1
Изобретение относится к литейному делу и может быть использовано для изготовления литейных форм.
Известны установки для изготовления форм, преимущественно литейных, содержащие станину с колоннами и направляющими для приводной каретки, на которой установлены прессовая колодка и дозатор смеси, два подъемные стола, один из которых снабжен кантователем, устройство для уплотнения смеси с наполнительной рамкой и управляемые захваты для опок.
Основной недостаток таких установок состоит в том, что уплотнение смеси осуществляется только методом прессования.
Для достижения возможности уплотнения смеси встряхиванием приводная каретка предложенной мащины снабжена управляемыми захватами для опок, укрепленными под прессовой колодкой, и управляемыми захватами для опок приводной установочной рамкой, смонтированной под дозатором смеси, на которой свободно на направляющих установлена наполнительная рамка.
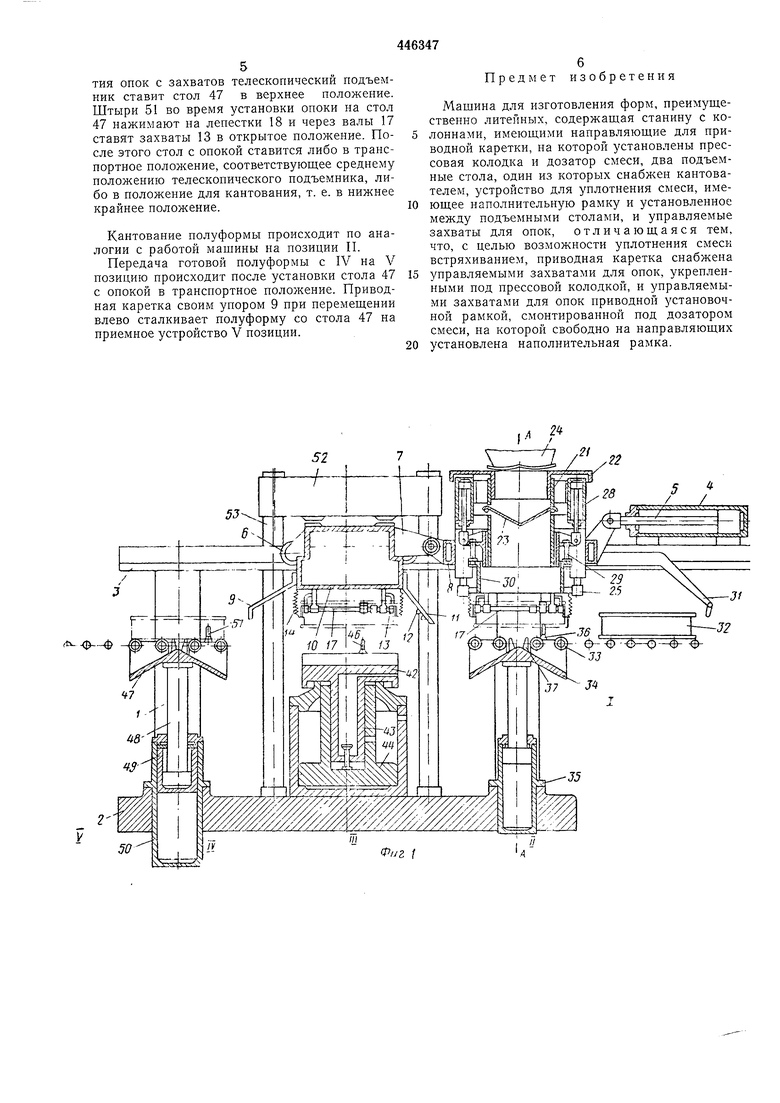
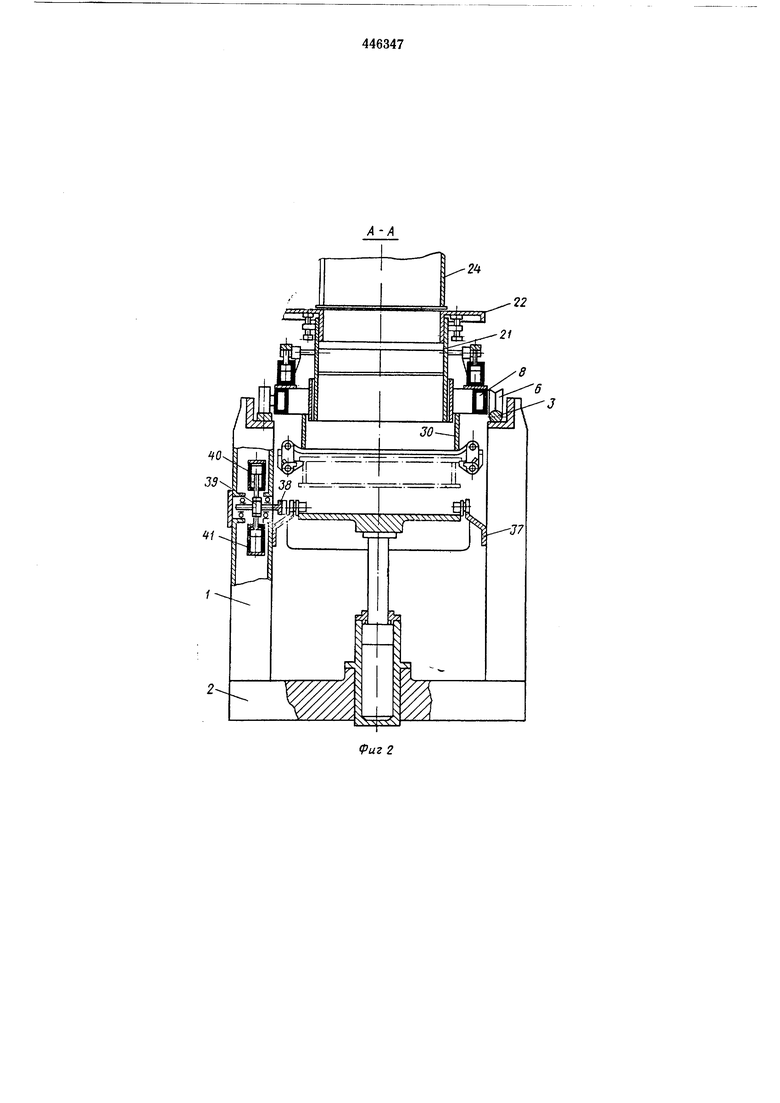
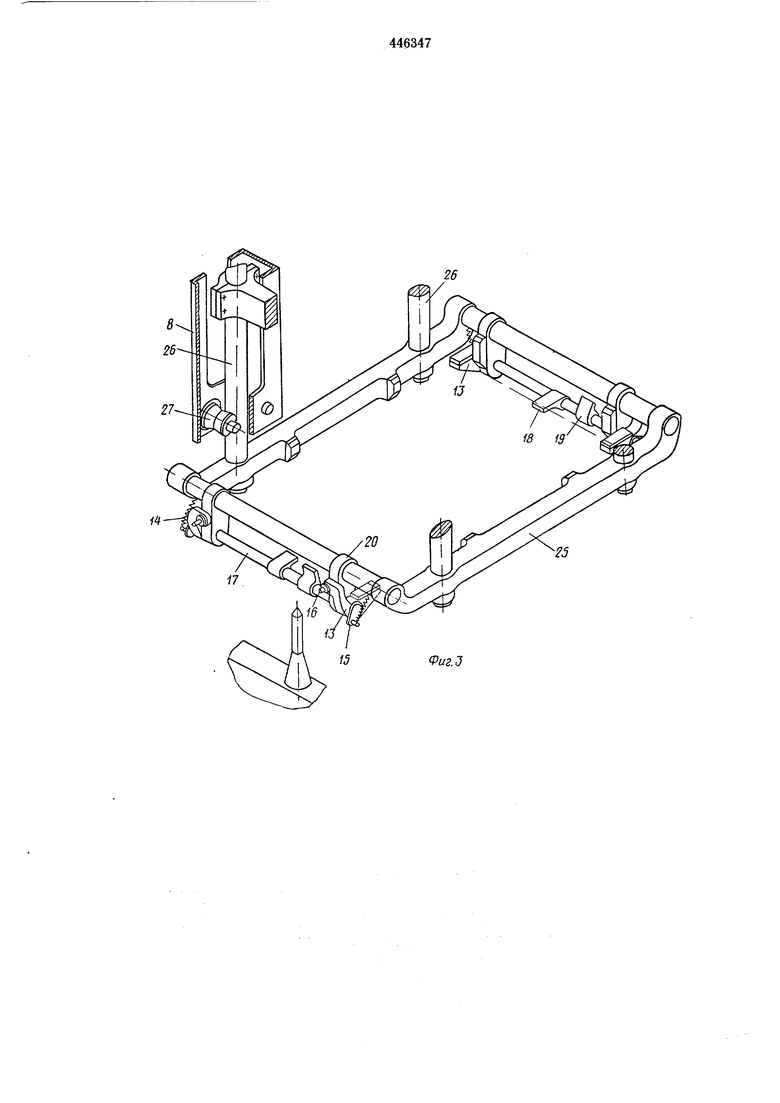
На фиг. 1 изображена предложенная машина, продольный разрез; на фиг. 2 - поперечный разрез по А-А; на фиг. 3 - узел установочной рамки с управляемыми захватами; на фиг. 4 - управляемый захват, в открытом положении; на фиг. 5 - то же, в за2
крытом положении; на фиг. 6 - схема управления установкой.
На колоннах 1, опирающихся на основание 2 станины, смонтированы направляющие 3, по
которым пневматическим толкателем 4 со штоком 5 на роликах 6 горизонтально перемещается приводная каретка. Две щарирно соединенные рамы 7 и 8 каретки несут на себе следующие элементы: толкатель-упор 9, прессовую колодку 10, которая одновременно служит емкостью для отделительной жидкости, срезной нож 11 с трубками 12 опрыскивания и обдува модели, управляемые захваты 13 с пружинами 14, кривошипами 15 и регулировочными винтами 16. Захваты 13 неподвижно посажены на валы 17 и лепестками 18 и 19 ставятся в открытое и закрытое положения, а пружины 14 удерживают их в этом положении. Валы 17 опираются на кронштейны 20.
Рама 8 несет на себе дозатор 21 с ограничителем емкости 22 и створками 23. Загрузка смеси Б дозатор осуществляется от бункера с челюстным затвором 24. Установочная рамка 25 с направляющими
скалками 26 на роликах 27 вертикально перемещается двумя щтоками пневматических цилиндров 28 в крайнее верхнее или нижнее положение. Цилиндры 28 крепятся к раме 8. Вместе с установочной рамкой 25 вертикально перемещается посаженная на направляющие стержни 29 наполнительная рамка 30 для загрузки формовочной смеси в оноки. К раме 8 крепится лана 31 для подачи оноки с исходной позиции. Опока 32 по роликам 33 вкатывается на подъемный стол 34 кантователя пустых опок. Стол крепится к штоку пневматического подъемника 35 и может занимать верхнее или нижнее положение. На столе 34 установлены с нротивоноложных сторон два штыря 36 унравления захватами 13. При опускании стола 34 опока 32 своими цапфами входит в направляющие зевы кронштейнов 37 и в пазы захватов 38. Захват от реечно-шестеренного механизма 39 и пневматического привода 40, 41 получает прямой и обратный поворот на 180°. Устройство для уплотнения смеси имеет стол 42, на котором монтируется модель. Стол посажен на встряхиБаюш,ий поршень 43, а цилиндром последнему служит внутренняя полость прессового поршня 44. Энергоноситель для привода поршней подается через клапан 45. На столе 42 и столе 34 установлены штыри 46 и 36 для открывания управляемых захватов 13 рамы 8 и закрывания захватов рамы 7. Полный цикл изготовления формы осуществляется на I, Н, III, IV и V позициях машины. На поз. IV размещен кантователь готовых полуформ. Подъемный стол 47 кантователя крепится к штоку 48 телескопического подъемника, верхняя стунень которого состоит из штока 48 и цилиндра 49, а нижняя ступень из поршня и цилиндра 50. Аналогично с кантователем пустых опок штыри 51 раскрывают захваты при установке опоки на стол, а реечношестеренный механизм поворачивает опоку на 180. При прессовании формовочной смеси упором для прессовой колодки служит траверса 52, прикрепленная на колоннах 53 к основанию 2 станины. Машина для изготовления форм работает следующим образом. В исходном положении приводная каретка ставится в нравое крайнее ноложение, установочная рамка 25 - в верхнем положении, створки 23 дозатора смеси закрыты, управляемые захваты 13 рамы 8 открыты, рамы 7 - открыты, стол 34 - в верхнем положении, стол 47 - в среднем положении. Челюстной затвор 24 бункера смеси открывается, дозатор 21 заполняется и после срабатывания системы контроля затвор 24 закрывается. Передача опок с I на П позицию происходит при перемещении приводной каретки влево, лапа 31 захватывает опоку 32 и по роликам 33 вкатывает ее на стол 34 к кантователю пустых опок. Работа машины на позиции II. Опускается стол 34 с опокой; цапфы опоки входят в зевы кронштейнов 37 и пазы захватов 38 реечно-шестеренного механизма 39; с 5 10 15 20 25 30 35 40 45 50 55 60 65 подачей сжатого воздуха в привод 40 захват 38 поворачивает опоку на 180°. После этого стол 34 ставится в верхнее положение, опока освобождается от захватов 38 и подается под захваты 13, расположенные на приводной каретке. К моменту окончания кантования опоки приводная каретка толкателем 4 ставится в правое положение. Цилиндрами 28 начинает опускаться установочная рамка 25; открытые