Изобретение относится к литейному производству и используется преимущественно в формовочных агрегатах и автоматических линиях для производства сырых разовых песчано-глинистых форм.
Цель - повышение производительности.
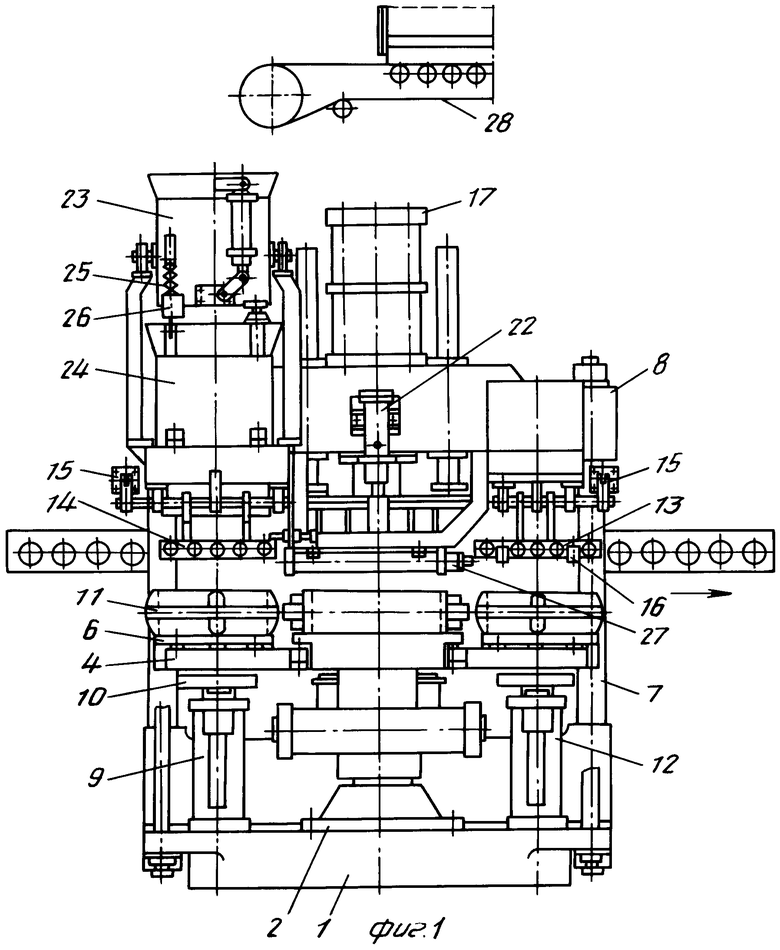
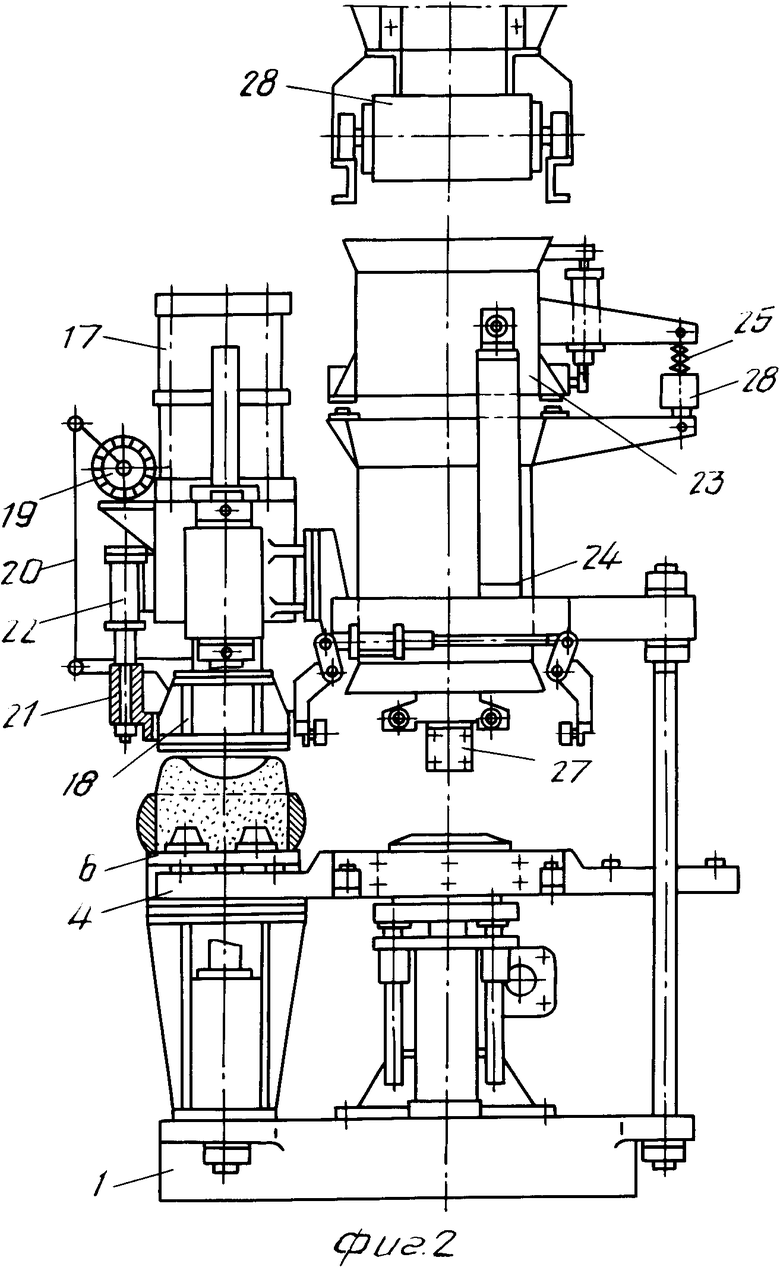
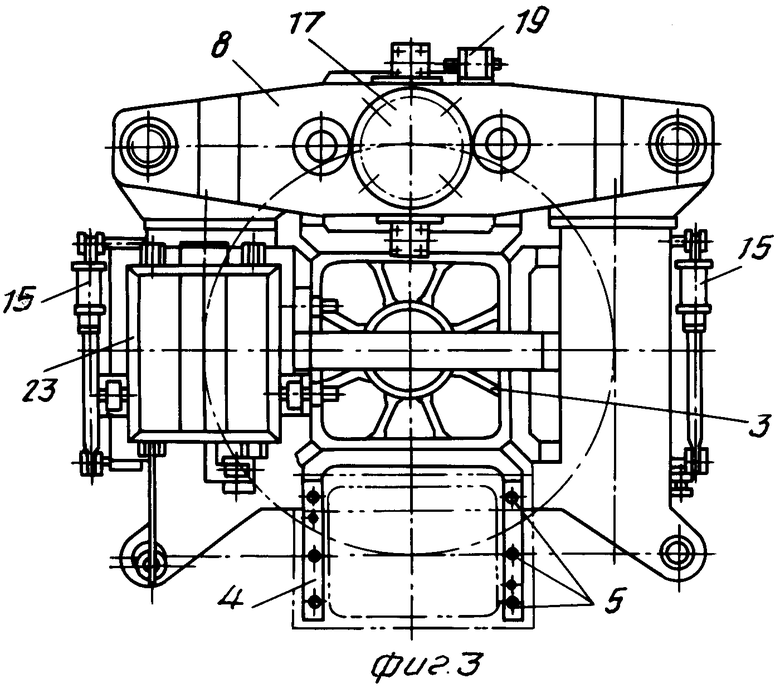
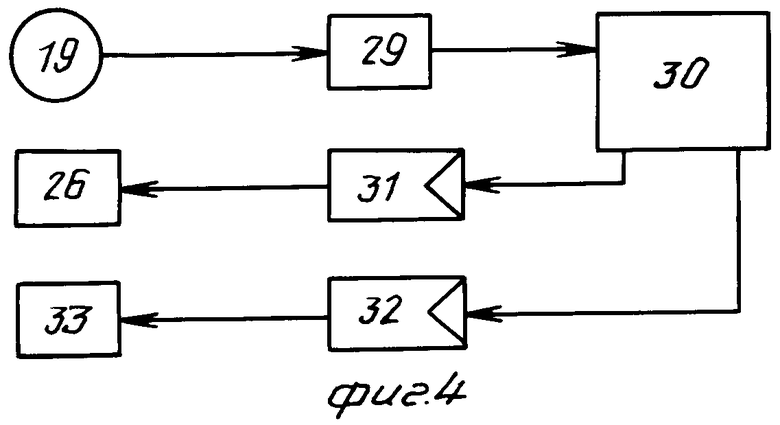
На фиг.1 изображен формовочный автомат; на фиг.2 - то же, вид слева; на фиг. 3 - то же, вид сверху; на фиг.4 - блок-схема управления системой дозирования формовочной смеси и механизмом прессования; на фиг.5 - схема пневматического привода механизма прессования и система его управления; на фиг. 6 - схема управления нивелирующим механизмом протяжного устройства.
