Изобретение относится к классу конструкций электрод-инструментов для размерной электрохимической обработки и может найти применение для изготовления концентрических цилиндрических поверхностей, например полюсов из литых постоянных магнитов, широко применяемых в электромашиностроении.
Известны электрод-инструменты для электрохимической обработки профильных поверхностей, в которых рабочий профиль инструмента выполняют эквидистантно обрабатываемой поверхности анода-детали. Электродинструменту сообш,ается враш,ательное движение, а обрабатываемой детали - поступательное движение подачи. При этом для выполнения концентрических цилиндрических поверхностей требуются переналадки и замена электрод-инструмента с другой конфигурацией рабочего профиля, с возможностью лишь поштучной обработки.
Пель изобретения - повышение производительности процесса путем одновременной групповой обработки концентрических цилиндрических поверхностей деталей.
Для этого предлагаемый электрод-инструмент выполнен составным по меньшей мере из двух элементов, концентрически установленных один в другом, причем один из элементов выполнен с внутренней рабочей поверхностью в виде тора, а другой - в виде сферы, таким образом, что расстояние между указанными поверхностями достаточно для установки обрабатываемой детали.
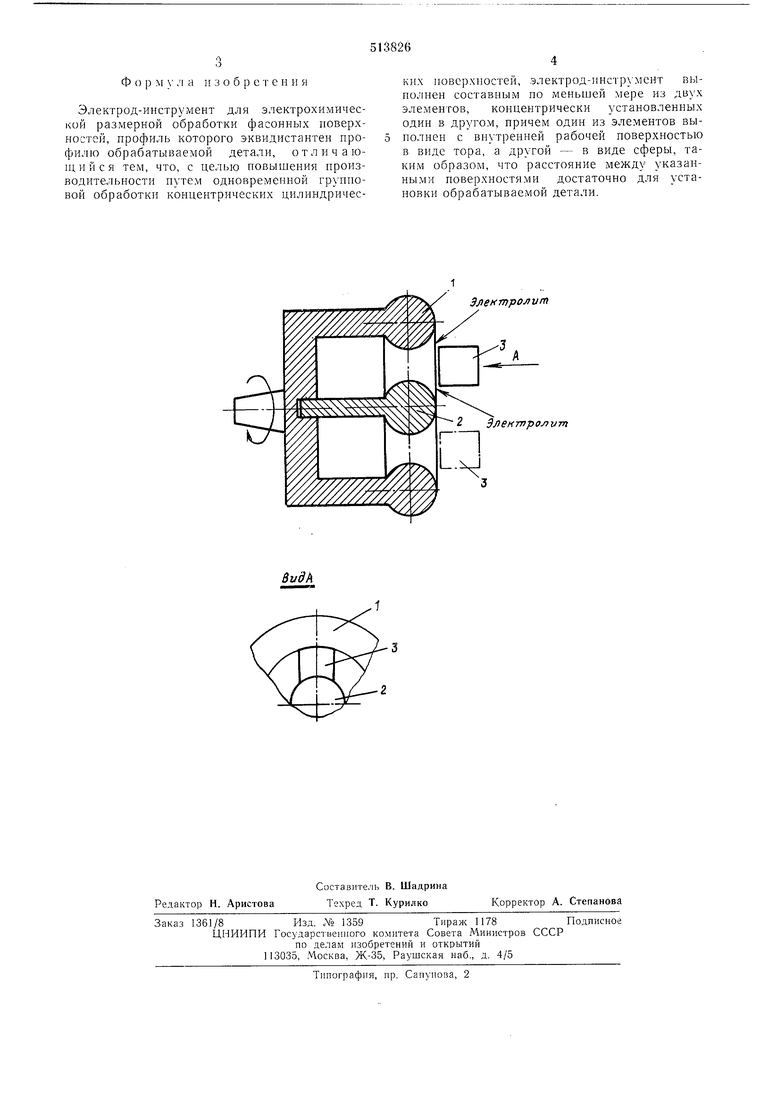
На чертеже изображен предлагаемый электрод-инструмент.
При враш.ении электрод-инструмента с рабочими частями, выполненными в виде тора I и сферы 2, обрабатываемой детали 3 еообндается поступательное движенне подачи. В межэлектродный зазор прокачивается электролит.
В процессе электрохимической обработки детали 3 происходит одновременная обработка двух концентрических цилиндрических поверхностей, причем внутренний радиус тора эквидистантен наружному радиусу обрабатываемой детали, а радиус сферы установленного внутри электрод-инструмента сферического элемента-эквидистантен внутреннему радиусу детали. Для выбора оптимальных условий прокачки электролита возможно горизонтальное или вертикальное расцолол-сение электрод-инструмента.
Такое выполнение электрод-инструмента позволяет с высокой точностью и производительностью производить электрохимическую профильную обработку литых постоянных .магнитов для полюсов электрических машин.
Ф о р м у л а и 3 о б р е т е н и я
Электрод-инструмент для электрохимичесKofi размерной обработки фасонных поверхностей, профиль которого эквидистантен профилю обрабатываемой детали, отличаюи 1, и и с я тем, что, с целью повышения производительности путем одновременной групповой обработки концентрических цилиндрических поверхностей, электрод-инструмент вынолпен составным по меньшей мере из двух элементов, концентрически установленных один в другом, причем один из элементов вынолнен с внутренней рабочей поверхностью в виде тора, а другой - в виде сферы, таким образом, что расстояние между указанными поверхностями достаточно для установки обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2184015C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| Способ электрохимической размерной обработки поверхностей тел вращения | 1980 |
|
SU876345A1 |
| Устройство для электрохимической обработки | 1988 |
|
SU1646732A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1971 |
|
SU298454A1 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| Способ электрохимической размерной обработки | 1973 |
|
SU506483A1 |
2 Элвнтпролит
