Изобретение относится к автоматическому управлению процессом непрерывного отжига полосы и может быть использовано для управления процесс обезуглероживающего отжига электротехнической стали в проходньпс печах непрерьганого действия. Известно устройство для автоматического управления процессом непрерывного отжига полосы (устройство для каскадного регулирования), содержащее измеритель температуры полосы на выходе из зоны нагрева, регулятор температуры и систему управления нагревом полосы. Разность сигнапа задания температуры и сигнал с измерителя температуры полосы пода ется на вход регулятора температуры а с выхода регулятора темнературы на систему управления нагревом поло сы 1. Это устройство позволяет точно поддерлсивать температуру полосы в статическом режюте, но обладает зна чительной инерционностью. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для автоматического управления процессом непрерывного отжига полосы, содержащее печь,задатчик потерь тепла в зоне, измеритель потребляемого суммарного тегиш, измерители толщины, температуры и скорости движения пол сы, блок умножения, регулятор темпе ратуры, систему управления нагревом нагреватель и элемент сравнения, причем входы блока умножения соединены с вькодани измерителей толщины и скорости полосы, а выход - с одним из входов элемента сравнения, другие входы которого соединены с вы iходами задатчика потерь тепла в зоне и измерителя потребляемого суммар ного тепла, выход элемента сравнения через регулятор температуры соединен с системой управления нагревом, соединенной с нагревателем Г2. Одншсо известное устройство вслед ствие изменений ширины ленты и неточ ностей определения потерь тепла в зоне не обеспечивает необходимую точность поддержания температуры. Кроме того, в качестве необходимого и достаточного условия качественного отжига используется условие поддержания заданной температуры полосы на входе в зону выдержки. Однако в случае обезуглероживающего отжига электротехнической стшш главным критерием качества отжига является получение магнитных характеристик отжигаемой стали-полуфабриката, которые обеспечили бы заданные магнитные свойства готового металла. Все это снижает качество отжига. Целью изобретения является повышение качества отжига. Поставленная цель достигается тем, что устройство для автоматического управления процессом отжига полосы электротехнической стали, содержащее задатчик потерь тепла в зоне, измеритель потребляемого суммарного тепла, измерители толщины, температуры и скорости движения полосы, блок умножения, регулятор температуры, систему управления нагревом, нагреватель и элемент сравнения, причем входы блока умножения соединены с выходами измерителей толщины и скорости движения полосы, а вькод - с одним из входов элемента сравнения, другие входы которого соединены с выходами задатчика потерь тепла в зоне и измерителя потребляемого cyivMapHoro тепла, выход элемента сравнения через регулятор температуры соединен с системой управления нагревом, соединенной с нагревателем, дополнительно содержит задатчики длины, температуры и удельных потерь в стали, нагреватель с системой управления нагревом и регу лятор температуры, два блока деления, сумматор, измеритель магнитной индукции, установленный на выходе из печи, запоминающий блок, два блока умножения, два элемента сравнения, регулятор скорости и систему управления приводом моталки, причем входы первого блока деления соедане.ны с измерителем скорости и первьм задатчиком длины, а выход с входом дополнительного регулятора температур), выход которого соедине с однимвходом сумматора, второй вход которого соединен с задатч:иком начальной температуры дополнительного нагревателя, выход сумматора через систему у фавления нагревом соединен с дополнительным нагревателем, вькод второго элемента сравнения соединен с входом дополни-, д. тельного регулятора температуры, а 3 входы - с задатчиком начальной тем пературы, первый вход третьего элемента сравнения через первый блок умножения и запоминающий блок соеди нен с измерителем толщины, второй через второй блок умножения - с измерителем магнитной индукции, третий - с выходом задатчика удельных потерь в стали, выход элемента срав нения через регулятор скорости соед нен с системой управления приводом моталки, один вход второго блока деления соединен с измерителем скорости, а второй вход - с вторым зад чиком длины, а выход второго блока деления соединен с входом регулятора скорости. На чертеже изображена блок-схема устройства. Устройство для автоматического управления процессом отжига полосы электротехнической стали содержит . измеритель 1 толщины полосы 2, изме