О5
05 QO
Изобретение относится к автоматизации производственных процессов и может найти применение в литейных цехах заводов, использующих автоматические литейные линии безопочной формовки, имеющие толкатели форм в стопку на шагающие конвейеры с подвижной и неподвижной рамами.
Известно устройство для контроля и управления конвейером, преимущественно с .принудительным ритмом, содержащее контактный сигнализатор работы конвейера, генератор импульсов, триггерные счетчики времени, дешифраторы, блок совпадения, переключатель времени цикла и делитель с изменяемым коэффициентом деления 1.
Недостатком этого устройства является отсутствие синхронизации скорости движения конвейера со скоростью привода подачи готовой продукции на конвейер.
Наиболее близким к предлагаемому по технической сущности является устройство управления шагающим конвейером, содержащее последовательно соединенные генератор циклов, триггер цикла, дешифратор, один из выходов которого подключен к второму входу последнего, другие выходы дешифратора подключены соответственно к приводам рабочего хода толкателя форм, подъема, рабочего хода, опускания и обратного хода подвижной рамы конвейера, датчики конца хода толкателя форм, нижнего и исходного положений подвижной рамы кон вейера, входы которых соединены соответственно с приводами рабочего хода толкателя, опускания и обратного хода подвижной рамы, а выходы подключены к входам обратной связи дешифратора 2.
Недостатки известного устройства - отсутствие безударной стыковки выталкиваемой формы со стопкой на конвейере и низкая контролеспособность управления конвейером при рабочем и обратном ходе подвижной рамы, так как контроль за нижним или верхним положениями подвижной рамы осуществляется датчиками только в крайних точках, а не по всей длине перемещения рамы.
Цель изобретения - повыщение надежности работы конвейера посредством обеспечения безударной стыковки выталкиваемой формы со стопкой на конвейере и синхронизации скоростей рабочего хода толкателя форм с рабочим ходом подвижной рамы.
Поставленная цель достигается тем, что устройство управления шагающим конвейером, содержащее последовательно соединенные генератор циклов, триггер цикла, дешифратор, один выход которого подключен к второму входу последнего, другие выходы дешифратора подключены соответственно к приводам ра очего хода толкателя форм, подъема, рабочего хода, опускания и обратного хода подвижной рамы конвейера, датчики конца хода толкателя форм.
нижнего и исходного положений подвижной рамы конвейера, входы которых соединены соответственно с приводами рабочего хода толкателя, опускания и обратного хода подвижной рамы, а выходы подключены к входам обратной связи дешифратора, снабже-. но питателем с приводом и приводом замедления рабочего хода толкателя, а также датчиком промежуточного положения толкателя, причем выход последнего подключен
О к входу обратной связи дешифратора, соединенного с управляющими входами приводов замедления рабочего хода толкателя и питателя, выходы которого соединены с входами приводов рабочего хода подвижной рамы и замедления рабочего хода толкателя, а выход последнего соединен с входом привода рабочего хода толкателя, подключенного ко входу датчика промежуточного положения толкателя.
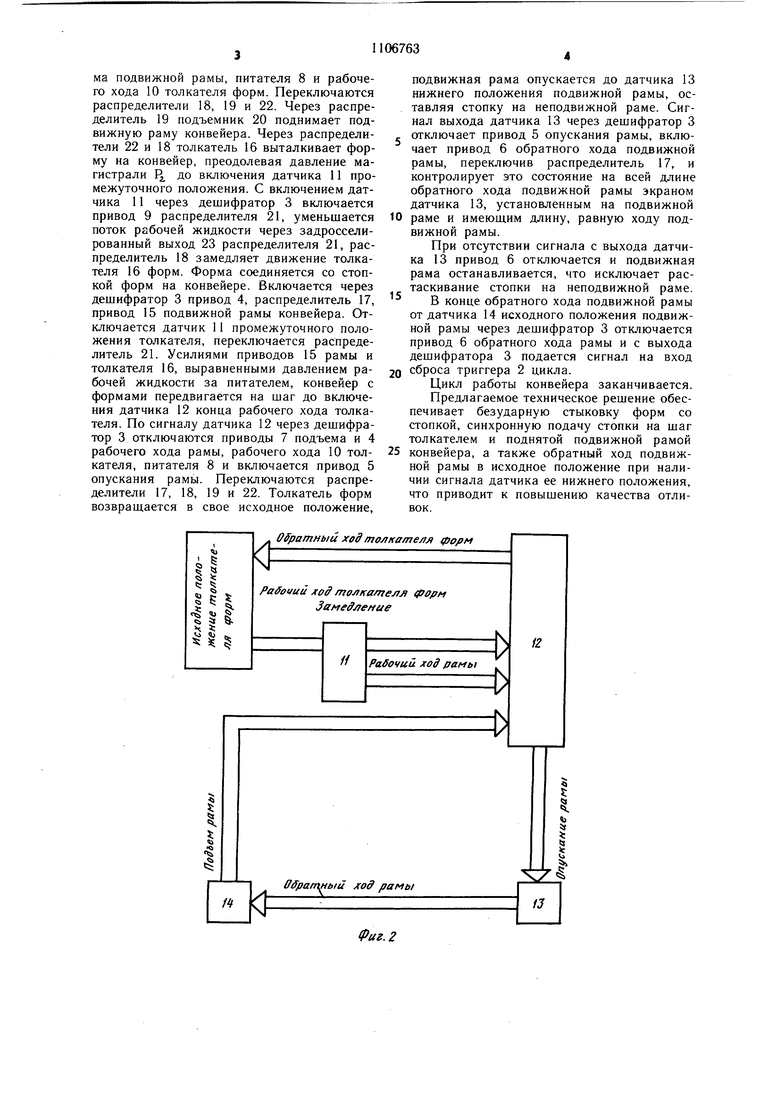
На фиг. 1 изображена структурная схема
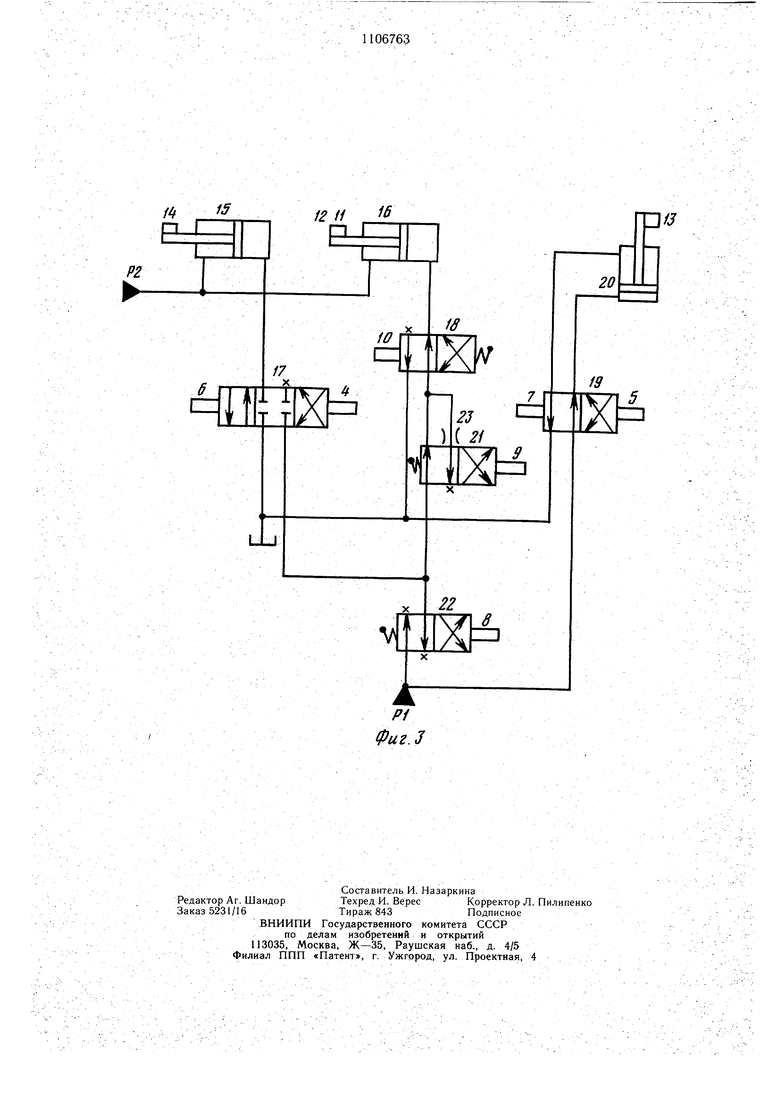
0 предложенного устройства; на фиг. 2 - диаграмма работы устройства; на фиг. 3 - гидросхема управления приводами.
Устройство содержит последовательно соединенные генератор 1 циклов, триггер 2 цикла и дещифратор 3 с подключенными к
5 его выходам управляющими входами, приводы рабочего хода 4 опускания 5, обратного хода 6 подъема подвижной рамы конвейера 7, питателя 8, замедления 9 и рабочего хода 10 толкателя форм и датчики промежуточного положения 11 и конца рабочего хода 12 толкателя форм, нижнего 13 и исходного 14 положений подвижной рамы конвейера. Выходы датчиков положений соединены с входами обратной связи дешифратора 3.
Привод 15 рамы конвейера и толкатель 16 штоковыми полостями соединены с напорной гидромагистралью 1 . Привод 15 рамы конвейера другой полостью соединен с выходом гидрораспределителя 17, имеющего приводы 4 и 6.
0 Первый вход распределителя 17 соединен с первыми входами распределителей 18 с приводом 10 и 19, подъемника 20 с приводами 5 и 7 и со сливной гидромагистралью. Второй вход распределителя 17 соединен с входом распределителя 21 с приводом
5 9 и с выходом распрелелителя 22 питателя с приводом 8. Второй вход распределителя 19 и вход распределителя 22 подключены к напорной гидромагистрали Pf .
Устройство работает следующим образом.
При наличии формы на позиции выталкивания с выхода генератора 1 циклов поступает сигнал запуска триггера 2 цикла и устанавливает его в состояние «1. Сигнал 55 с выхода триггера 2 цикла поступает на управляющий вход дешифратора 3, с выходов которого на управляющие входы поступают сигналы включения приводов 7 подъема подвижной рамы, питателя 8 и рабочего хода 10 толкателя форм. Переключаются распределители 18, 19 и 22. Через распределитель 19 подъемник 20 поднимает подвижную раму конвейера. Через распределители 22 и 18 толкатель 16 выталкивает форму на конвейер, преодолевая давление магистрали 1 до включения датчика 11 промежуточного положения. С включением датчика 11 через дешифратор 3 включается привод 9 распределителя 21, уменьшается поток рабочей жидкости через задросселированный выход 23 распределителя 21, распределитель 18 замедляет движение толкателя 16 форм. Форма соединяется со стопкой форм на конвейере. Включается через дешифратор 3 привод 4, распределитель 17, привод 15 подвижной рамы конвейера. Отключается датчик 11 промежуточного положения толкателя, переключается распределитель 21. Усилиями приводов 15 рамы и толкателя 16, выравненными давлением рабочей жидкости за питателем, конвейер с формами передвигается на шаг до включения датчика 12 конца рабочего хода толкателя. По сигналу датчика 12 через дешифратор 3 отключаются приводы 7 подъема и 4 рабочего хода рамы, рабочего хода 10 толкателя, питателя 8 и включается привод 5 опускания рамы. Переключаются распределители 17, 18, 19 и 22. Толкатель форм возвраш.ается в свое исходное положение,
подвижная рама опускается до датчика 13 нижнего положения подвижной рамы, оставляя стопку на неподвижной раме. Сигнал выхода датчика 13 через дешифратор 3 сугключает привод 5 опускания рамы, включает привод 6 обратного хода подвижной рамы, переключив распределитель 17, и контролирует это состояние на всей длине обратного хода подвижной рамы экраном датчика 13, установленным на подвижной
0 раме и имеющим длину, равную ходу подвижной рамы.
При отсутствии сигнала с выхода датчика 13 привод 6 отключается и подвижная рама останавливается, что исключает растаскивание стопки на неподвижной раме.
В конце обратного хода подвижной рамы от датчика 14 исходного положения подвижной рамы через дешифратор 3 отключается привод 6 обратного хода рамы и с выхода дешифратора 3 подается сигнал на вход
0 сброса триггера 2 цикла.
Цикл работы конвейера заканчивается. Предлагаемое техническое решение обеспечивает безударную стыковку форм со стопкой, синхронную подачу стопки на шаг толкателем и поднятой подвижной рамой
5 конвейера, а также обратный ход подвижной рамы в исходное положение при наличии сигнала датчика ее нижнего положения, что приводит к повышению качества отливок.
PI Фиг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство программного управления шагающим конвейером | 1984 |
|
SU1177237A1 |
| Устройство управления шагающим конвейером | 1985 |
|
SU1331753A1 |
| Установка для изготовления,сборки и перемещения безопочных форм,собранных в непрерывную горизонтальную стопку | 1984 |
|
SU1183284A1 |
| Система управления гидравлическим прессом | 1983 |
|
SU1108020A1 |
| Устройство управления формовочным прессом | 1985 |
|
SU1268435A1 |
| Шагающий конвейер для транспортировки безопочных форм | 1972 |
|
SU513908A1 |
| Устройство для управления формовочной машиной | 1987 |
|
SU1405945A1 |
| Устройство для программного управления формовочной линией | 1987 |
|
SU1564591A1 |
| Система программного управления | 1980 |
|
SU875342A1 |
| Шагающий конвейер | 1986 |
|
SU1452755A1 |
УСТРОЙСТВО УПРАВЛЕНИЯ ШАГАЮЩИМ КОНВЕЙЕРОМ, содержащее последовательно соединенные генератор циклов, триггер цикла, дешифратор, один выход которого подключен к второму входу последнего, другие выходы дешифратора подключены соответственно к приводам рабочего хода толкателя подъема, рабочего хода, опускания и обратного хода подвижной рамы конвейера, датчики конца хода толкателя форм, нижнего и исходного положений подвижной рамы конвейера, входы которых соединены соответственно с приводами рабочего хода толкателя, опускания и обратного хода подвижной рамы, а выходы подключены к входам обратной связи дешифратора, отличающееся тем, что, с целью повышения надежности работы конвейера, оно снабжено питателем с приводом и приводом замедления рабочего хода толкателя, а также датчиком промежуточного положения толкателя, причем выход последнего подключен к входу обратной связи дешифратора, соединенного с управляющими входами приводов замедления рабочего хода i толкателя и питателя, выходы которого соединены с входами приводов рабочего хода (Л подвижной рамы и замедления рабочего хода толкателя, а выход последнего соединен с входом привода рабочего положения толкателя.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство контроля и управления конвейером | 1973 |
|
SU727535A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вейсман В | |||
| Ф | |||
| Шагающие конвейеры | |||
| М.,«Машиностроение, 1967, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
