1
Изобретение относится к станкостроению, в частности к тяжелым горизонтально-расточным и фрезерно-расточным станкам, и может быть использовано как на новых станках, так и на ранее изготовленных.
Известны устройства для закрепления инструментальных оправок в шпинделе станка посредством поворотных рычагов.
Цель изобретения - механизация крепления оправок на станках, имеющих выдвижной и невыдвижпой шпиндели, и повышение жесткости выдвижного шпинделя.
Предлагаемое устройство отличается от известных тем, что оно снабжено кольцами, которые закреплены на передней торцовой части выдвижного и невыдвижного шпинделей и несут центрируюшие пояски для установки на них колец с выступами, причем между каждой парой сопрягающихся колец размещены упругие элементы, а в невыдвижном шпинделе выполнены пазы для поворотных рычагов, которые взаимодействуют с соответствующим кольцом, имеющим выступ.
Для передачи крутящего момента от выдвилиюго и невыдвижного шпинделей к кольцам с центрируюшими поясками, последние снабжены втулками, через которые проходят винты для крепления этих колец на шпинделях.
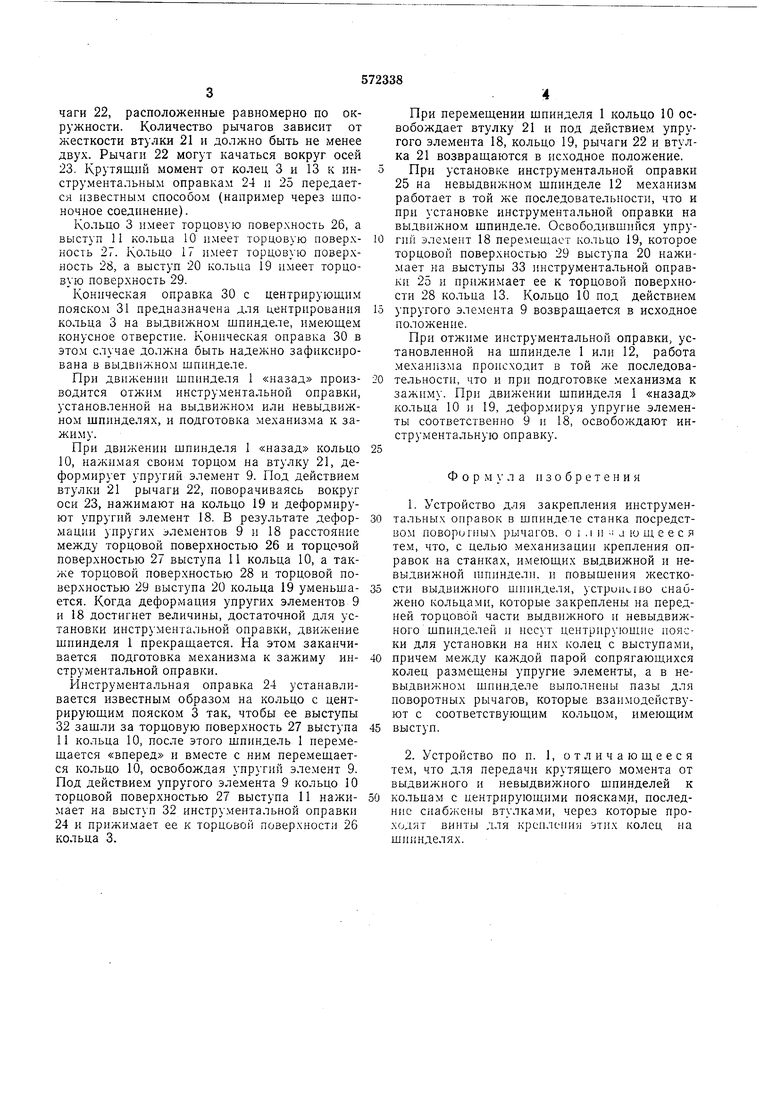
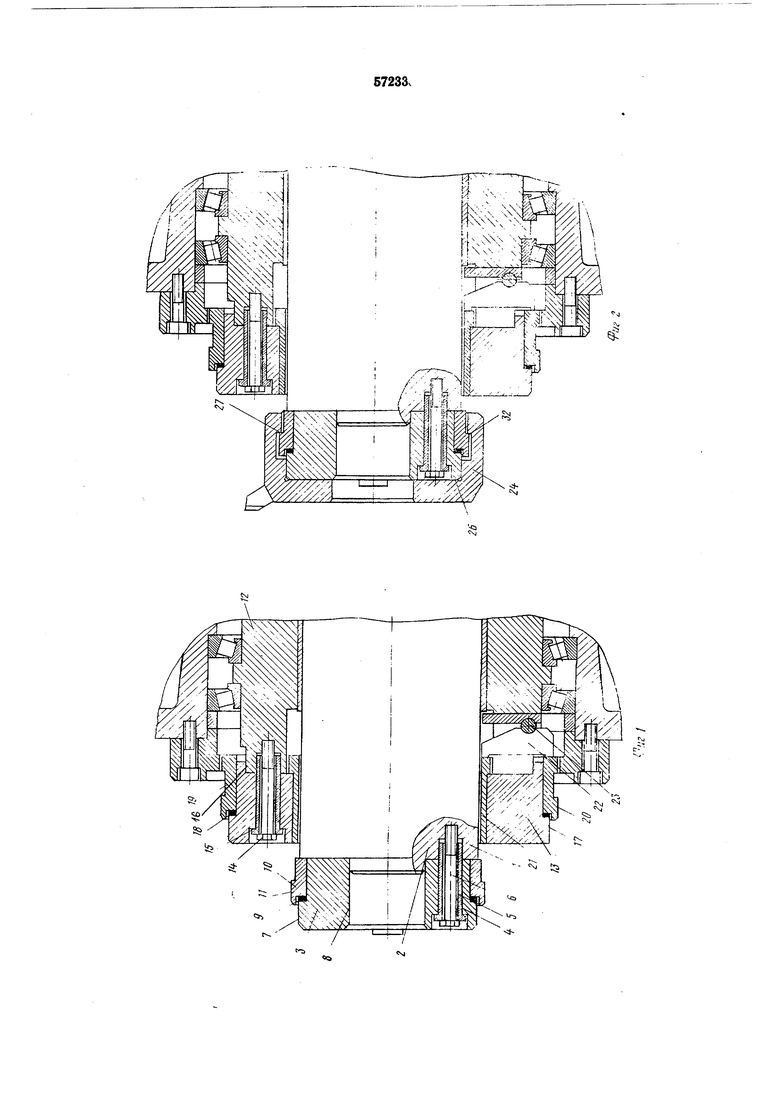
На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2-- установка оправки на выдвижном шпинделе; на фиг. 3 - установка оправки на невыдвижном шпинделе; на фиг. 4 - вариант исполнения
устройства для станков, имеющих конус в выдвижном шпинделе.
На передней торцовой части выдвижного шпинделя 1 имеется выступ 2 для центрирования кольца 3. В кольце выполнены отверстия 4 для установки втулок 5, которые передают крутящий момент от выдвижного шпинделя 1 к кольцу 3. Через втулки 5 проходят винты 6, крепящие кольцо 3 к выдвижному шпинделю. Кольцо 3 имеет центрирующие поверхности 7 и 8 для установки инструментальных оправок. Упругий элемент 9 расположен между кольцом 3 и кольцом 10, имеющим выступ 11. На передней торцовой части невыдвижного шпинделя 12 закреплено кольцо 13
винтами 14, которые проходят через втулки 15. Втулки 15 служат для передачи крутящего момента от невыдвижного шпинделя 12 к кольцу 13. Кольцо 13 имеет центрирующие поверхности 16 и 17. Поверхность 16 центрирует кольцо 13 на невыдвижном шпинделе 12, а поверхность 17 предназначена для установки инструментальных оправок. Упругий элемент 18 расположен менаду кольцом 13 и кольцом 19, имеющим выступ 20. На невыдвижном шпинделе 12 размещены втулка 21 и рычаги 22, расположенные равномерно по окружности. Количество рычагов зависит от жесткости втулки 21 и должно быть не менее двух. Рычаги 22 могут качаться вокруг осей 23. Крутящий момент от колец 3 и 13 к инструментальным оправкам 24 и 25 передается известным способом (например через шпоночное соединение). Кольцо 3 имеет торцовую поверхность 26, а выступ 11 кольца 10 имеет торцовую поверх- 10 ность 27. Кольцо 17 имеет торцовую поверхность 28, а выступ 20 кольца 19 имеет торцовую поверхность 29. Коническая оправка 30 с центрирующи.м пояском 31 предназначена для центрирования 15 кольца 3 на выдвижном щпинделе, имеющем конусное отверстие. Коническая оправка 30 в этом случае должна быть надежно зафиксирована в выдвижном шпинделе. При движении шпинделя 1 «назад произ- 20 водится отжим инструментальной оправки, установленнои на выдвижном или невыдвижном шпинделях, и подготовка механизма к зажиму. При движении шпинделя 1 «назад кольцо25 10, нажи.мая своим торцом на втулку 21, деформирует упругий элемент 9. Под действием втулки 21 рычаги 22, поворачиваясь вокруг оси 23, нажимают на кольцо 19 и деформируют упругий элемент 18. В результате дефор-зо мации упругих элементов 9 и 18 расстояние между торцовой поверхностью 26 и торцовой поверхностью 27 выступа 11 кольца 10, а также торцовой поверхностью 28 и торцовой поверхностью 29 выступа 20 кольца 19 уменьша-35 ется. Когда деформация упругих элементов 9 и 18 достигнет величины, достаточной для установки инструментальной оправки, движение шпинделя 1 прекращается. На этом заканчивается подготовка механизма к зажиму ин-40 струментальной оправки. Инструментальная оправка 24 устанавливается известным образом на кольцо с центрирующим пояском 3 так, чтобы ее выступы 32 защли за торцовую поверхность 27 выступа45 11 кольца 10, после этого шпиндель 1 перемещается «вперед и вместе с ним перемещается кольцо 10, освобождая упругий эле.мент 9. Под действием упругого элемента 9 кольцо 10 торцовой поверхностью 27 выступа 11 нажи-50 .мает на выступ 32 инструментальной оправки 24 и прижимает ее к торцовой поверхности 26 кольца 3. При перемещении щпинделя 1 кольцо 10 освобождает втулку 21 и под действием упругого элемента 18, кольцо 19, рычаги 22 и втулка 21 возвращаются в ис.чодное положение. При установке инструментальной оправки 25 на невыдвижном шпинделе 12 механизм работает в той же последовательности, что и при установке инструментальной оправки на выдвижном щпинделе. Освободившийся упрущи эле.меит 18 перемещает кольцо 19, которое торцовой поверхностью 29 выступа 20 нажимает на выступы 33 инструментальной оправки 25 и прижимает ее к торцовой поверхности 28 кольца 13. Кольцо 10 под действием упругого элемента 9 возвращается в исходное положение. При отжиме инструментальной оправки, установленной на шпинделе 1 или 12, работа механ 13ма происходит в той же последовательности, что и при подготовке .механизма к зажиму. При движении шпинделя 1 «назад кольца 10 и 19, деформируя упругие элементы соответственно 9 и 18, освобождают инстру.ментальную оправку. Формула изобретения 1. Устройство для закрепления инструментальных оправок в шпинделе станка посредством поворигных рычагов, о j .i и а ю щ е е с я тем, что, с целью механизации крепления оправок на станках, и.меющих выдвижной и невыдвижной шпиндели, и повышения жесткости выдвижного шпинделя, ycTpuiii iBo снабжено кольцами, которые закреплены на передней торцовой части выдвижного и невыдвижного шпинделей и несут центрирующие пояски для установки на них колец с выступами, причем между каждой парой сопрягающихся колец размещены упругие элементы, а в невыдвижном щпинделе выполнены пазы для поворотных рычагов, которые взаи.модействуют с соответствующим кольцом, имеющим выступ. 2. Устройство по п. 1, отличающееся те.м, что для передачи крутящего момента от выдвижного и невыдвижного шпинделей к кольцам с центрирующими поясками, последнис снабжены втулками, через которые проходят винты для крепления колец на Щ1П нделях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления инструментальных оправок | 1976 |
|
SU590089A1 |
| Устройство для зажима инструментальной оправки | 1982 |
|
SU1060352A1 |
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| Устройство для зажима инструментальной оправки в шпинделе фрезерно-расточного станка | 1982 |
|
SU1066761A1 |
| Шпиндельная бабка горизонтальнорасточного станка | 1976 |
|
SU601088A1 |
| Устройство для измерения крутящего момента на шпинделе металлорежущего станка | 1975 |
|
SU581395A1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК | 1972 |
|
SU426759A1 |
| Переходный сменный патрон | 1980 |
|
SU984722A1 |
| Устройство для зажима инструментальной оправки | 1982 |
|
SU1060351A1 |
| Шпиндельное устройство | 1986 |
|
SU1371887A1 |
t r- 1 : tk п i Pirll 1 h-i I
