(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГО /V1ИKPOПPOBOДЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литого микропровода | 1980 |
|
SU970483A1 |
| Способ изготовления литого микропровода | 1979 |
|
SU788185A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ МИКРОПРОВОДОВ | 2008 |
|
RU2396621C1 |
| Способ формирования микрованныдля лиТья МиКРОпРОВОдА B CTEK-ляННОй изОляции | 1979 |
|
SU819823A1 |
| Способ управления процессом литья микропровода | 1979 |
|
SU1088076A1 |
| Способ получения микропроводов в стеклянной изоляции с жилой из сплава системы Ni-Cr-Si | 2023 |
|
RU2817067C1 |
| Способ изготовления литого провода в стеклянной изоляции | 1976 |
|
SU600619A1 |
| Способ изготовления литого микропровода | 1972 |
|
SU514351A1 |
| Технологическая линия по производству литого микропровода в стеклянной изоляции | 1979 |
|
SU1081670A1 |
| Устройство для стабилизации температуры микрованны | 1978 |
|
SU752509A1 |
i
Изобретение относится к технологии приборостроения, в частности к технологии изготовления литого микропровода в стеклянной изоляции.
Известен способ изготовления литого микропровода в стеклянной изоляции путем расплавления с помощью высокочастотного индуктора металлической навески, находящейся в стеклянной трубке, в которой создано разрежение, причем массу навески берут и поддерживают в процессе литья больще критической, а разрежеине в трубке и напряжение на индукторе равнозависимо уменьщают иа 30-БО /о от значений разрежения и напряжения, соответствующих началу процесса литья (I).
Однако при использовании известиых способов литой микропровод с жилой из полупроводниковых материалов, например германия, получается с электрофизическими свойствами низкого качества. В частности, удельиое сопротивление германия в этом случае уменьшается вдоль длины микропровода почти иа порядок. Кроме того, иа поверхиости жилы микррпровода, изготовляемого извесгиым способом, имеются кавериы и дендритные образования. Структура
жилы микропровода при этом поликристаллическая или мелкоблочная, что ухудшает , такие параметры, как время жизни неосновных носителей тока и подвижность. Это ограничивает возможность применения микропроводов из полупроводниковых материалов, полученных известным способом. Цель изобретения - повышение качества микропрсвода из полупроводниковых материалов, например германия.
Для достижения цели расплавляют с
10 помощью высокочастотного индуктора навеску жилообразующего материала, находящегося в стеклянной трубке, в которой создано давление, отличающееся от атмосферного и вытягивают из трубки капилляр, заполняемый жилообразующим материалом,
5 а кроме того, в отличие от известного способа, промывают трубку изнутри ииертным газом, при непрерывном обдуве ее этим же газом снаружи, осуществляют дополнительный подогрев навески до температуры не
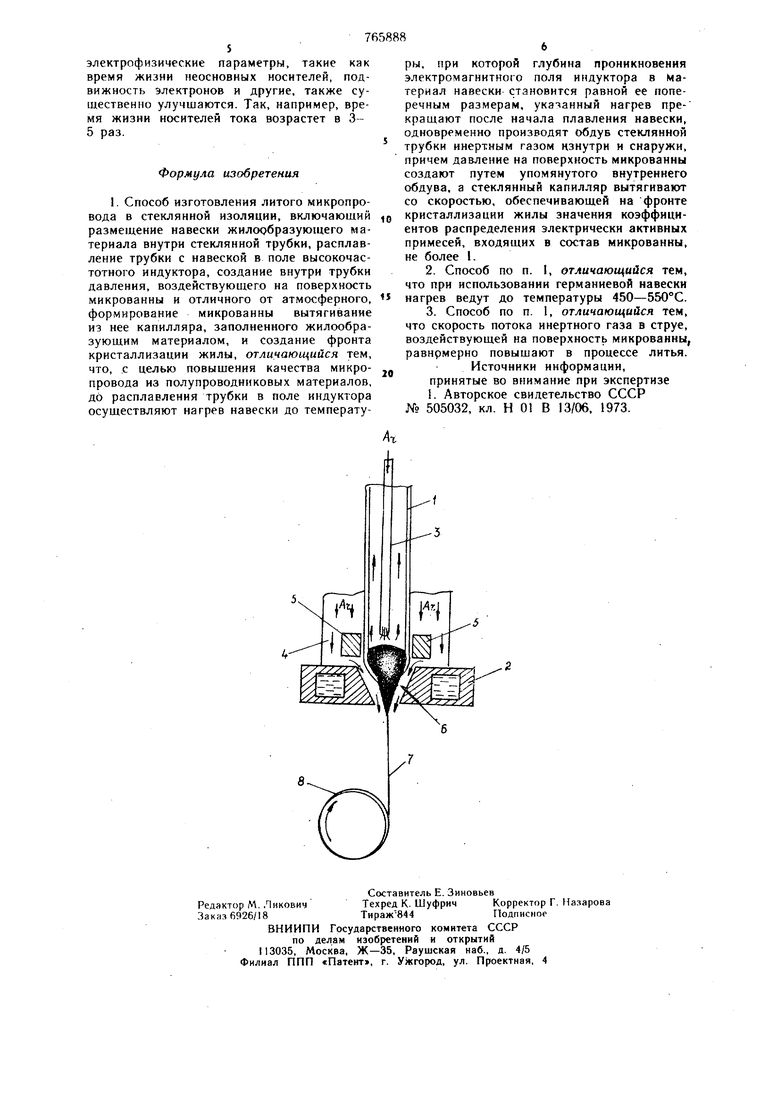
JQ ниже той, при которой характеристическая глубина проиикновения электромагнитного поля высокочастотного индуктора в материал навески становится равной ее поперечным размерам, прекращают дополнительный подогрев после начала плавления навески, затем, сформировав микрованну, вытягивают капилляр со скоростью, обеспечивающей на фронте кристаллизации жилы значение коэффициеита распределения основных электрических активных примесей, входящих в химический состава микрованны близкое к 1 и одновременно оказывают на верхнюю поверхность микрованны з течение процесса литья избыточное по сравнению с атмосферным динамическое давление путем обдува этой поверхности струей инертного газа. На чертеже представлено устройство, реализующее способ. Устройство содержит стеклянную трубку. 1, высокочастотный индуктор 2, газоподводящую трубку 3, защитный кожух 4, полукольцо 5 из силицированного графита, микрованну 6, капилляр 7, катущку 8, Навеску полупроводникового материала, например германия, помещают в запаянную с одного конца предварительно обезжиренную, промытую и высущенную стеклянную трубку 1 (для германия это обычно трубка из стекла пирекс). Под навеской понимают один или несколько кусочков жилообразующего материала, предназначенного для взвешенной плавки при помощи высокочастотного индуктора 2. Стеклянную трубку промывают аргоном, который подают через газоподводную трубку 3 (например кварцевую) меньшего диаметра, помещенную внутрь первой таким образом, чтобы ее нижнее отверстие располагалось вблизи навески и струя инертного газа могла создавать динамическое давление на навеску и микрованну. Далее включают наружный обдув инертным газом стеклянной трубки в области индуктора, используя защитный кожух 4 из кварцевого стекла и подогревают навеску путем облучения, например при помощи двух раскаленных полуколец 5 из силицирозанного графита, размещенных в поле того же высокочастотного индуктора 2 (и разогреваемого им) и охватывающих стеклянную трубку в области навески. Подогрев ведут до температуры, при которой характеристическая глубина проникновения А электромагнитного поля в материал навески становится равной (или меньщей) ее поперечным размерам. Глубина проникновения определяется по формуле где О - удельное сопротивление полупроводникового материала, зависящее от температуры, Ом -м; f - частота электромагнитного поля Гц; JU - относительная магнитная проницаемость; - магнитная проницаемость вакуума. Для германия температура подогрева в зависимости от формы и размеров навески 450-550°С. Для других полупроводниковых ма1ериалов эта температура рассчитывается, исходя из известных зависимостей электропроводности от температуры, с использованием формулы (1) и эмпирически найденных оптимальных размеров и формы навесок и микроваины. Такой подогрев способствует в частности, уменьшению количества примесей, попадающих в микрованну. Практически подогрев прекращают после начала плавления навески, для чего после подогрева ее до необходимой температуры нижний конец стеклянной трубки с подогретой навеской быстро (за время менее 1 с) опускают вглубь индуктора, а затем полукольца 5 отводят от трубки и удаляют из поля индуктора. Затем формируют микрованну 6, вытягивают стеклянный капилляр 7, наматывая его на катушку 8 при одновременном обдуве верхней поверхности микрованны струей инертного газа, создающей избыточное, по сравнению с атмосферным, давление ка микрованну. Капилляр в процессе вытяжки заполняется расплавом полупроводникового материала, который кристаллизуется в виде монокристаллической жилы. Скорость V вытяжки капилляра, а значит и .скорость литья микропровода поддерживают такой, чтобы на фронте кристаллизации жилы обеспечить значение коэффициента распределения у основных электрически активных примесей, входящих в химический состав микрованны, близкое к I. Значение этой скорости определяют экспериментально отдельно для каждого полупроводникового материала и каждого сорта стекла. Практическая скорость v должня обес печивать значения у в пределах от 0,998 до 0,999. Для германиевого микропровода это имеет место при v 6-8 м/мин. В течение всего процесса литья микропровода скорость потока инертного газа предпочтительно равномерно повышать, что позволяет компенсировать уменьшение массы расплава в микрованне, стабилизирует давление на конус растягивания капилляра, стабилизируя тем самым геометрические и некоторые электрофизические параметры. В основном повышение качества микропровода из полупроводниковых материалов, в частности структуры и электрофизических параметров, достигается всей совокупностью технологических операций, представляющей существенные отличительные призиаки предлагаемого способа изготовления литого мик-ропровода. Проведенные испытания показали, что при использований предлагаемого способа удается стабильно изготовлять германиевый микропровод с монокристаллической жилой, диаметром 10-200 мкм и с равномерно распределенным (разброс не более 25%) по длине удельным сопротивлением, достигающим 0,20 Ом М, что невозможно при использовании известного способа. Остальные
