Это увеличивает диссилативные силы, действующие на микрованну, которые подавляют или уменьшают ее колебания. Таким образом происходит своеобразное демпфирование микрованны. Уменьшение колебаний микрованны приводит к уменьшению разброса параметров микропровода по его длине.
По мере расхода металла из рабочей части микраваины его пололняют за счет уменьшения столбика жидкого металла в жаростойкой трубке или давления между стеклянной и жаростойкой трубками. Псдлитка рабочей части микрованны позволяет увеличить время литья без дозаправки.
Возможно прилгенение электродинамических методов втягивания жидкого металла внутрь жаростойкой трубки и регулирование там его уровня при ПОМОП1И дополнительного индуктора, который используется для подогрева столбика жидкого металла в жаростойкой трубке. При этом -возможно непосредственное воздействие электромагнитного поля на жидкий металл, когда жаростойкая трубка выполнена из непроводяш,его материала, например керамики, или, если жаростойкая трубка является проводяш,ей (прафит), поле нагревает непосредственно только эту трубку, а уже через нее столбик жидкого металла.
Расход Q жидкого металла из рабочей части микрованны при литье микропровода определяют по формуле
,
где К - обшее сопротивление вытягиваемого мижропровода, г - его погонное сопротивление, k - коэффициент пропорциональности.
Равномерное восполнение расхода металла из жа1ростойКОй трубки производят в соответствии с формулой. При этом масса жидкого металла в жаростойкой трубке уменьшается, а в рабочей части микрО|Ванны остается постоянной, что уменьшает нестабильно1сть геометрических и электрофизических параметров
микропровода по длине. Для регулирования диаметра жилы микропровода управляют соотношением количеств жидкого металла в жаростойкой трубке и вне ее.
Для увеличения количества жидкого металла внутри жаростойких трубок их внутреннюю поверхность покрывают материалом, который хорошо смачивается используемым жидким металлом. Так, для сплавов типа манганин
внутреннюю поверхность трубок можно нокрьг вать окисью меди. При этом угол смачиваемости должен быть как можно меньше и не превышать 90°. Если при этом наружные поверхности трубок не смачиваются, то соотношение количеств жидкого металла внутри жаростойких трубок и вне их .возврастает.
Ф о р а изобретения
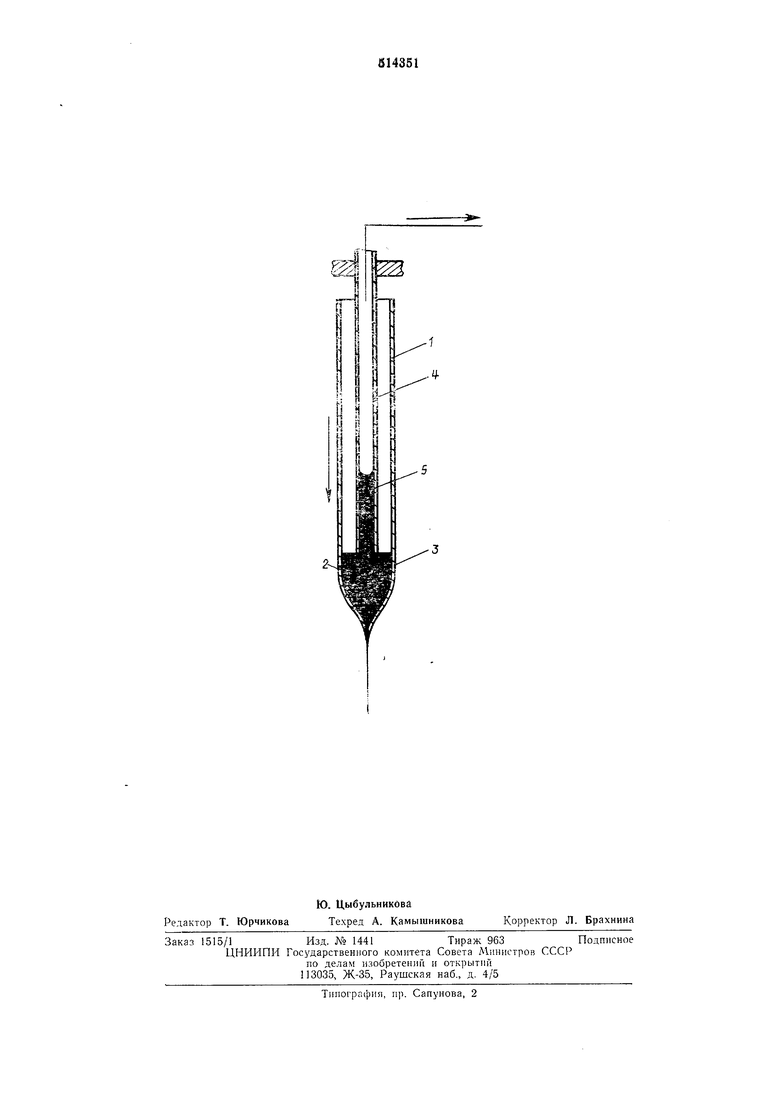
1. Способ изготовления литого мржропровода в стеклянной изоляции, при котором непрерывно вытягивают стеклянный капилляр, заполненный жидким .металлом из микроваины, образованной расплавленным высокочастотным электромагнитныМ полем индуктора металлом и размягченным концом стеклянной трубки, отличающийся тем, что, с целью уменьшения колебаний параметров микропро вода по длине, в микрованну погружают по
крайней мере одну трубку из жаростойкого материала, втягивают в нее часть расплавленного металла, регулируя соотношение между количеством металла, в трубке и микрованне в соответствии с заданными параметра.ми микропровода.
2. Способ по п. 1, .о т л и ч а ю щ и и с я те.м. что указанное регулирование обеспечивают путем создания разности давлений над поверхностями металла внутри и вне указанной
трубки.
3.Способ по и. ,1, отличающийся тем, что используют трубку, внутренняя поверхность которой выполнена из материала с угло.м смачиваемости .металлом не менее 90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом литья микропровода | 1979 |
|
SU1088076A1 |
| Способ изготовления литого провода в стеклянной изоляции | 1976 |
|
SU600619A1 |
| Технологическая линия по производству литого микропровода в стеклянной изоляции | 1979 |
|
SU1081670A1 |
| Способ литья микропровода в стеклянной изоляции | 1979 |
|
SU1088075A1 |
| Способ формирования микрованныдля лиТья МиКРОпРОВОдА B CTEK-ляННОй изОляции | 1979 |
|
SU819823A1 |
| Способ изготовления литого микропровода | 1978 |
|
SU765888A1 |
| Устройство для стабилизации температуры микрованны | 1978 |
|
SU752509A1 |
| Способ изготовления литого микропровода | 1979 |
|
SU788185A1 |
| Способ изготовления микропровода в стеклянной изоляции | 1966 |
|
SU458039A1 |
| Способ получения микропроводов в стеклянной изоляции с жилой из сплава системы Ni-Cr-Si | 2023 |
|
RU2817067C1 |