(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОГО ОТЖИГА ПОЛОСЫ
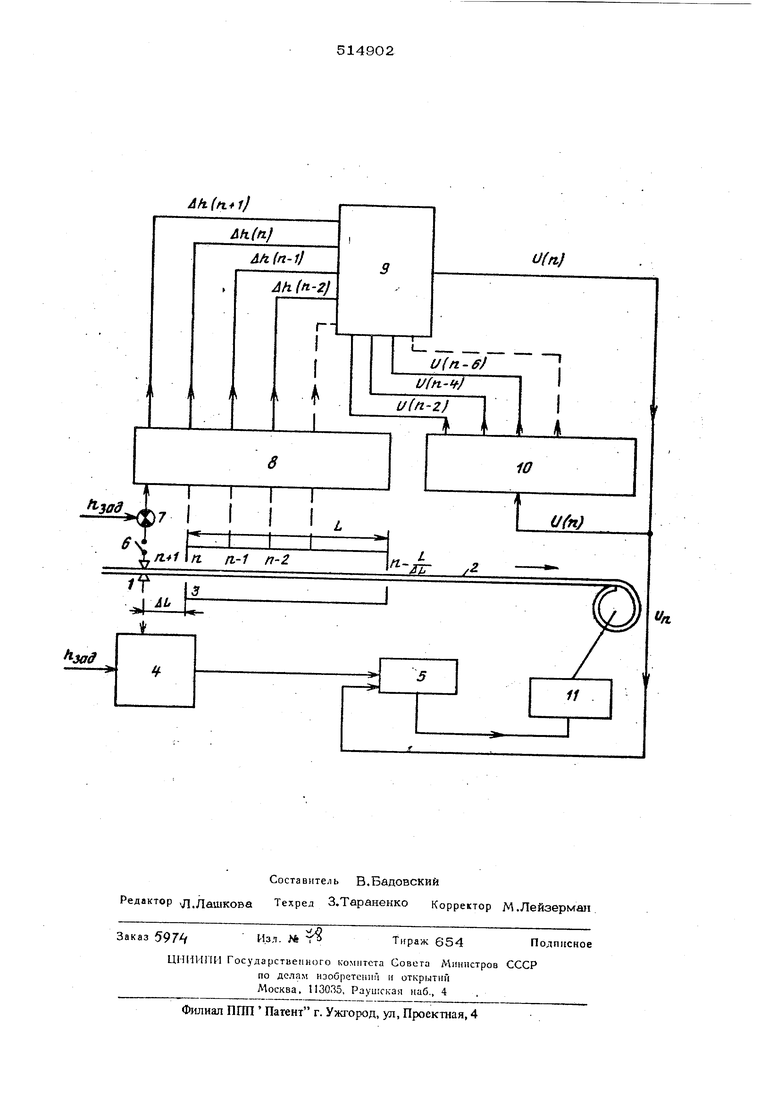
Шсляемых корректирующих воздействий Щ воздействует через регулятор 5 скорости на систему 11 управления приводом лини отжига полосы 2. Выходы блока 1О подключены ко-входу вычислительного устрой- g ства 9.
Устройство работает следующим образом Перед началом отжига по измеренному значению толщины полосы 2, входящей в зо-j ну отжига 3, с помощью блока 4 вычисляют . настройку.I
В процессе отжига коммутирующий ключ 6 периодически, через отрезок ЛЬ по длине полосы, подают на вход гэлемента 7 срав нения сигнал, пропорпиональный толщине no-j jc лосы на расстоянии ДЬ перед зоной отжига. Элемент 7 сравнения определяет отклонение дН ( М +1) толщины полосы в измеряембй точке от заданного значения и подает на вход блока 8 сигнал, пропорциональный дЦ 20 (« +1).
На выходе блока 8 в результате запоминания и обновления информации, поступающей с элемента 7, в каждый момент времени формируются сигналы, пропорциональные отклонениям толщины полосы - ДК. ( Л +1), Д h (tl) . iK (tt -1) и т. д. Эти сигналы поступают затем в вычислительное устройство 9.
Вычислительное устройство 9 по заложенному в него алгоритму рассчитывает дополнительное корректирующее воздействие . U(fl) , используя в качестве исходной информации помимо значений ДК (п +l),uk (п) 35 An (tt -1) также и прошлые дополнитель.ные корректирующие воздействия в моменты входа соответствующих этим значениям дЯ точек полосыв зону отжига.
Сигналы, пропорциональные прошлым уп.равляющим воздействия, формируются на .,. выходе блока 1О в результате запоминания и обновления информации о дополнительных корректирующих воздействиях, поступающих в блок 10 с выхода вычислительюго устройства 9. Сигнал,пропорциональный U(fl)/ с выхода вычислительного устройства 9 поступает также на вход регулятора 5 скорости. Регулятор скорости, воздействуя на си стему 11 управления приводом, вызывает соответству яцее дополнительное изменение скорости полосы 2.
Устройство обеспечивает оптимальное .управление процессом непрерывного отжига (ПОЛОСЫ по критерию минимума разброса показателя; качества полосы по длине относительно заданного значения.
Формула изобретения
1,Устройство для автоматического управления процессом непрерывного отжига полосы, содержащее регулятор скорости ее движения и измеритель толщины, отличающееся тем, что, с целью повы- щения качества полосы, оно снабжено вычислительным блоком, блоками запоминания вычисляемых корректирующих воздействий
и измеряемых толщин и элементом сравне,ния, вход вычислительного блока соединен с запоминания вычисляемых корректирующих -воздействий и через блок запоминания измеряемых толщин и элемент сравнения - с измерителем толщины полосы,
2.Устройство поп, 1, отлича ющ е е с я тем, что измеритель толщины полосы установлен перед зоной отжига на расстоянии, равном шагу квантования непрерывного сигнала разнотолщинности по длине полосы.
40
n.. n-l n-2
ftгг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы на прокатном стане | 1991 |
|
SU1794518A1 |
| Устройство для автоматического управления процессом непрерывного отжига полосы | 1984 |
|
SU1235950A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Устройство для автоматического управления процессом отжига полосы электротехнической стали | 1983 |
|
SU1157123A1 |
| Способ адаптивного управления станом холодной прокатки и устройство для его осуществления | 1987 |
|
SU1540883A1 |
| Устройство для управления накопителем полосы | 1989 |
|
SU1735810A2 |
| Адаптивный регулятор для непрерывного стана холодной прокатки | 1973 |
|
SU494207A1 |
| Система регулирования температуры смотки горячекатаной полосы | 1978 |
|
SU735352A1 |
| Адаптивная система управления с нестационарным упругим механическим объектом | 1984 |
|
SU1188697A1 |
| Система автоматического управления относительным обжатием прокатываемой полосы | 1987 |
|
SU1502147A1 |