1
Изобретение относится к литейному производству, в частности к устройствам простановки стержней в безопочные формы с горизонтальным разъемом.
Известны устройства для простановки стержней с использованием вакуума ijНедостатками данных устройств. являются невозможность использования их для простановки стержней в безопочные формы с горизонтальным разъемом, недостаточная точность простановки стержней в формы, возможность повреждения поверхности формы при простановке стержней.
Известно также устройство для простановки стержней, содержащее траверсу с приводом подъема, смонтированную на основании, на котором размещен привод поворота траверсы, установленный на ней простановщик стержней, выполненный в виде поршневого привода с фиксатором, плиты, вакуумной камеры, и устройство регулирования степени разрежения и количество отсасываемого воздуха 2.
Однако устройство для простановки стержней характеризуется недостаточной точностью простановки стержней
в форму, возможностью повреждения поверхности формы и выдавливания ее из камеры при простановке стержней, а также ограниченными технологическими возможностями, заключающимися в том, что устройство не позволяет простанавливать стержни в формы различной толщины, т.е. когда верхняя поверхность формы может ко10лебаться в пределах ± 10 мм.
Цель изобретения - повышение точности простановки стержней в форму, расширение технологических возможностей и предохранение поверхности
15 форм от разрушения и выдавливания их из формовочной камеры.
Цель достигается тем, что в устройстве, содержащем траверсу с приводом подъема, смонтированную на
20 основании, на котором размещен при.вод поворота траверсы, установленный на ней простаковщик стержней, выполненный в виде поршневого привода с фиксатором, плиты, вакуумной
25 камеры, и механизм регулирования степени разрежения и количества отсасываемого воздуха, оно дополнительно снабжено установленными на сборщике форм рамкой с возможностью перемещения по четырем координатам.
30
механизмом автоматической установки рамки по высоте, выполненным в виде подпружиненного щупа, датчиком линейных перемещений, размещенным на плите, механизмом регулирования усилий прижима рамки к форме, выполненным в виде штока, установленного на пружинах, размещенных на траверсе с возможностью регулирования осевого перемещения рамки.
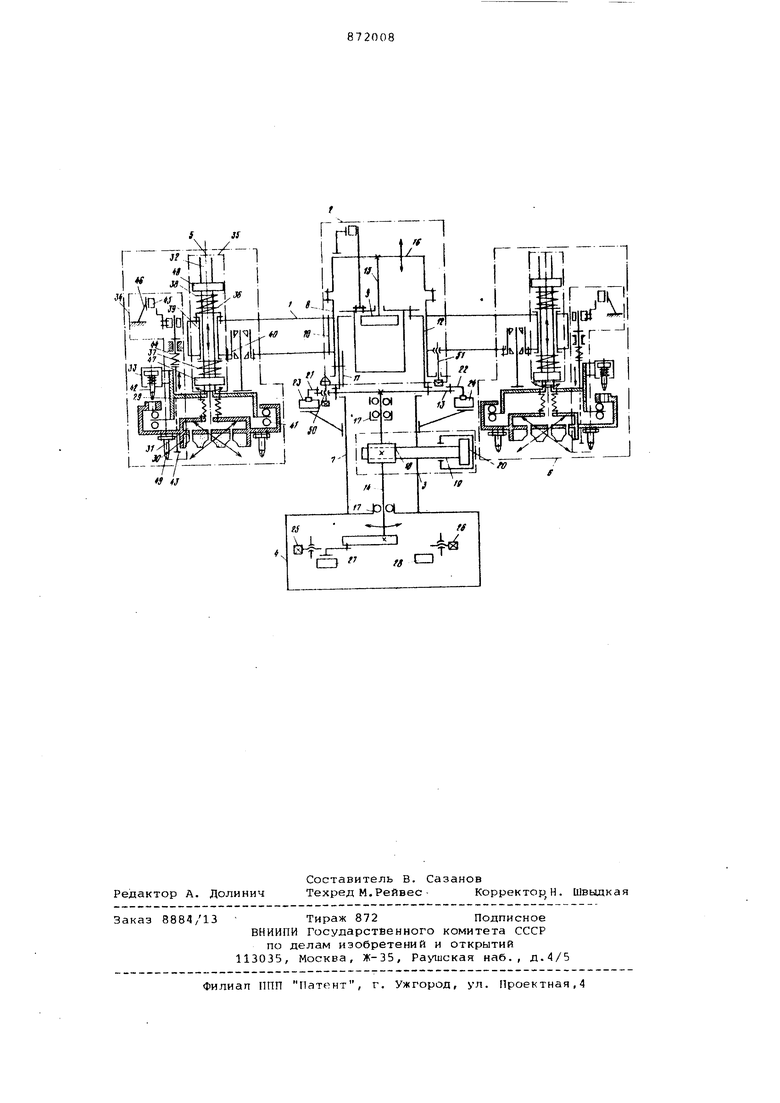
На чертеже представлено устройств для простановки стержней в безопочны формы с горизонтальным разъемом.
Устройство содержит траверсу 1, приводы подъема 2 и поворота 3 траверсы 1, основание 4, простановщики стержней 5 и 6, стойку 7. На траверсе 1 установлены два простановщика стержней 5 и б, конструкция которых идентична. Траверса 1 насажена на гильзу 8, закрепленную на стойке 7 с возможностью поступательного перемещения по ней посредством гидроцилиндра 9. Передача вращения траверсы 1 от привода 3 производится посредством шпонок 10 и 11. Гидроцилиндр 9 закреплен на стакане 12,установленном на планшайбе 13, которая жестко закреплена на валу 14. Шток 15 гидроцилиндра 9 жестко связан с траверсой посредством скалки 16. В стойке 7 на опорах 17 установлен вал 14 с напрессованной шестерней 18, которая находится в зацеплении с рейкой-штоком 19 гидроцилиндра 20, смонтированного на стойке 7. Для управления переходными процессами на планшайбе 13 размещены камеры 21 и 22, взаимодействующие с путевыми дросселями 23 и 24. Стойка 7 установлена на основании 4 , в котором размещены регулируемые упоры 25, 26 и конечные выключатели 27 и 28, регистрирующие конечные положения траверсы. Простановщик стержней содержит плиту 29, рамку 30 с вакуумной камерой 31 и отсасывающей штоком-трубой ,32, а также механизм фиксации 33 рамки 30, механизм установки 34 рамки 30 по высоте и мханизм регулирования усилия прижима 35 рамки 30 к форме. Плита 29 посредством штока 32 установлена на пружинах 36-38 с возможностью поступательного и вращательного перемещений в гильзе 39, закрепленной на траверсе 1. Враща.тельное движение плиты 29 на штоке 32 обеспечивается за счет упругости резиновых уплотнений, установленных в гильзе 40. Н плите 29 размещены опоры качения 41 на которых установлена рамка 30, имеющая возможность перемещаться на опорах 41 в двух взаимно перпендикулярных направлениях в горизонтально плоскости. На плите 29 установлен механизм фиксации 33 рамки 30, состоящий из порщневого привода со стопорным пальцем 42, который при
вращении траверсы находится в гнезде рамки 30. Это предохраняет транспортируемые стержни от разрушения и выпадения из своих посадочных гнезд рамки 30, при разгоне и торможении траверсы. На плите 29 размещен механизм автоматической установки рамки 30 по высоте в зависимости от толщины формы. Механизм установки рамки по высоте содержит щуп 43, взаимодействующий с поверхностью формы, пружину 44, датчик 45 линейных перемещений, флажок 46. Датчик имеет регулировку положения по высоте.Механизм регулирования усилия прижима рамки к поверхности формы установлен на траверсе и состоит из fuTOKa 32, пружин 37 и 38, гильзы 39, регулировочных гаек 47 и 48. Пружины 37 и 38 имеют разные характеристики для возможности регулирования осевого усилия гайки, гашения колебаний, возникающих в переходных процессах (разгон-торможение). Внутренняя поверхность рамки 30 заполнена эпоксидной смолой с отпечатками контуров стержней, простанавливаемых в форму. На наружной поверхности рамка 30 имеет центрирующие пальцы 49, служащие для ориентирования и фиксировани рамки 30 относительно формовочной камеры. Из вакуумной камеры 31 к контуру каждого стержня просверлен ряд отверстий для подвода вакуума при захвате стержня из драйера. При укладке стержней в формы вакуумная камера 31 соединяется через фильтры со сжатым воздухом, необходимым для выталкивания стержней в форму и продувки каналов подвода вакуума.
Устройство работает следующим образом.