ритель 3 температуры полосы, устано ленный на вькоде зоны 4 нагрева, из меритель 5 скорости полосы, измеритель 6 магнитной индукции. Измеритель 6 установлен на выходе зоны 7 выдержки. Выходы измерителей 5 скорости и толщины 1 подключены к вход блока 8 умножения, выход которого через элемент 9 сравнения, регулято 10 температуры и систему 11 управления нагревом полосы соединен с на гревателем 12 полосы. Блок 13 деления вычисляет постоянную времени регулятора 14 температуры, который воздействует через сумматор 15 и систему 16 управления нагревом поло сы 2 на дополнительный нагреватель 17 таким образом, чтобы разность си налов на входе элемента 18 сравнения стала равной нулю. Регулятор 14 температуры выполне в виде интегрального регулятора, постоянная времени которого рассчит вается в первом блоке деления в фун ции скорости.полосы по формуле где Тр - постоянная времени первог регулятора температуры, скорость полосы, Ь, - сигнал задания, определяю iffti.. щийся из соотношения, Ц«М 234 где L. - /ипша полосы в зоне нагрева. Регулятор 10 температуры выполнен в виде пропорционального регулятора. Управление скоростью полосы 2 осуществляет регулятор 19 скорости, постоянная, времени которого рассчитывается в блоке 20 деления по формулегде Тр - постоянная времени регулятора скорости, V - скорость полосы, ЬЗССАГ сигнал задания, определяющийся из соотношения . где Ь - длина полосы от конца зоны выдержки до измерителя магнитной индукции; -ь - длина полосы в зоне выдерж В зависимости от знака сигнала с выхода сумматора 21 регулятор 19 увеличивает или уменьшает напряжение задания для системы 22 управления приводом полосы. Запоминающее устройство 23 позволяет иметь информацию о толщине полосы в месте измере тя магнитной индукции. Сигнал с выхода запоминающего устройства 23 с учетом коэффициента передачи блока 24 умножения вычитается из сигнала измерителя 6 магнитной индукции с учетом коэффициента передачи блока 25 умножения и позволяет, таким образом, получать сигнал, характеризующий качество отожженной полосы независимо от толщины полосы. Устройство работает следующим обр.азом. При установившемся режиме напряжения управления на выходе регулятора 10 температуры и сумматора 15 имеют установившееся значение, поэтому напряжение на нагревателях 17 и 12 и температура полосы постоянны. При этом сигнал задания удельных потерь на входе сумматора 21 будет уравновешиваться сигналами с выхода блока 24 умножения и с выхода блока 25 умножения таким образом, чтобы на выходе регулятора скорости было неизменным напряжение управления Uy , а значит была неизменной и скорость полосы. Приколебании толщины полосы изменяется сигнал Ufrf с измерителя
Г схгацины, а значит сигнал u(Q) с выхода блока 8 перемножения, сигнал с выхода сумматора 9, сигнал Пул с выхода регулятора 10 температуры и сигнал U с выхода системы 11 управления нагревом полосы. Таким образом, нагреватель увеличивает количество отдаваемого тепла. При этом полоса будет нагреваться с учетом изменения ее массы. Рост отдаваемого тепла, а значит и сигнала U(Qn, пропорционального количест ву отдаваемого нагревателем 12 тепла, приводит к восстановлению равновесия на сумматоре 9 и к прекращению роста напряжения К,, с выхода системы 11 управления нагревом полосы. Однако в случае, если сигнал U(i) с измерителя 3 температуры полосыотличается от сиг.нала задания U(t3«A) ,. поступающего с задатчика начал1 ной температуры (не показан), регулятор:14 температуры будет увеличивать с помощью дополнительного нагревателя 17 температуру полосы до тех пор, пока сигнал U(i} с измерителя 3 температуры не сравняется с сигналом задания температуры U(. Аналогично поддерживается температура полосы на выходе из зоны нагрева при измедении скорости полосы, ширины полосы или изменении потерь тепла р„ в зоне.
При изменении магнитных свойств отзкигаемой стали нарушается равновесие сигналов U (РЗМД) , U( ) и U() на сумматоре 21. Так, в случае ухудшения свойств стали по сравнению с заданием, т,е. при и() -и(Р )+U(Pj) сигнал с выхода сумматора 21 будет отрицательным и регулятор 19 скорости уменьшит с помощью системы 22 управления приводом скорость полосы 2, проходящей через зону 7 вьщержки..
При этом произойдет более полное обезуглероживание стали и улучшение магнитных свойств до восстановления равновесия на сумматоре 21.
Таким образом, магнитные свойст-. ва стали будут поддерживаться на , заданном уровне. При изменении скорости изменяются и постоянные времен регуляторов температуры 14 и скорости 19, рассчитывающиеся-в блоках 13 и 20 деления соответственно, что позволйет вести процесс управления в темпе с процессом отжига.