Формовочный автомат (фиг.1, 2, 3) содержит станину 1, на которой установлена колонна 2 с карусельным столом 3. Стол имеет кронштейны 4 с подпружиненными опорами 5, на которых расположены модельно плиты 6. На станине размещены также колонны 7 с верхней траверсой 8, цилиндр 9 со столом 10 на его штоке для загрузки опок 11 в автомат и цилиндр 12 механизма протяжки.
На верхней траверсе 8 закреплены две пары роликовых планок 13 и 14 с цилиндрами 15 для их привода. На планках 13 смонтированы четыре нивелирующих гидроцилиндра 16 плунжерного типа. На траверсе 8 расположены также механизм прессования, содержащий сдвоенный пневмоцилиндр 17 и плиту 18, датчик 19 измерения величины хода механизма прессования, связанный системой рычагов 20 с прессовой плитой 18, наполнительная рамка 21 с цилиндром 22 ее привода, направляющая шахта 23, весовой бункер-дозатор 24, связанный через тягу 25 с электромагнитным задающим устройством 26, цилиндр 27 выдачи полуформ. Ленточный питатель 28 формовочной смеси установлен на бункерной эстакаде (не показана).
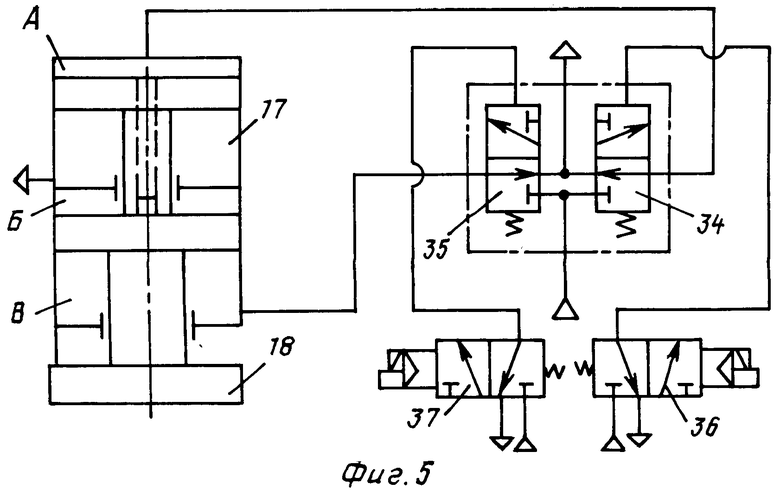
Блок-схема управления дозатором и механизмом прессования содержит датчик 19, преобразователь 29, счетно-решающее командное устройство 30, усилители 31 и 32, подключенные соответственно к задающему устройству 26 дозатора и устройству 33 управления механизмом прессования. Устройство 33 включает в себя (фиг. 5) пневматические распределители 34 и 35 с пневмоуправлением и управляющие пневмораспределители 36 и 37 с электроуправлением.
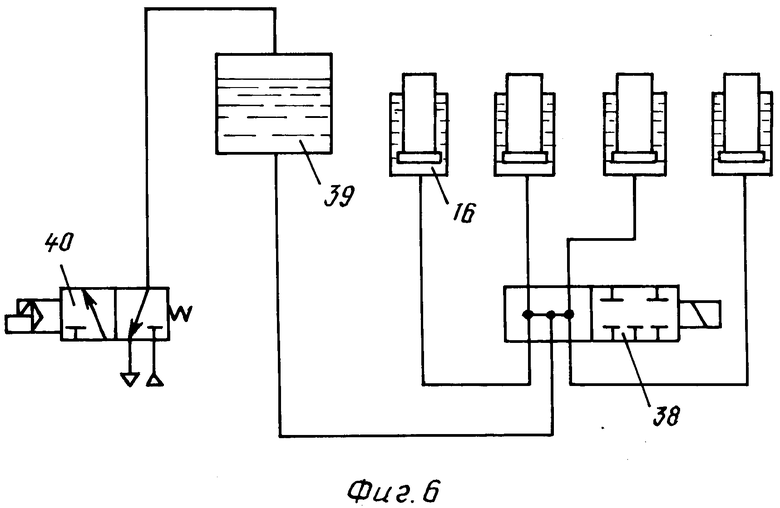
Управление работой нивелирующих гидроцилиндров 16 осуществляется в соответствии со схемой (фиг.6), в которую входят гидрораспределитель 38 с электроуправлением, бачок 39 с маслом и пневмораспределитель 40.