Необходимый комплект стержней,расположенных в драйере, подается под Простановщик стержней, который в данном случае выполняет функции захвата и транспортирования стержней. В исходном состоянии траверса 1 находится в крайнем верхнем положении.После нажатия на пульте (не показанном на чертеже) кнопки Пуск траверса 1 опускается вниз. При этом щуп 43,упирается в поверхность формы, при дальнейшем опускании траверсы щуп 43 сжимает пружину 44, а датчик 45, опукаясь совместно с траверсой 1, перекрывает флажок 46 в момент соприкосновения плоскости рамки 30 с поверхностью формы. При дальнейшем опускании траверсы 1 до упора 50 пружина 37 сжимается, а пружина 38 разжимается, создавая определенное давление плоскости рамки 30 на поверхность формы. Это давление регулируется гайками 47 и 48. Конструкция простановщика стержней с одной пружиной постоянства давления плоскости рамки на плоскость формы не обеспечивает,
так как после упора рамки в плоскост формы, т.е. при подъеме рамки, усилие давления уменьшается. Аналогично работает правый простановщик стержне щуп которого упирается в опорную плоскость драйера. Давление рамки 30 на поверхность формы настраивается в зависимость от плотности форм так, чтобы не разрушить поверхность формы и не выдавить ее.из формовочной камеры. Толщина получаемых форм на линиях безопочной формовки при одной настройке формы на определенную толщину может колебаться, в пределах fiO мм, а разновысотность опорной поверхности драйера колеблется в пределах 2 мм. Разницу толщины формы учитывает механизм автоматической установки рамки 30 по высоте в сочетании с пружиной простановщика стержней. Настройка устройства простановки стержней на определенный ряд толщин (форм 80, 120, 160, 200 мм) осуществляется винтовым механизмом 51.
Совмещение рамки 30 с формой осуществляется центрирующими пальцами 49, которые при опускании рамки входят в гнезда формовочной камеры. При этом рамка 30 на опорах 41 перемещается в двух взаимно перпендикулярных направлениях, а плита 29 проворачивается на штоке 32 в гильзе 39, координируя рамку относительно формовочной камеры. В нижнем положении траверсы производится отключение вакуума и включение продувки на раме 30, а на правой рамке вакуум включается. При-этом производится укладка стержней в формовочную камеру и захват комплекта стержней из драйера. Траверса 1 находится на упоре 50 до срабатывания электроконтактного мановакууметра, размещающего подъем траверсы цилиндром 9. В конце подъема траверсы 1 отключается продувка рамки 30 и она стопорится механизмом фиксации 33. После подъема траверсы 1 производится поворот ее на 180° посредством реечношестеренчатой передачи 18, 19 и гидроцилиндра 20. В конце поворота траверсы 1 производится расфиксация рамки 30 от механизма фиксации 33 и опускание траверсы вниз от гидроцилиндра 9 для последующего захвата стержней из драйера и укладки стержней, взятых из драйера в предыдущем цикле, в форму. Цикл повторяется.
Исследование рамки, перемещающейся по четырем координатам и устанавл
ваемой по формовочной камере, механизмов автоматической установки рамки по высоте и усилию прижима ее к форме позволяет повысить точность простановки в форму, исключить повреждение поверхности формы и ее выдавливание из формовочной камеры при простановке стержней, а также расширить технологические возможности устройства путем простановки стержней в формы с различной толщиной.
0
Внедрение предлагаемого устройства для простановки стержней в безопочные формы с горизонтальным разъемом в народное хозяйство позволяет автоматизировать процесс простанов5ки стержней в безопочные , повысить производительность и снизить трудоемкость изготовления отливок на автоматических линиях безопочной формовки.
20
Формула изоьретения
Устройство для простановки стержней, например, в безопочные формы
5 с горизонтальным разъемом,содержащее траверсу с приводом подъема, смонтированную на основании, на котором размещен привод поворота траверсы, установленный на ней про0становщик стержней, состоящий из поршневого привода с фиксатором, плиты, вакуумной камеры, о т л и.чающееся тем, что,с целью повышения точности простановки
5 стержней в форму, расширения технологических возможностей и предохранения поверхности форм от разрушения и выдавливания их из формовочной камеры, оно снабжено установленными на сборщике форм рамкой с воз0можностью перемещения по четырем координатам, механизмом автоматической установки рамки по высоте,выполненным в виде подпружиненного щупа, датчиком линейных перемещений,
5 размещенным на плите, механизмом регулирования усилий прижима рамки к форме, выполненным в виде штока, установленного на пружинах, размещенных на траверсе с возможностью
0 регулирования осевого перемещения рамки.
Источники информации, принятые во внимание при экспертизе
5
1.Патент ГДР № 97360,
кл. В 22 С 23/00, опублик. 05.05.73.
2.Патент Швейцарии № 603275, кл. В 22 С 9/10, опублик. 197Я.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Агрегат безопочной горизонтально-стопочной формовки,сборки и простановки стержней | 1983 |
|
SU1125089A1 |
| Машина для изготовления безопочных форм | 1984 |
|
SU1232359A1 |
| Автоматическая линия для изготовления безопочных форм с вертикальным разъемом | 1978 |
|
SU749566A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР | 2009 |
|
RU2433017C2 |
| Линия для изготовления литейных форм | 1981 |
|
SU1131588A1 |
| Устройство для сборки безопочных форм и простановки стержней | 1973 |
|
SU994103A1 |