При производстве тонкого листового проката на горячих валках особое влияние на качество прокатываемых листов, т. е. на однородность толщины по диагонали листа имеет постоянство профиля горячих валков и отсутствие на их рабочих поверхностях трещин, а для этого необходимо гарантировать валки от появления внутри их термических напряжений, являющихся причиной частых поломок и появления трещин на рабочих поверхностях валков.
Применяющаяся до сих пор обдувка валков паром или воздухом не обеспечивает сохранения постоянной температуры их поверхности вследствие того, что отсутствуют устройства для получения воздуха или пара необходимой по условиям работы температуры, автоматически регулируемой от самих прокатных валков.
Предлагаемое устройство для регулирования температуры прокатных валков предназначено для поддержания заранее заданной желаемой температуры находящихся в действии прокатных валков и должно обеспечить постоянную температуру поверхностей валков как при нагрузке, так и при холостом ходе, т. е. устранить вышеуказанные недостатки.
Сущность предлагаемого устройства для регулирования температуры прокатных валков заключается в том, что на подающих к валкам пар или воздух трубах установлен электрический или тому подобный нагреватель, управляемый через исполнительные механизмы от термопар, измеряющих температуру валков, и предназначенный для регулирования температуры поступающего к валкам воздуха или пара, в зависимости от температуры валков.
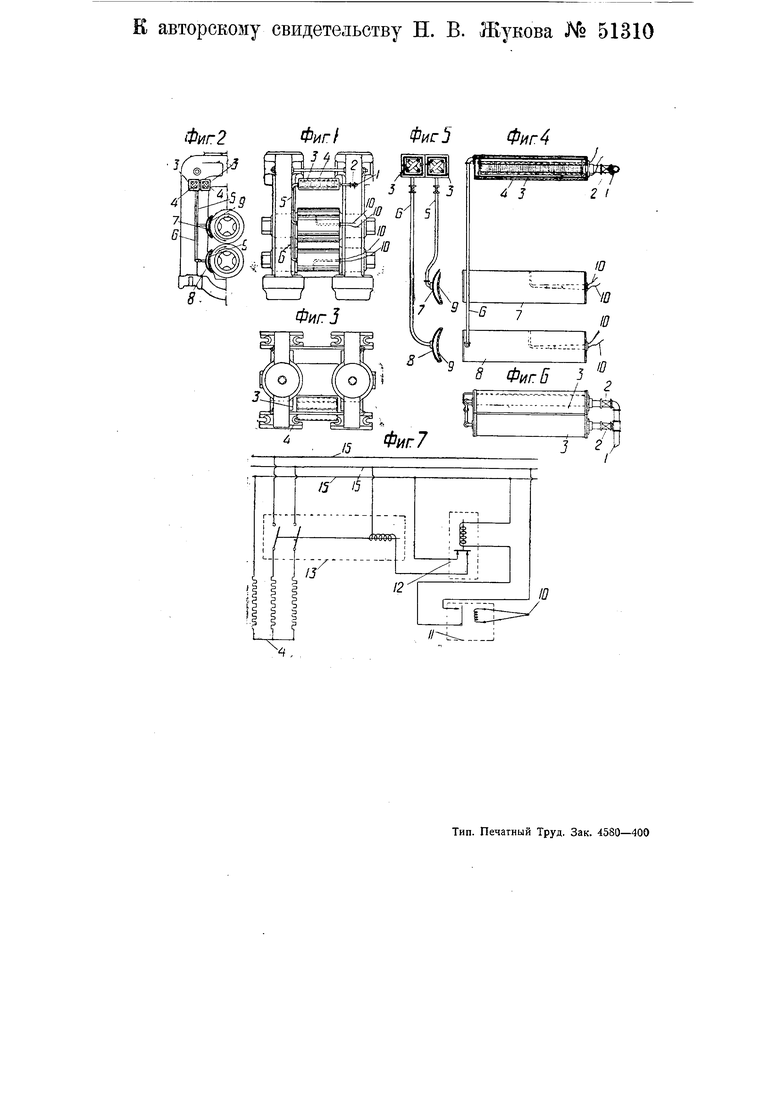
На чертеже на фиг. 1 изображен общий вид прокатной клети с прикрепленным к ней предлагаемым устройством для регулирования; фиг. 2 - то же в поперечном разрезе; фиг. 3 - то же вид сверху; фиг. 4 - обдувочные трубы, вид спереди; фиг. 5-то же, вид сбоку; фиг. 6- то же, вид сверху; фиг, 7-электрическую схему управления нагревателем.
