1
Изобретение относится к литейному машиностроению и может быть использовано в автоматических линиях безопочной горизонтально-стопочной -формовки.
Известны шагающие конвейеры для транспортировки безопочных форм, включаюш,ие неподвижную и подвижную рамы с приводами ее горизонтального и вертикального перемешений.
Известные шагающие конвейеры допускают возможность смещения форм в плоскости разъема, что связано с неравномерностью подъема подвижной рамы большой длины.
С целью предотвращения смещения плоскости разъема транспортируемых безопочных форм в предлагаемом конвейере подвижная рама снабжена амортизаторами и установленны.ми на них приемными планками.
Приемные планки снабжены установочными лальцами, а амортизаторы и подвижная рама выполнены с отверстиями, в которых размещены установочные пальцы .приемных планок.
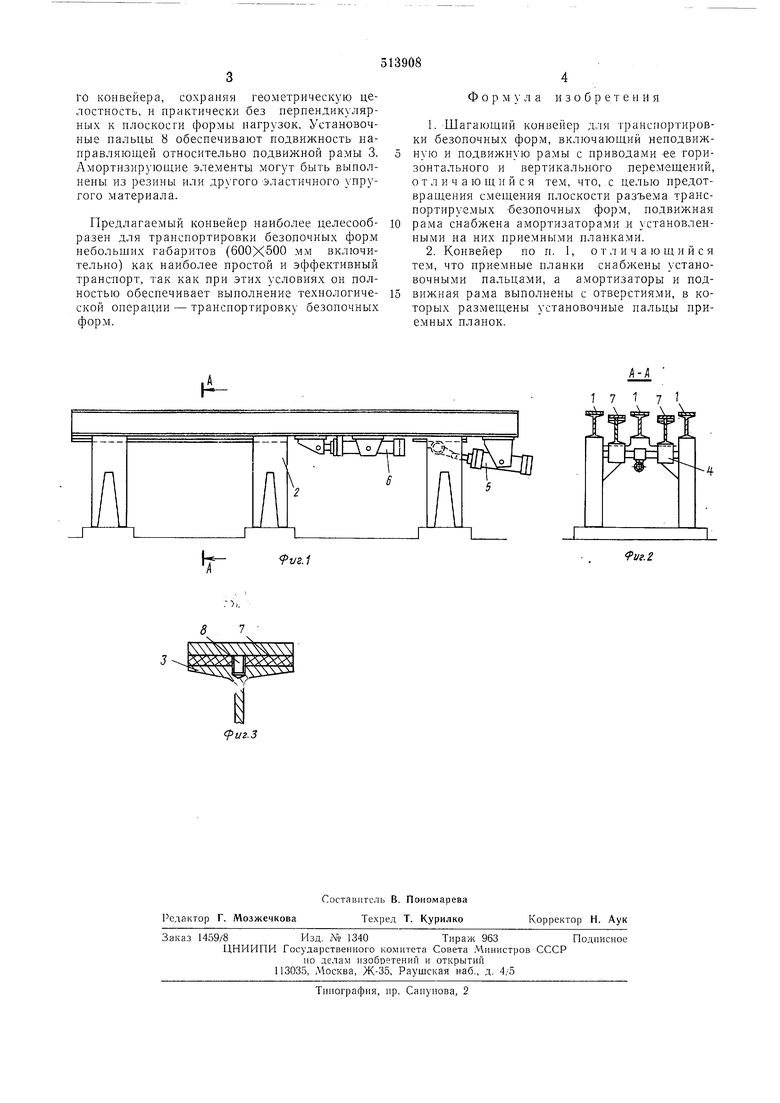
Па фиг. 1 показан предлагаемый конвейер, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - поперечный разрез подвижной рамы.
Конвейер включает неподвижные направляющие 1, закрепленные на опорах 2, подвижную раму 3 с направляющими, поддерживающие ролики 4, привод 5 подъема рамы и привод 6 перемещения рамы 3. Паправляющие, расположенные на подвижной раме, опираются на а.ммортизирующие элементы 7 и меют установочные пальцы 8, проходящие через отверстия в амортизирующих элементах и верхнем основании подвил пой рамы.
Конвейер работает следующим образом.
При поступлении очередной формы по неподвижным направляющим в стопку происходит подъем подвижной рамы 3, направляющие которой, прижимаясь к основанию стопки форм, сЛСимают амортизирующие элементы 7, принимая на себя часть веса.
Л есткость амортизирующих элементов выбирается так, чтобы при подъеме подвижной рамы стопка форм не отрывалась от неподвижных направляющих, а частично взвешивалась амортизирующими элементами, принимая на себя 50% или более веса стопки форм. В дальнейшем подвижная рама под действием гидроцилиндров движется вперед, перемещая стопку на шаг, равный толщине формы.
