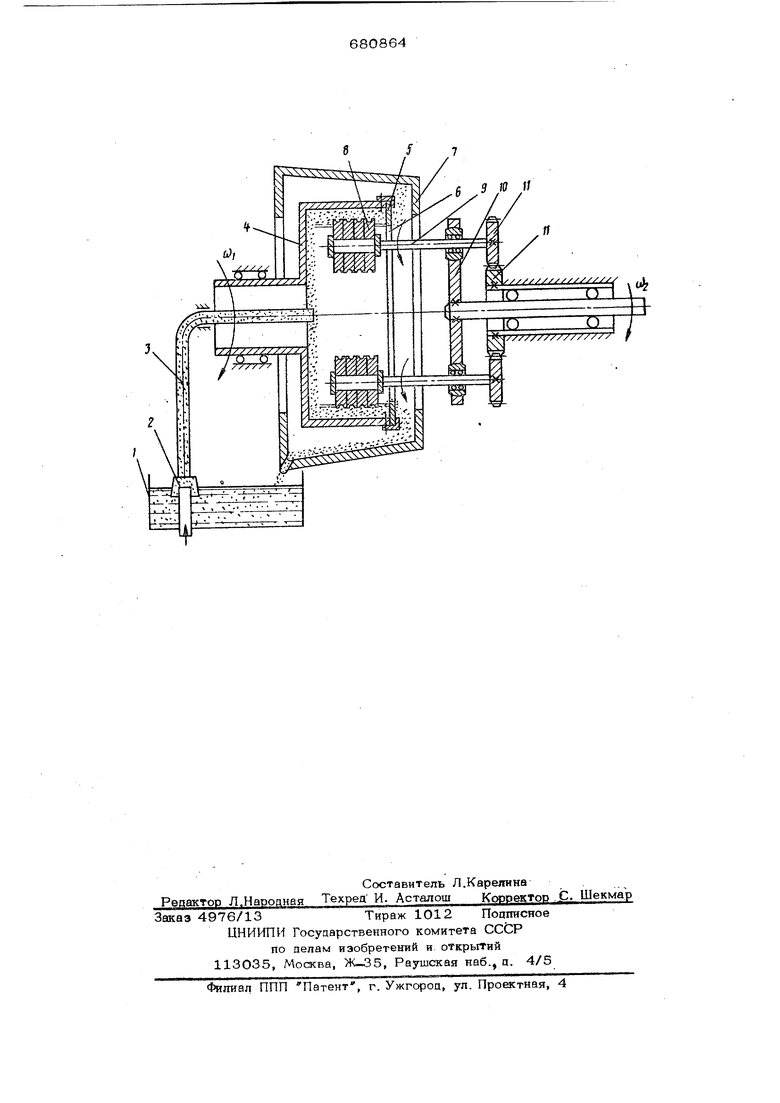
Изобретение относится к обработке свободным абразивом цеталей с фасонным профилем и может быть использовано в машиностроительной и других промышленностях, Известен способ обработки иэпелий пре имущественно типа колец сложного профиля, который заключается в том, что поверхность вращающейся аеталн вводится в со прикосновение с уплотненной под аействие центробежных сил абразивной смесью, находящейся во вращающемся барабане. При этом обработку произвооят при непрерывной циркуляции смеси через барабан l. Уплотненное абразивное кольцо непрерывно набегает на вращающуюся деталь, оказывая абразивное воздействие на обрабатьгеаемую поверхность, что приводит к интенсивному съему металла частицами уплотненного абразивного слоя. Вращение детали выполняет роль круговой подачи и обеспечивает контактирование всех участков обрабатываемой поверхности с уплотненным споем. Однако при таком способе наблюдается неравномерность съема металла по профилю детали, так как в первую очередь и наиболее интенсивно будут обрабатываться выступающие участки детали. Целью дополнительного изобретения является повышение качества и произво. дительности обработки деталей с глубоКИМ 4 сонным профилем. Это достигается тем, что деталям сообщают планетарное движение относительно вращающейся уплотненной абразивной смеси со скоростью, отличной от скорости вращения чаши с абразивной смесью. На чертеже изображено устройство, реализующее предлагаемый способ. Гидроабразивная суспензия, состояшая из абразивного порошка н водной эмульсии, подается, например, при помощи эжекции из бака 1 через коническую насадку 2 н трубопровод 3 в барабан 4, которому сообщают вращение со скоростью Ы. При достаточно высокой скорости враше ия барабана (1ОО-200 рад/с при диаметре ЗООмм) абразивная суспензия поц аейсгр ..вием центробежных сил формируется в плотное абразивное кольпо, покрывающее внутреннюю поверхность барабана. ТоящИ на абразивного слоя определяется высотой буртика крышки 5. Избыток абразивной смеси сбрасывается через окно 6 в крыш-ке и ограждающий неподвижный корпус 7обратно в бак, благодари чаму достига©тся непрерывная пиркулация абразивной смеси. Обрабатываемые детали {например, кольца с наружной фасонной поверхностью) 8жестко устанавливают на оправках 9, которым, от водила 10 сообщают враще гае относительно центральной оси со скоростью Wg . Одновременно через планетарный механизм 11 оправкам сообщают вращение относительно собственной оси со скоростью . В результате суммирования движе™ НИИ детали получают планетарное движение относительно уплотненного вращающегося абразивного слоя. Уплотненный абразивный слой точно копирует наружный профиль фасонной поверхности деталей, а вращение оправок с деталями