В качестве датчика 19 можно использовать как дискретный, так и непрерывный датчик перемещения, при этом в первом случае преобразователь 29 является быстродействующим счетчиком-сумматором импульсов, во втором - элементом аналого-цифрового преобразования информации.
Формовочный автомат работает следующим образом.
По рольгангу транспортной системы линии на роликовые планки 14 подается пустая опока, цилиндр 9 совершает ход вверх, по ходу снимает модельную плиту 6 с кронштейнов 4 карусельного стола 3, соединяет модель с опокой и поджимает их к направляющей шахте 23 (во время подъема модель опрыскивается разделительным составом), раскрываются створки бункера-дозатора 24, и формовочная смесь с высоты порядка 2 м падает на модель, уплотняясь при этом в некоторой степени. В шахте установлен пирамидальный рассекатель, обеспечивающий засыпку в центр модели меньшего количества смеси, чем на края. Это позволяет избежать переуплотнения в центральной части формы. Падение смеси улучшает наполнение карманов моделей и обеспечивает уплотнение периметра избытка смеси над опокой, что позволяет отказаться от наполнительной рамки в процессе перехода на позицию прессования. Нижняя часть шахты 23 выполнена с уклоном, что предотвращает зависание избытка в шихте. Во время засыпки смеси роликовые планки 14 расходятся, по окончании засыпки стол опускается, устанавливая модельную плиту 6 с опокой 11 на кронштейны 4 карусельного стола 3. Роликовые планки 14 сходятся, в них подается следующая опока. Створки бункера-дозатора 24 закрываются, и ленточным питателем 28 подается смесь в дозатор. После набора заданной дозы питатель останавливается.
Доза смеси задается силой тока в электромагните задающего устройства 26 весового дозатора. При наборе заданного веса усилие на тяге 25, закрепленной на бункере-дозаторе 24, превышает усилие отрыва якоря от ярма в электромагните задающего устройства, якорь отрывается от ярма, бункер-дозатор выходит из равновесия и поворачивается вокруг своей оси, замыкая конечный выключатель, который останавливает ленточный питатель 28.
Карусельный стол 3 поворачивается на 90о, подавая модель с опокой и смесью на позиции прессования. На этой позиции на опоку опускается пневмоцилиндрами наполнительная рамка 21, которая препятствует выдавливанию смеси в стороны во время прессования. При этом пружины опор 5, на которых стоит модель, сжимаются и модель своей нижней поверхностью опирается на станину машины, исключая нагружение карусельного стола усилием прессования.
Прессовые пневмоцилиндр 17 с плитой 18 совершают рабочий ход. Первая часть хода с целью экономии сжатого воздуха совершается по дифференциальному циклу. Распределитель 34 подает давление воздуха в полость А и (через отверстие в штоке) полость Б, а распределитель 35 - в полость В пневмоцилиндра 17. Таким образом, ход предварительного уплотнения совершается с малым усилием и высокой скоростью. В это время датчик 19 выдает через преобразователь 29 информацию о перемещении в счетно-решающее устройство 30. При остановке (т.е. когда сопротивление смеси равно усилию цилиндра) поступление информации о перемещении механизма прессования прекращается, что регистрируется счетно-решающим устройством 30. Последний через усилитель 32 подает команду пневмораспределителю 37 на переключение режима работы. Распределитель 35 соединяет полость В цилиндра с атмосферой, усилие прессования возрастает, и допрессовка производится полным усилием. Окончание прессования регистрируется по прекращению поступления информации о движении прессового механизма, как и в предыдущем случае, т.е. по окончании истинной деформации формовочной смеси в опоке. Распределители 34 и 35 переключаются, обеспечивая выхлоп из полостей А и Б и подачу давления в полость В. Происходит обратный ход цилиндра прессования. Пневмораспределители 36 и 37 служат для управления распределителями 34 и 35 большого сечения, а сами управляются при этом от счетно-решающего командного устройства 30 через усилитель 32. В результате осуществляется управление без задержки времени и до оптимальных параметров уплотнения (максимальных для предварительного хода и допрессовки), что обеспечивает экономию сжатого воздуха и сокращение времени цикла.
При остановке прессового цилиндра после допрессовки с датчика 19 через преобразователь 29 выдаются показания об общем ходе механизма прессования, которые в счетно-решающем устройстве сравниваются с заданной величиной. Величина фактического хода определяется количеством смеси в опоке. На основе сравнения величин хода производится пересчет управляющего набором веса параметра (напряжения электрического тока в задающем устройстве 26), скорректированная величина которого через усилитель 31 выдается на катушку задающего устройства при подходе к дозатору данной позиции карусели в следующем цикле дозирования смеси для данной модели.
Корректировка управляющего параметра осуществляется по функциональной зависимости
Uк = Uф - К˙(Сз - Сф), где Uк - корректированная величина для последующей формы данной позиции;
Uф - величина фактическая на данной форме (для первой формы в начале работы Uф = 0, и смеси выдается минимальное количество, заданное противовесом бункера-дозатора);
Сз - заданная величина хода, определяемая требуемым уровнем уплотненной смеси в опоке;
Сф - фактическая величина хода при параметре управления Uф;
К - коэффициент, определяемый системой программирования и задаваемый по техническому оптимуму (при увеличении К система быстрее выводится на заданное С, но точность поддержания уровня смеси ниже).
Коэффициент К выбирается таким образом, чтобы через 2-3 формы после запуска в работу устанавливался заданный уровень смеси в опоке.
Таким образом, при изменении свойств формовочной смеси система самонастраивается и обеспечивает поддержание заданного уровня смеси в опоке после уплотнения.
После возвращения плиты 18 в исходное положение карусельный стол 3 поворачивается на 90о, подавая модель с запрессованной полуформой на позицию протяжки. Цилиндр 12 совершает ход вверх, поднимая модель и полуформу с кронштейнов стола 3. Когда полуформа приходит в верхнее положение, роликовые планки 13 сходятся. Цилиндр 12 совершает ход вниз, при этом полуформа опускается на четыре плунжера гидроцилиндров 16. После незначительного хода под действием веса полуформы гидроцилиндры 16 блокируются гидрораспределителем 38, обеспечивая протяжку модели.
В дальнейшем по циклу гидроцилиндры 16 разблокируются, полуформа опускается на ролики планок 13 и выдается цилиндром 27 из автомата на рольганг формовочной линии. Роликовые планки 13 расходятся, нивелирующие гидроцилиндры 16 поднимаются (за счет подачи давления воздуха в бачок 39) в исходное положение. Наличие нивелирующих гидроцилиндров значительно улучшает работу протяжного механизма, так как исключается влияние отклонения размеров опок, моделей и других элементов, участвующих в протяжке.
После опускания протяжного механизма в исходное положение карусельный стол 3 поворачивается на 90о, модель оказывается на свободной позиции автомата для осмотра, обдува и совершения других технологических операций (установка стержней на модель, установка жеребеек, замена модели и т.д.). В дальнейшем цикл повторяется.
Формовочный автомат позволяет в случае изменения свойств смеси автоматически поддерживать заданный уровень уплотненной смеси в опоке, исключить операцию срезания избытка смеси с контрлада, которая вызывает искажение полуформ. Это позволяет сократить расход смеси, повысить качество фоpм. Кроме того, за счет оптимизации работы механизма прессования сокращается время цикла и снижается расход энергии на прессование.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Нивелирующее устройство для приемно-вытяжных механизмов формовочных машин | 1981 |
|
SU969426A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Формовочная машина | 1987 |
|
SU1502162A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
Изобретение относится к литейному производству и позволяет повысить производительность автомата и качество форм, получить экономию формовочной смеси и энергии, расходуемой во время уплотнения смеси. Автомат содержит карусельный стол с кронштейнами, на которых расположены модельные плиты и опоки. На верхней траверсе установлен весовой бункер-дозатор, связанный через тягу с электромагнитным задающим устройством, регулирующим дозу формовочной смеси. На траверсе смонтированы также пневмоцилиндр механизма прессования с плитой, датчик измерения величины хода плиты, с которой он связан через систему рычагов. Выход датчика соединен через преобразователь со счетно-решающим командным устройством, управляющие выходы которого подключены через усилитель к системе управления пневмоцилиндром и задающему устройству. Такая связь позволяет автоматически регулировать дозу формовочной смеси и усилие прессования при изменении свойств смеси. 6 ил.
ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ, содержащий механизм прессования с устройством управления, дозатор формовочной смеси с задающим устройством, механизм протяжки модели, отличающийся тем, что, с целью повышения производительности, сокращения расхода формовочной смеси, повышения качества форм и экономии энергии, он снабжен датчиком измерения величины хода механизма прессования, преобразователем, счетно-решающим командным устройством и усилителями, причем выход датчика через преобразователь соединен с входом счетно-решающего командного устройства, управляющие выходы которого подсоединены к задающему устройству дозатора и устройству управления механизмом прессования через усилители.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Однопозиционный формовочный автомат | 1983 |
|
SU1210959A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