При этом стопка форм фактически движется по плоскости неподвижной рамы шагающего конвейера, сохраняя геометрическую целостность, и нрактически без перпендикулярных к плоскости формы нагрузок. Установочные пальцы 8 обеспечивают подвижность направляющей относительно подвижной рамы 3. Амортизирующие элементы могут быть выполнены из резины или другого эластичпого упругого материала.
Предлагаемый конвейер наиболее целесообразен для транспортировки безопочных форм небольших габаритов (600Х500 мм включительно) как наиболее простой и эффективный транспорт, так как при этих условиях он полностью обеспечивает выполнение технологической операции - транспортировку безопочных форм.
Формула изобретения
1.Шагающий конвейер для транспортировки безопочных форм, включающий неподвижную и подвижную рамы с приводами ее горизонтального и вертикального перемещений, отличающийся тем, что, с целью предотвращения смещения плоскости разъема транспортируемых безопочных форм, подвижная рама снабжена амортизаторами .и установленными на них приемными планками.
2.Конвейер по п. 1, отличающийся тем, что прИемные планки снабжены установочными пальцами, а амортизаторы и подвижная рама выполнены с отверстиями, в которых размещены установочные пальцы приемных планок.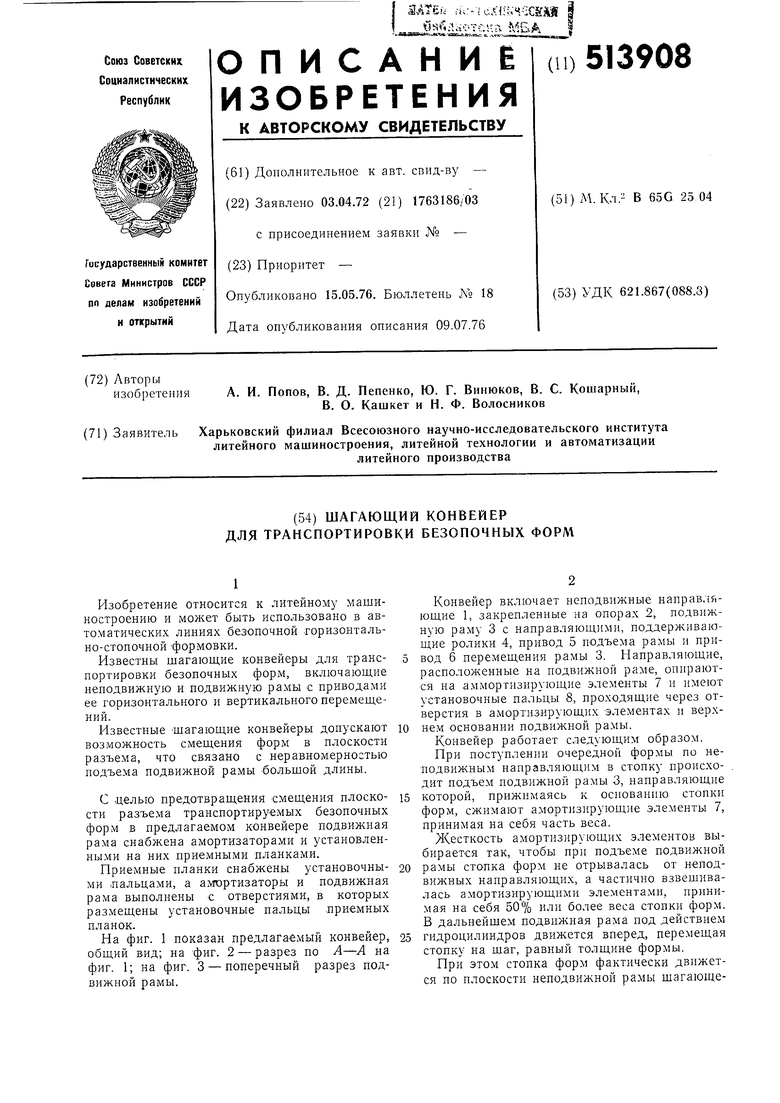
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для выбивки форм | 1976 |
|
SU662262A1 |
| Устройство управления шагающим конвейером | 1983 |
|
SU1106763A1 |
| Установка для выбивки безопочныхСТОпОчНыХ фОРМ | 1979 |
|
SU846095A1 |
| Способ сборки горизонтально-стопочных безопочных форм и устройство для его осуществления | 1985 |
|
SU1261740A1 |
| Устройство программного управления шагающим конвейером | 1984 |
|
SU1177237A1 |
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| Установка выбивки стопочных безопочных форм | 1981 |
|
SU982843A1 |
| Шагающий конвейер | 1980 |
|
SU905165A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Устройство для простановки стержней | 1979 |
|
SU872008A1 |
.1
К
J --. (
иг.г