относительно собственной оси со скоростью 5й обеспечивает рабочее перемещение (движение реэанаа/ обрабатываемой фасонной поверхности ко леи относительно абразивного слоя. Высокая скорость вращения оправок (250-300 раа/с) обеспечивает ную и производительную обработку всех участков фасонного гсрофапя детали. Наличие планетарного вращения деталей уменьшает унарное возаействие уплотненного Слоя на обрабатываемую поверхность и предотвращает искажение фасонного профт™ ля-детали, создает благоприятные условия для равномерного съема металла по всему профилю. Для обновления режуших зерен в зоне контакта детали с абразивным слоем барабану с абразивом сообщают вращение со скоростью отличной от скорости переносного врищения ощ.авок с деталями, т.е. 1 позволяет обеспечить стабиль ную произвоаительность в течение всего шгкпа обработки. Разность угловых скоро. стей должна быть небольшой и составлять рад/с, чтобы избежать ударного воа действия уплотненного слоя на обрабать ваемую поверхность, которое приводит к резкому ухудшению качества обработки. Пример 1. Скорость вращения барабана раа/с, скорость вращения вопила рац/с, скорость вращения обрабатываемых колец рад/с. Исследования, провеаен гые на пряцил ных кольцах (сталь 45,нитроцементация, закалка ио твердости HRC 60... 63 ед) показывают, что за время обработки 5-6 . мин (один переход) шероховатость jnvOHb- шается с Ра-2,5 (6 класс шероховатости) до RJ,, 0,16...0,08 (10-й - il-й кяасс шероховатости). При этом используют- абразивный материал марки 14А зернистостью № 8О..ДОО. Возможность пакетной обрабопш обеспечивает высокую производитель ность нового способа. Машинное время обработки одного кольца составляет 8-10 с. Исследования, проведенные проекционно еневым методом, показали, что сьем .м&талла происходят равномерно как на выступающих буртиках кольца, так и во впадинах. Производительностытроцесса поддерживается на постояном уровне в течение все-, го цикла обработки. Формула изобретения Способ обработки изделий по авт.св. № 252114, отличающийся тем, что, с целью повыщения качества и производительности обработки деталей с фасонным профилем, деталям сообщают пла нетарное движение относительно вращающейся уплотненной абразивной смеси, со скоростьк), отличной от скорости вращения ча пда с абразивной смесью. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 252114, кл, В 24 Ь 31/08, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Устройство для центробежной абразивной обработки колец | 1979 |
|
SU787160A1 |
| Способ обработки изделий | 1980 |
|
SU994231A2 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Способ обработки деталей и устройство для его осуществления | 1988 |
|
SU1627382A1 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |