Изобретение относится к машиностроению, в частности к зачистным устройствам, и может быть использовано при зачистке крупногабаритных криволинейных поверхностей тел вращения.
Целью изобретения является расширение технологических возможностей путем обеспечения возможности обработки криволинейных поверхностей с большим диапазоном изменения кривизны и повышение качества обработки путем ограничения или сигнализации об износе шлифовгшьного круга. I
На фиг,1 изображена головка,
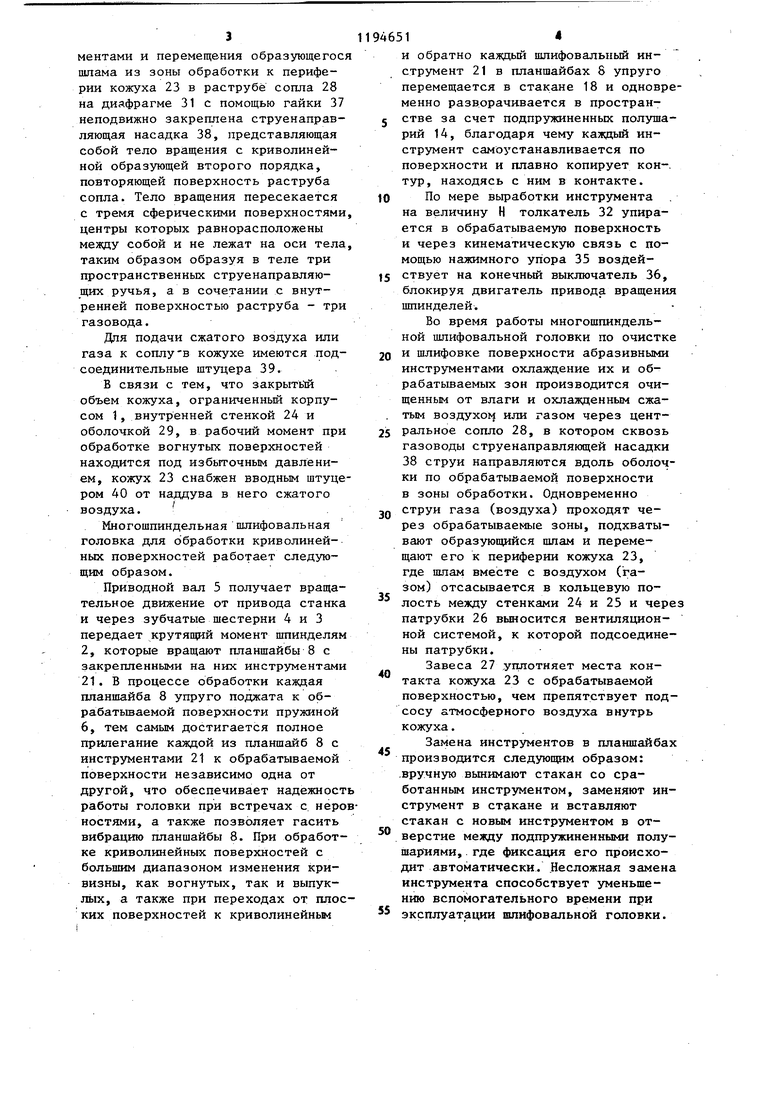
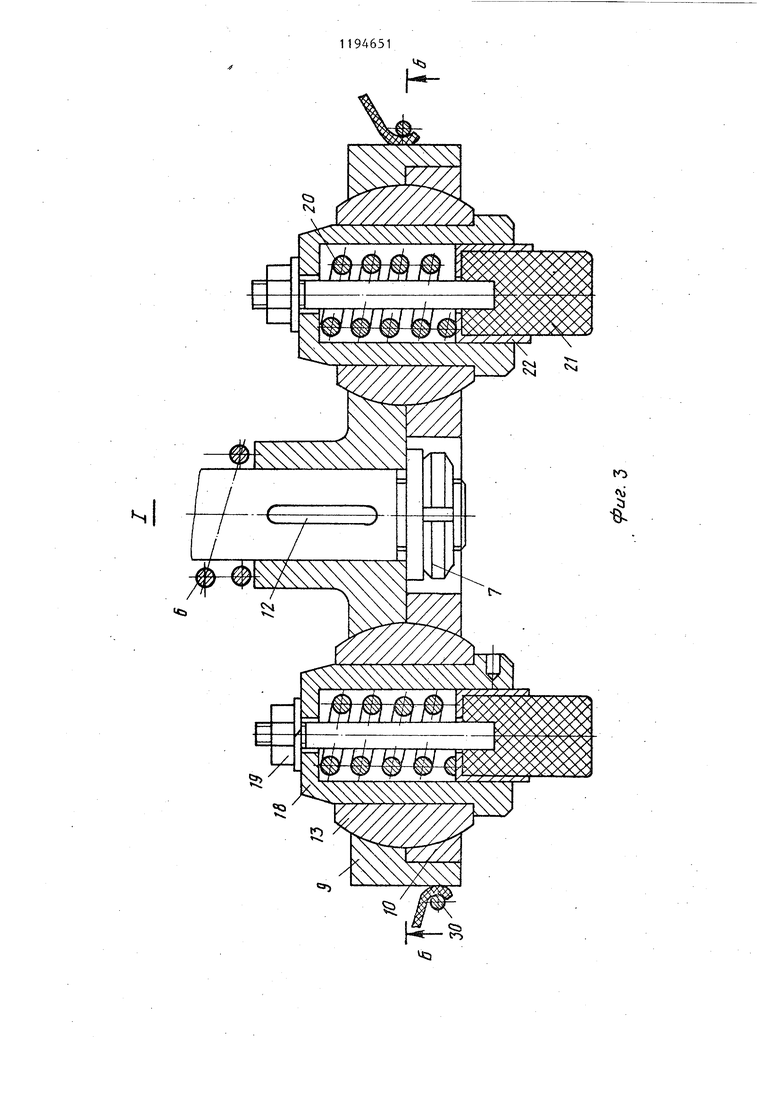
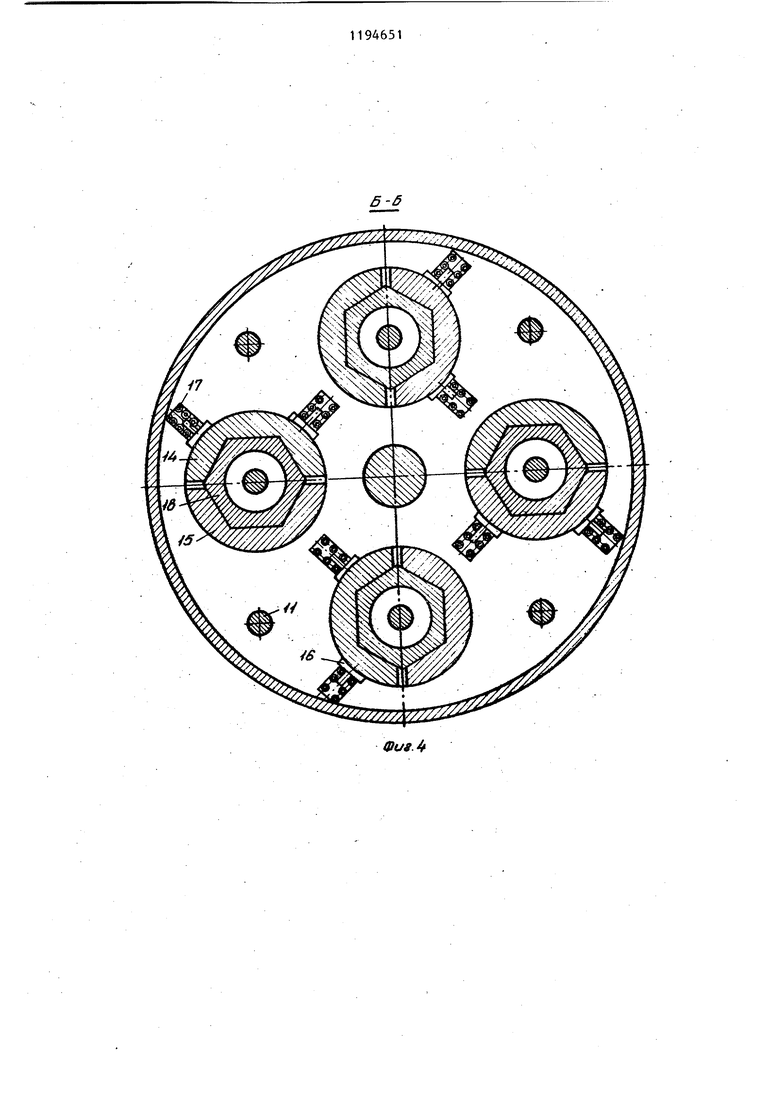
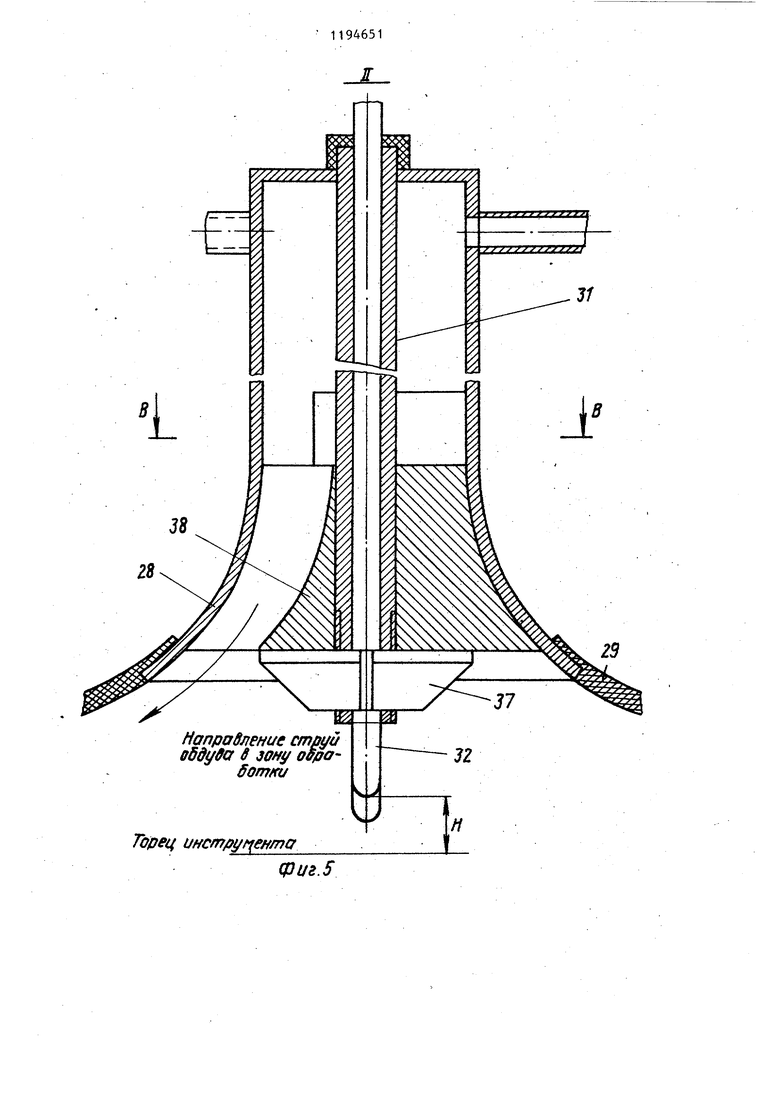
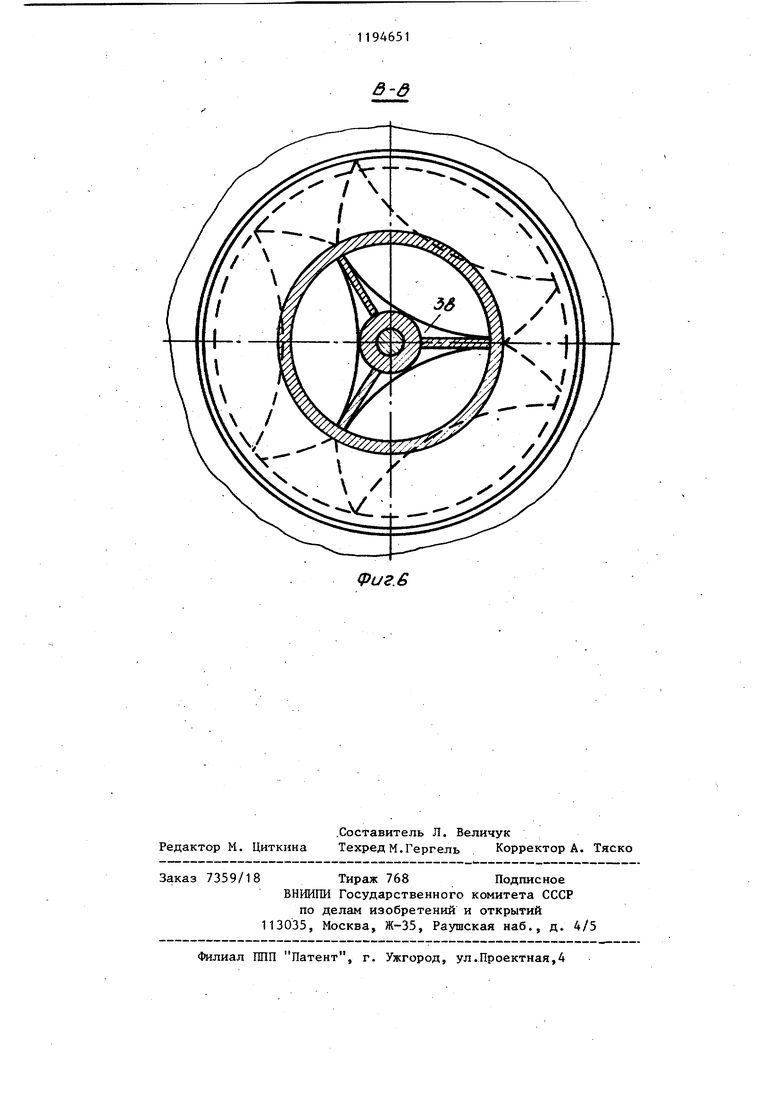
общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - узел I на фиг.1, фиг.4.- разрез Б-Б на фиг.З, фиг.З - узел II на фиг.1; фиг,6 разрез В-Б на фиг.З.
Многошпиндельная головка для обработки криволинейных поверхностей входит в сменный комплект шлифовальных инструментов к станку для механической обработки криволинейных поверхностей изделий типа днищ и крышек.
Предлагаемая многошпиндельная шлифовальная головка состоит из разъемного корпуса .1, в котором установлены три шпинделя 2, несущие шестерни 3, находящиеся постоя но в зацеплении с центральной шестерней 4, сидящей на приводном валу 3, присоединенном к приводу станка. Приводной вал 3 и шпинделя 2 смонтированы на подшипниках качения. На каждом шпинделе 2 через пружины 6 подвижно подвешена н гаечном соединении 7 раагъемная планшайба 8, состоящая из верхнего диска 9 и нижнего диска 10, скрепленных между собой болтами 11. Крутящий момент от шпинделя 2 к планшайбе 8 передается через скользящую шпонку 12. Мезкду верхним и нижним дисками 9 и 10 в сфер ческих гнездах равномерно заделаны разъемные шаровые опоры 13, а каждый щар образован из,двух полушарий 14 и 13, которые через сухари 16 подпружинены пружинами 17, устанавленными вокруг одного полушария 14 в плоскости разъема планшайбы 8. В отверстие шаровой опоры 13 вставлен стакан 18, которьй зажат от выпадения подпружиненным
1946312
полушарием 14. К стакану 18 с помощью гаечного соединения 19 подвешен через пружину 20 за оправку сменный шлифовальный инструмент 21,
5 заправленный в гильзу 22 и вставленный в стакан 18 с возможностью упругого перемещения.
Снаружи планшайбы 8 с инструментами закрыты специальным защитtO ным кожухом 23, прикрепленным к корпусу 1, а сам кожух состоит из концентричных цилиндрических сте- нок (внутренней 24 и наружной 23), образующих между собой кольцевую
fS полость вокруг планшайб 8 с отсасывающими патрубками 26 и наружной стенке 23 и уплотнительной гибкой завесой 27. Внутри кожуха 23 смонтировано центральное сопло
20 28, равноотстоящее от шпинделей 2 и соединенное через трубопроводы с системой сжатого воздуха, очищенного от влаги, или с системой сжатого нейтрального газа (не по-25 казаны).
Для направления потока газа (воздуха) вдоль обрабатываемой поверхности и уменьшения его турбулентности металлический раструб
30 сопла 28 в выходной его части соединен с гибкой оболочкой 29, например резиновой, и периферия ее края плотно закреплена по торцу внутренней стенки 24. В местах прохода планшайб 8 через оболочку имеются отверстия с уплотнительньиущ кольцами 30.
Для предупреждения возможности повреждения обрабатываемой поверхности при срабатывании инструментов головки в сопло 28 жестко вмонтирована концентричная цилиндрическая диафрагма 31 с установленньм внутри нее подвижным толкателем 32, связанным через двуплечий рычаг 33 и подпружиненньй стержень 34 с нажимньм упором 33, взаимодействующим с конечным выключателем 36, предназначенным для блокировки двигателя привода вращения
шпинделей (не показан).
При подаче сжатого воздуха или газа из сопла 28 для разворота его струй вдоль обрабатываемой поверхности и направления струи на каждую зону обработки инструментов 21 (в данном случае три зоны) с целью охлаждения указанных зон с инстру3
ментами и перемещения образующегося шлама из зоны обработки к периферии кожуха 23 в раструбе сопла 28 на диафрагме 31 с помощью гайки 37 неподвижно закреплена струенаправляющая насадка 38, представляющая собой тело вращения с криволинейной образующей второго порядка, повторяющей поверхность раструба сопла. Тело вращения пересекается с тремя сферическими поверхностями центры которых равнорасположены между собой и не лежат на оси тела таким образом образуя в теле три пространственных струенаправляющих ручья, а в сочетании с внутренней поверхностью раструба - три газовода.
Для подачи сжатого воздуха или газа к соплуВ кожухе имеются подсоединительные штуцера 39.
В связи с тем, что закрытый объем кожуха, ограниченньш корпусом 1, внутренней стенкой 24 и оболочкой 29, в рабочий момент при обработке вогнутых поверхностей находится под избыточным давлением, кожух 23 снабжен вводным штуцером 40 от наддува в него сжатого воздуха.
Многошпиндельная шлифовальная головка для обработки криволинейных поверхностей работает следующим образом.
Приводной вал 5 получает вращательное движение от привода станка и через зубчатые шестерни 4 и 3 передает крутящий момент шпинделям 2, которые вращают планшайбы 8 с закрепленными на них инструментами 21. В процессе обработки каждая планшайба 8 упруго поджата к обрабатьшаемой поверхности пружиной 6, тем самым достигается полное прилегание каждой из планшайб 8 с инструментами 21 к обрабатываемой поверхности независимо одна от другой, что обеспечивает надежност р;аботы головки при встречах с нероностями, а также позволяет гасить вибрацию планшайбы 8. При обработке криволинейных поверхностей с болыиим диапазоном изменения кривизны, как вогнутых, так и выпукль1х, а также при переходах от плоских поверхностей к криволинейньм
946514
и обратно каждый шлифовальный инструмент 21 в планшайбах 8 упруго перемещается в стакане 18 и одновременно разворачивается в пространстве за счет подпружиненных полушарий 14, благодаря чему каждый инструмент самоустанавливается по поверхности и плавно копирует кон-, тур, находясь с ним в контакте.
to По мере выработки инструмента на величину Н толкатель 32 упирается в обрабатываемую поверхность и через кинематическую связь с помощью нажимного упора 35 воздейJ5 ствует на конечный выключатель 36, блокируя двигатель привода вращения шпинделей.
Во время работы многощпиндель- ной шлифовальной головки по очистке
20 и шлифовке поверхности абразивными инструментами охлаждение их и обрабатываемых зон производится очищенным от влаги и охлажденным сжа. тым воздухом или газом через центральное сопло 28, в котором сквозь газоводы струенаправляющей насадки 38 струи направляются вдоль оболочки по обрабатываемой поверхности в зоны обработки. Одновременно
2Q струи газа (воздуха) проходят через обрабатываемые зоны, подхватывают образующийся шлам и перемещают его к периферии кожуха 23, где шлам вместе с воздухом (газом) отсасывается в кольцевую полость между стенками 24 и 25 и через патрубки 26 вьшосится вентиляционной системой, к которой подсоединены патрубки.
Завеса 27 уплотняет места контакта кожуха 23 с обрабатываемой поверхностью, чем препятствует подсосу атмосферного воздуха внутрь кожуха.
Замена инструментов в планшайбах производится следующим образом: .вручную вынимают стакан со сработанным инструментом, заменяют инструмент в стакане и вставляют стакан с новым инструментом в отверстие между подпружиненными полушариями, где фиксация его происходит автоматически. Несложная замена инструмента способствует уменьшению вспомогательного времени при
5 эксплуатации шлифовальной головки. - .
, Bud А
Фаг. 2
s
4N T7 T T
/
5
Ю
)
JLНапрадление стма
вбдуба д зону Off/soбот/ш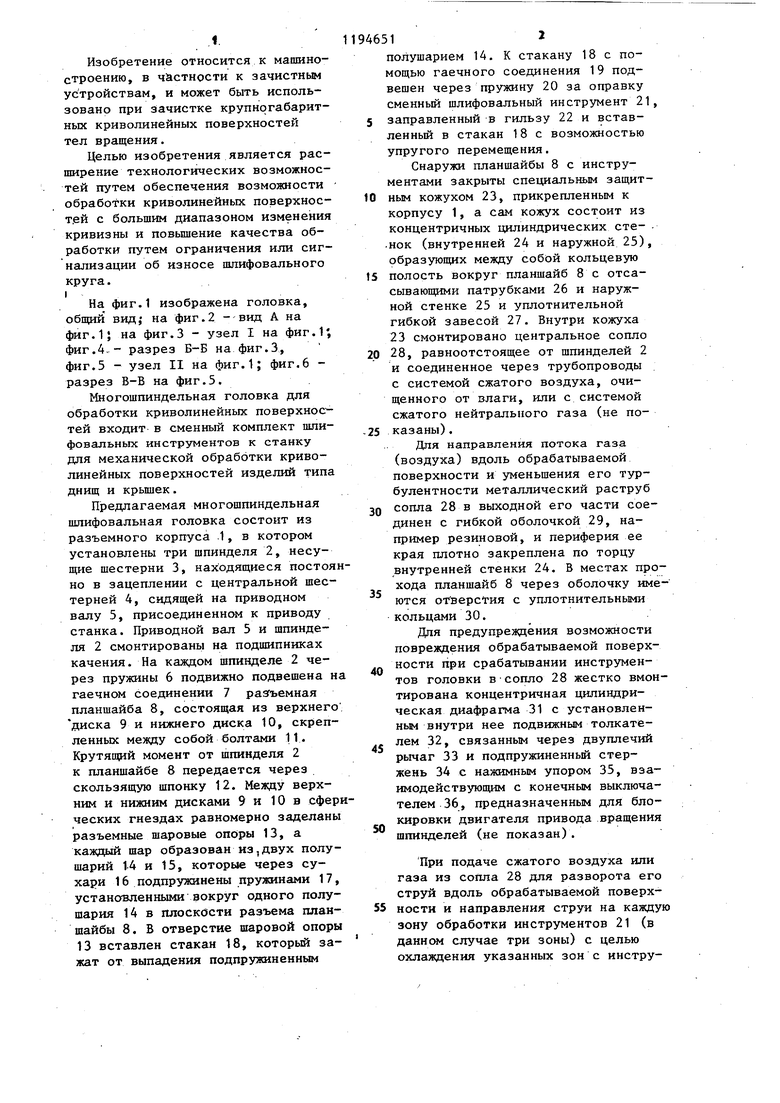
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1972 |
|
SU324802A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОКВСЕСОЮЗНАЯa^T?HlHO-HXu"iE:ifARБИБЛИОТЕКА | 1971 |
|
SU315570A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2001 |
|
RU2188120C1 |
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| МНОГОШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1967 |
|
SU194576A1 |
| Система отсоса пыли шлифовального станка с оптической системой визуального контроля области обработки в проходящем свете | 2021 |
|
RU2805650C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
| Многошпиндельное устройство для шлифования криволинейных поверхностей | 1978 |
|
SU779032A1 |
| Устройство поворота сверлильной насадки в многошпиндельном сверлильном станке | 1985 |
|
SU1341033A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДНОЙ РАЗРАБОТКИ ГРУНТА | 2007 |
|
RU2353732C2 |
1. МНОГОШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА для обработки криволинейных поверхностей, содержащая корпус, привод вращения шпинделей с установленными на каждом из них планшайбами с равномерно размещенными по окружности относительно, оси шпинделя шаровыми опорами, несущими шлифовальные инструменты, а также защитный кожух с соплом, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения возможности обработки криволинейных поверхностей с большим диапазоном изменения кривизны, каждая планшайба вьтолнена разъемной, а шаровые опоры выполнены из двух полушаров, один из которых подпружинен в плоскости разъема планшайбы. 2. Многошпиндельная шлифовальная головка ПОП.1, отличающаяся тем, что, с целью повышения качества обработки, сопло защитного кожуха снабжено концентрично размещенной внутри него § цилиндрической диафрагмой с установленным в ней подвижным толкате(Л лем, кинематически связанным с введенными в головку упором и концевым выключателем, смонтированными на корпусе и предназначенными для блокировки двигателя привода вращения шпинделей. со liU Од СП
Торец инст/5уг ен/па
фцг.5
//
| МНОГОШПИНДЕЛЬНАЯ ШЛИФОВАЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU324802A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