Конструкция и действие предлагаемого устройства заключаются в следующем. Газовая трубка / (фиг. 1 - 6) присоединена к паро-или воздухопроводу с давлением в 2 атм. Приток воздуха или пара может быть закрыт вентилем 2, расположенным на станине листопрокатной клети. Из вентиля пар или воздух поступает в стальной коллектор 3, внутри которого находится электрическое нагревательное сопротивление 4, перегревающее пар от 120 до 450° или воздух от 15 до 150°. Из коллектора воздух или пар при том же давлении в 2 атм. идет через газовые трубы 5, 6 в серпообразные распределительные камеры 7, 8, расположенные против боковой поверхности верхнего и нижнего валков. На стороне 9 серпообразной распределительной камеры, обращенной к поверхности валка, имеется ряд отверстий, через которые пар или воздух устремляются на вращающуюся поверхность вала.
Термопары 70 расположены на стенке 9 распределительной камеры и фиксируют температуру поверхности прокатного вала.
Прокатная клеть пускается в работу, и валки доводятся до желаемой температуры. Затем открывается вентилем 2 воздух или пар. В это время термопара 76, соединенная с реле 77, может замкнуть или разомкнуть промежуточное реле 72, которое своим действием включает или выключает контактор 13, присоединенный к цеховой силовой сети 75. Контактор 75 включает сопротивление 4, расположенное в стальном коллекторе 3.
В зависимости от интенсивности работы прокатной клети, валки могут перегреваться или остывать ниже требуемой оптимальной температуры. В случае приостановки прокатки или недостаточно интенсивной работы температура валков должна понижаться, но термопара 70 немедленно
замкнет реле 77, и через систему промежуточного реле 72 будет включено при помощи контактора 75 сопротивление 4, находящееся внутри стального коллектора 3, через который проходит пар или воздух.
Электрическое сопротивление тотчас же будет перегревать пар или воздух, поступающий на поверхность прокатных валков, и тем самым сохранит температуру валков.
Как только начнется усиленная прокатка или валки будут разогреваться от перегретого пара или воздуха более установленной оптимальной температуры, термопара JO разомкнет реле 77, и вся система немедленно будет отключена. Пар или воздух будет поступать на поверхность вала с низкой температурой от 15 до 120 и тем самым поверхность валка не может быть разогрета больше желаемой температуры даже при наивысшей форсированной производительности прокатной клети.
Предмет изобретения.
Устройство для регулирования температуры прокатных валков путем обдувания их воздухом или паром, отличающееся тем, что, с целью регулирования температуры поступающего к валкам воздуха или пара в зависимости от температуры валков, на подающих к валкам пар или воздух трубах 5, 6, установлен электрический или тому подобный нагреватель 4, управляемый через исполнительные механизмы от термопар, измеряющих температуру валков.
2
Ц 4
2 I
10
Н.
Y/7 10
/О
8 Фиг 5 /
7J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ТРУБ В МНОГОКЛЕТЬЕВОМ ПРОКАТНОМ СТАНЕ | 2004 |
|
RU2254189C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 1970 |
|
SU283161A1 |
| ПРОКАТНАЯ КЛЕТЬ, ИМЕЮЩАЯ УСТРОЙСТВО ОХЛАЖДЕНИЯ КЛЕТИ ДЛЯ ОХЛАЖДЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2018 |
|
RU2766925C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2009 |
|
RU2426620C2 |
| УСТАНОВКА ДЛЯ БЕССЛИТКОВОЙ ПРОКАТКИ СТАЛЬНЫХ ЛЕНТ | 1993 |
|
RU2121408C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2374020C2 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ-ПРОКАТКИ СТАЛЬНОЙ ПОЛОСЫ | 1999 |
|
RU2147260C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНОГО МАСЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2351419C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2571987C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |