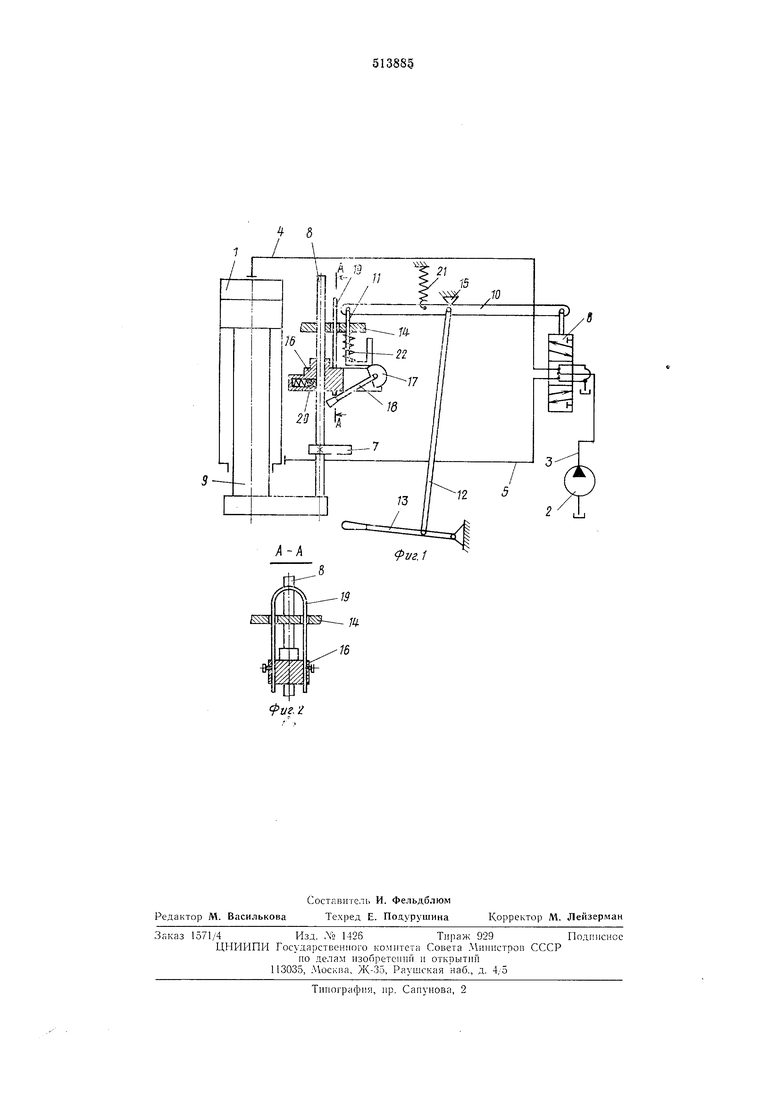
Изобретение относится к области обработки металлов давлением. Известны системы управления гидравлическим прессом, содержащие насос, соединенный с рабочим цилиндром через распределитель, управляемый установленной на станине рукояткой, связанной через тягу с подпружиненным рычагом, один конец которого соединен шарнирпо с распределителем, а второй - с подпружиненным толкателем, а также соединенную со штоком рабочего цилиндра штангу, несуп;ую отключаюн ий кулачок, и механизм коротких ходов, выполненный в виде кронштейна с размещенным на нем поворотпым кулачком, снабженным рукояткой поворота и взаимодействующим с толкателем. Недостатком известной конструкции является сложность ее перенастройки при изменении размеров обрабатываемой заготовки и инструмента. Упрощение перенастройки системы при изменении размеров обрабатываемой заготовки и инструмента обеспечивается за счет того, что в предлагаемой системе в механизм коротких ходов введен гибкий элемент регулируемой длины, связывающий кронштейн со станиной и выполненный, например, в виде троса, закрепленного петлеобразно на кронштейне, при этом на кронштейне смонтирован одпружиненный фрикционный элемент, взаимодействующий со штангой. На фиг. 1 представлена гидрокинематическая схема предлагаемой системы; иа фиг. 2- сечение по А-А на фиг. 1. Система управления гидравлическим прессом содержит рабочий цилиндр 1, насос 2, трубопроводы 3-5, распределитель 6, отключающий кулачок 7, установленный на штанге 8, связанной со штоком 9, рычаг 10, один конец которого связан с толкателем 11, а другой - с распределителем 6. В средней части рычаг 10 шарнирно соединен с тягой 12, посредством которой он связан с рукояткой управления 13. Над точкой сочленения рычага 10 с тягой 12 установлен на станине 14 упор 15. На штанге 8 консольно размещен кронштейн 16 с поворотным кулачком 17 и рукояткой 18. Гибкий элемент 19 связывает кронштейн 16 с неподвижной деталью нресса- станиной 14. Ноднружиненный фрикционный элемент 20 встроен в кронштейн 16 для его более надежной фиксации. Для возвращения распределительного золотника 6 в верхнее положение предусмотрены пружины 21 и 22. Система управления гидравлическим прессом работает следующим образом. При перемещении рукоятки управления 13 вниз тяга 12 опускается, а связанный с нею
рычаг 10 отходит от упора 15. Распределитель 6 перемещается впиз, и рабочая жидкость от насоса 2 по трубопроводу 3 через распределительный золотник 6 и трубопровод 4 поступает в поршневую полость рабочего цилиндра. При этом зафиксированный фикционньш элементом 20 кронштейн 16 опускается вместе со штангой 8 до тех пор, пока гибкий элемент 19 не окажется в натянутом состоянии.
При дальнейшем ходе штока 9 со штангой 8 вниз кронштейн 16 остается неподвижным, подвешенным на гибком элементе 19, а вся система подготовлена к выполнению короткого хода вверх.
При дальнейшем движении штока 9 вниз осупхествляется деформация заготовки. После этого для контроля величины деформации рукоятка управления 13 отпускается, при этом под действием пружины 21 рычаг 10 поднимается до упора 15, перемещая распределитель 6 вверх, в результате чего шток 9 и штанга 8 поднимаются за счет подачи жидкости от насоса 2 через распределитель 6 и трубопровод 5 в штоковую полость рабочего цилиндра 1, а гибкий элемент 19 освобождается от натяжения.
При дальнейшем совместном движении штанги 8 и кронштейна 16 кулачок 17 взаимодействует с толкателем 11, который, поворачивая рычаг 10 по часовой стрелке относительно упора 15, переводит распредедитель 6 в нейтральное положение. Шток 9 останавливается, отойдя от деформируемой заготовки на величину короткого хода. Величина короткого хода равна расстоянию между кронштейном 16 и толкателем 11, отрегулированному на нужную величину при натянутом гибком элементе 19.
Для съема обработанной заготовки и установки новой необходимо совершить полный ход щтока 9 до крайнего верхнего положения. Для этого рукоятку управления 13 отпускают, в результате чего шток 9 совершает короткий ход вверх.
При повороте рукоятки 18 и связанного с
ней кулачка 17 толкатель 11 освобождается
и перемещается вниз под действием пружины
22, перемещая распредедитель 6 вверх с помощью рычага 10.
Движение штока 9 вверх продолжается до тех пор, пока отключающий кулачок 7 не достигает толкателя И. В это время кронштейн 16 вместе со щтангой 8 перемещается вверх до упора в станину 14. После этого он останавливается, а щтанга 8 продолжает движение вверх до полной остановки штока 9 в момент, когда кулачок 7 через толкатель 11 и рычаг 10 выводит распределитель 6 в иейтральное положение.
После установки новой заготовки или замены инструмента система готова к работе в описанном порядке.
Формула и 3 о б р е т е и и я
Система управления гидравлическим прессом, содержащая насос, соединенный с рабочим цилиндром через распределитель, управляемый установленной на станине рукояткой,
связанной через тягу с подпружиненным рычагом, один конец которого соединен шарнирно с распределителем, а второй - с подпрул иненным толкателем, а также соединенную со штоком рабочего цилиндра штангу, несуЩую отключающий кулачок, и механизм коротких ходов, выполненный в виде кронштейна с размещенным на нем поворотным кулачком, снабженным рукояткой поворота и взаимодействующим с толкателем, отличаюЩ а я с я тем, что, с целью упрощения перенастройки системы при изменении размеров обрабатываемой заготовки и инструмента, в механизм коротких ходов введен гибкий элемент регулируемой длины, связывающий кронщтейн
со станиной и выполненный, например, в виде троса, закрепленного петлеобразно на кронштейне, при этом на кронштейне смонтирован подпружиненный фрикционный элемент, взаимодействующий со щтангой.
Л-Л
/
-W
да
EiS
зд
vz.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления гидравлическим прессом | 1978 |
|
SU734014A2 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ | 1972 |
|
SU345021A1 |
| СИСТЕМА УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ПРЕССОМ | 1972 |
|
SU330712A1 |
| Система управления гидравлическим прессом | 1979 |
|
SU835829A1 |
| Устройство для спуска-подъема труб под давлением | 1983 |
|
SU1142616A1 |
| ФАКЕЛЬНАЯ СИЛОВАЯ УСТАНОВКА | 1993 |
|
RU2073792C1 |
| Автомат для сборки деталей типа валик-втулка | 1976 |
|
SU657950A2 |
| Станок для обрезки полых деталей | 1981 |
|
SU958044A1 |
| Винтовой пресс | 1988 |
|
SU1523394A1 |
| Система автоматического управления ковочным прессом | 1975 |
|
SU610678A1 |
fvZ.2