Использование предлагаемого устройства позволяет существенно повысить качество отжига и однородность отожженной стали.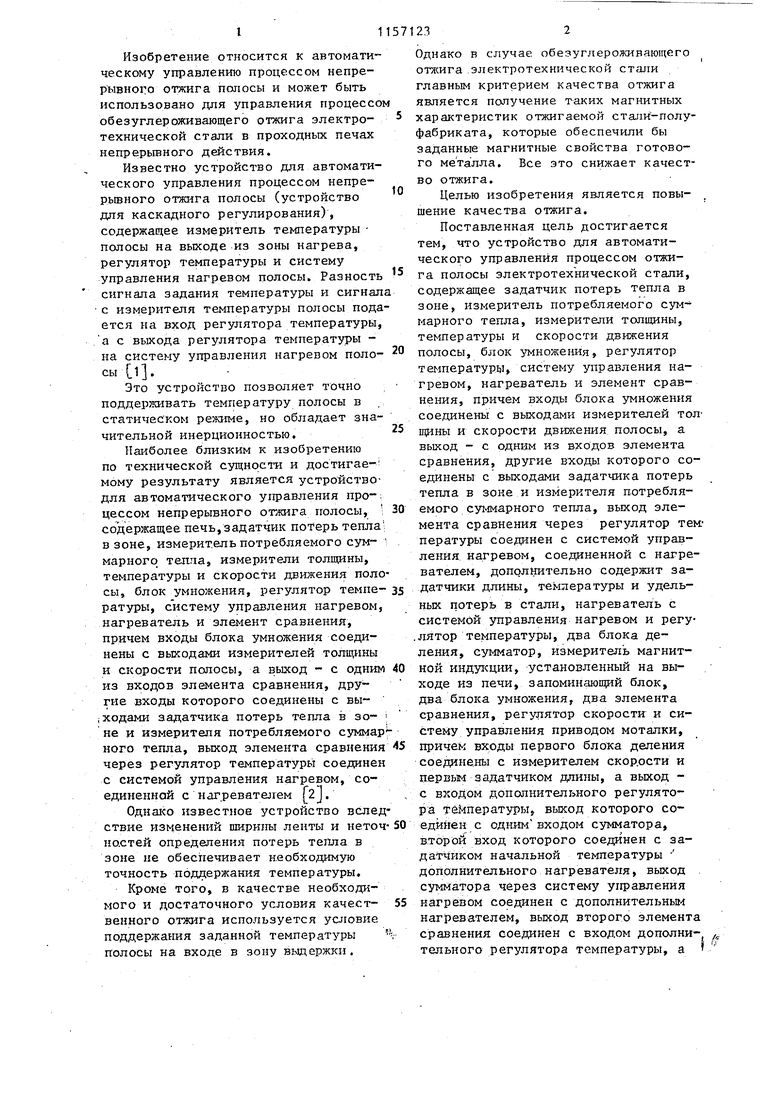
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ЭМУЛЬСИИ НА СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2006 |
|
RU2314170C1 |
| Способ управления ускоренным охлаждением полосы и устройство для его осуществления | 1984 |
|
SU1235579A1 |
| Устройство для тепловой защиты электродвигателя | 1978 |
|
SU720611A1 |
| Устройство для тепловой защиты электродвигателя | 1977 |
|
SU765930A2 |
| Устройство автоматического регулирования вытяжки прокатанных полос в процессе термической обработки на непрерывных агрегатах | 1983 |
|
SU1139528A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU998526A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Способ управления процессом непрерывной разливки стали и устройство для его осуществления | 1985 |
|
SU1328063A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСjKOrO УПРАВЛЕНИЯ ПРОЦЕССОМ ОТЖИГА 110ЛОСЫ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, со- (держащее . задатчик потерь тепла в зо не, измеритель потребляемого суг-адарного тепла, измерители толщины, :Пературы и скорости движения полосы, блок умножения, регулятор тегшерату;РЫ, систему управления нагревом, нагреватель и элемент сравнения, причем входы блока 5гмножения соединены с выходами измерителей толщины и ско рости движения полосы, а выход - с одтш из входов элемента сравнения, другие входы которого соединены с выходами задатчика потерь тепла в зоне к измерителя потребляемого суммарного .тепла, выход элемента сравнения через регулятор температуры соединен с системой управления Harpef BOM, соединенной с нагревателем, ; отличающееся тем, что, с целью повьюения качества отжига, оно дополнительно содержит задатчики длины, температуры и удельных потерь в стали, нагреватель с системой управления нагревом и регулятор температуры, два блока деления, сумма-; тор, измеритель магнитной индукции, установленный на выходе из печи, запоминающий блок, два блока умножения, два элемента сравнения, регулятор скорости и систему управления приводом моталки, причем входы первого блока деления соединены с,измерителем скорости и первым задатчиком длины, а выход - с входом дополнительного регулятора температуры, выход которого соединен с одним входом сумматора, второй вход которого соединен с задатчиком. начальной температуры дополнительного нагреватеЛя, вькод сумматора через систему управления нагревом соединен с дополнительным нагревателем, выход второго элемента сравнения соединен с входом дополнительного регулятора температуры, а входы - с задатчиком начальной температуры, первый вход третьего элемента сравнения через «Vl первьй блок умножения и запомин;ающий блок соединен с измерителем толщины, второй через второй блок умножёнияГО с измерителем магнитной индукции, 00 третий - с выходом задатчика удельных потерь в стали, выход элемента сравнения через регулятор скорости соединен с системой управления приводом моталки, один вход второго блока деления соединен с измерителем скорости, а второй вход - с вторым задатчиком длины, а выход второго блока деления соединен с входом регулятора скорости.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аптерман В.Н-., Тьмчак Б.М | |||
| Протяжные печи | |||
| М., Металлургия, 1969, с | |||
| Ручная тележка для грузов, превращаемая в сани | 1920 |
|
SU238A1 |
| Там же, с | |||
| Русская печь | 1919 |
|
SU240A1 |
| i | |||