управляемые захваты 13 пропускают борта опоки внутрь рамки; при дальнейшем опускании рамки 25 лепестки 19 упираются в штыри 36 и поворачивают валы 17; захваты 13 ставятся в закрытое положение. Далее рамка 25 поднимается, захватами 13 снимает со стола 34 опоку 32 и переводит ее в транспортное положение. Передача опоки со II на III позицию производится приводной кареткой при движении влево. Работа машины на позиции III. Опускается установочная рамка 25 с опокой и ставит опоку на стол 42 устройства для уплотнения смеси; одновременно лепестки 19 штырями 46 поворачивают валы 17 и переводят захваты 13 в открытое положение. Вместе с установочной рамкой опускается наполнительная рамка 30, которая служит для засыпки смеси. После опускания рамок в нижнее крайнее положение открываются створки 25 дозатора, смесь устремляется вниз и заполняет опоку. В случае уплотнения смеси встряхиванием, после заполнения опоки смеСЬЮ, одновременно подается сжатый воздух к поршню 43 для встряхивания опоки и к цилиндрам 28 для подъема установочной и наполнительной рамок. По окончании встряхивания приводная каретка толкателем 4 перемещается вправо; нож 11 срезает излищки смеси. В случае уплотнения смеси прессованием, сразу же после засыпки смеси в опоку и подъема рамки 30, каретка отводится вправо. Одновременно с отводом каретки вправо к опоке подводится прессовая колодка 10. Прессование или подпрессовка смеси производится подачей сжатого воздуха под поршень 44. Стол 42 с опокой поднимаются до прессовой колодки, которая упирается в траверсу 52. Во время прессования штыри 46 через лепестки 19 и валы 17 ставят захваты 13 рамы 7 каретки в закрытое положение. После прессования .медленным опусканием стола происходит протяжка полуформы на закрытых захватах 13. Готовая полуформа остается на захватах. Передача готовой полуформы с III на IV позицию производится перемещением манипулятора влево. Работа машины на позиции IV. Готовая полуформа подается к столу 47 кантователя готовых полуформ. Кантованию подлежат только полуформы «низа. Для снятия опок с захватов телескопический подъемник ставит стол 47 в верхнее положение. Штыри 51 во время установки опоки на стол 47 нажимают на лепестки 18 и через валы 17 ставят захваты 13 в открытое положение. После этого стол с опокой ставится либо в транспортное положение, соответствующее среднему положению телескопического подъемника, либо в положение для кантования, т. е. в нижнее крайнее положение. Кантование полуформы происходит по аналогии с работой машины на позиции П. Передача готовой полуформы с IV на V позицию происходит после установки стола 47 с опокой в транспортное положение. Приводная каретка своим упором 9 при перемещении влево сталкивает полуформу со стола 47 на приемное устройство V позиции. Предмет изобретения Мащина для изготовления форм, преимущественно литейных, содержащая станину с колоннами, имеющими направляющие для приводной каретки, па которой установлены прессовая колодка и дозатор смеси, два подъемные стола, один из которых снабжен кантователем, устройство для уплотнения смеси, имеющее наполнительную рамку и установленное между подъемными столами, и управляемые захваты для опок, отличающаяся тем, что, с целью возможности уплотнения смеси встряхиванием, приводная каретка снабжена управляемыми захватами для опок, укрепленными под прессовой колодкой, и управляемыми захватами для опок приводной установочной рамкой, смонтированной под дозатором смеси, на которой свободно на направляющих установлена наполнительная рамка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Формовочная машина | 1987 |
|
SU1502162A1 |
| Способ двухсторонней прессовой формовки без кантовки опок | 1960 |
|
SU133196A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026134C1 |
| Автоматическая линия для изготовления литейных форм | 1986 |
|
SU1454238A3 |
| ВИБРОПРЕССОВАЯ ФОРМОВОЧНАЯ МАШИНА | 1968 |
|
SU221222A1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |

/Ь.. .фф L
24
22
Фиг чФиг 5
