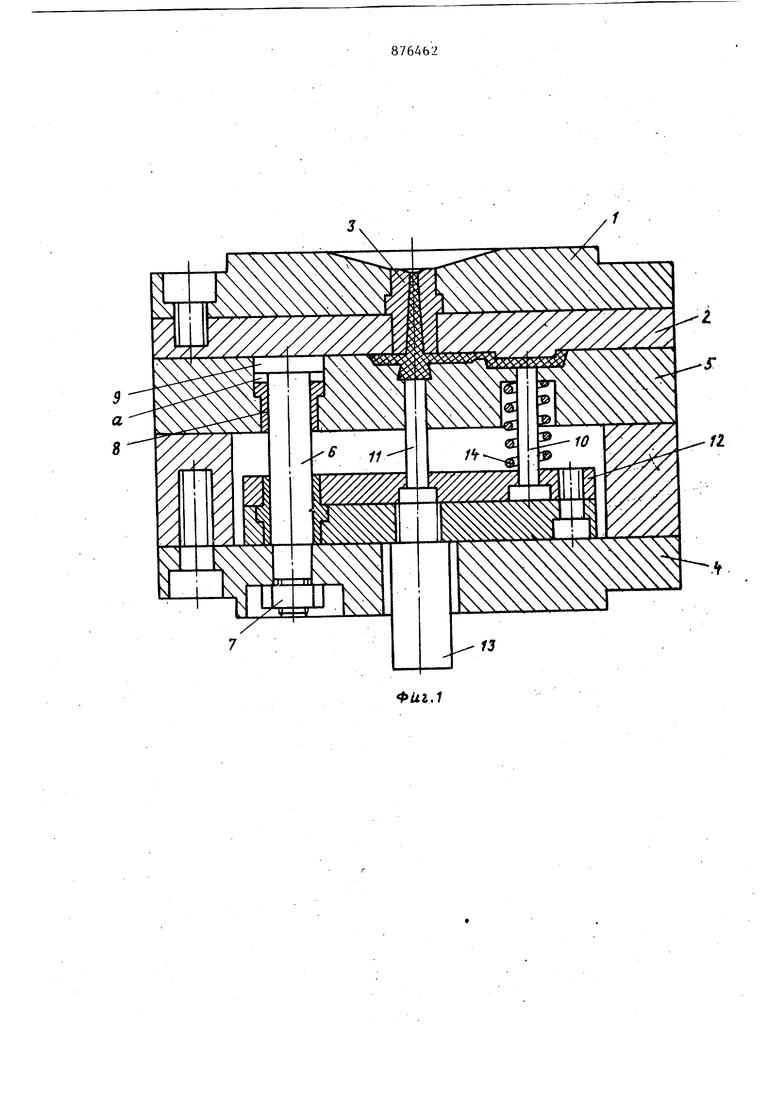
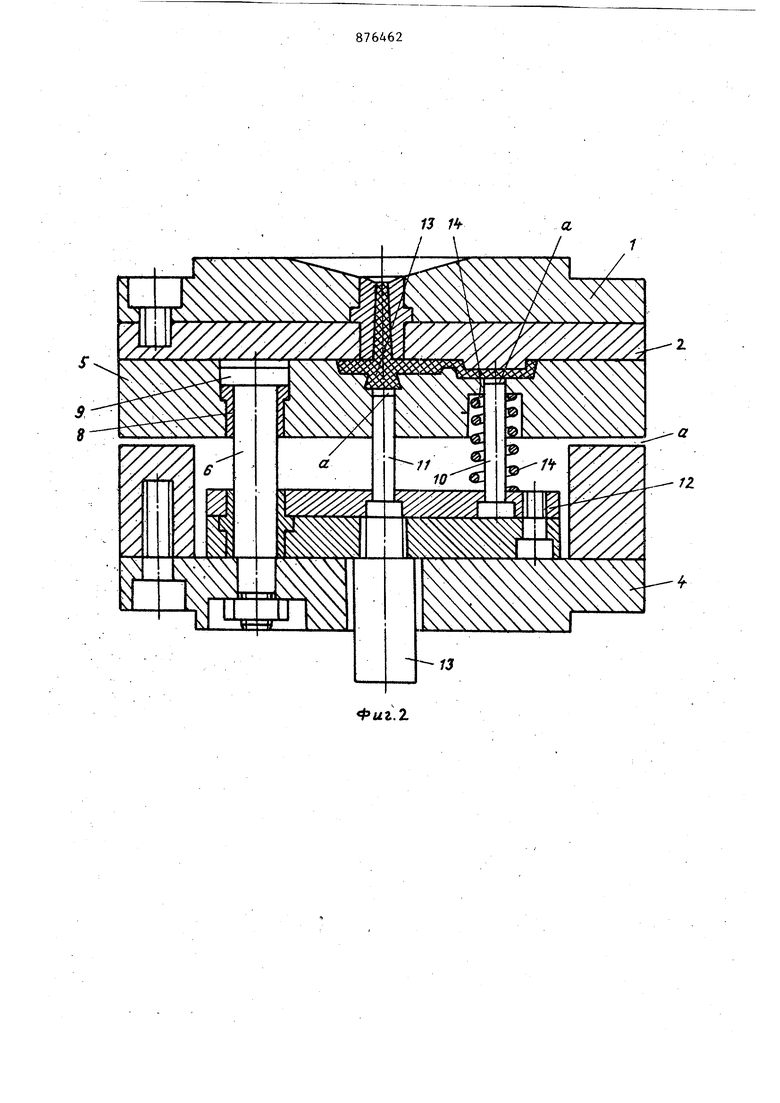
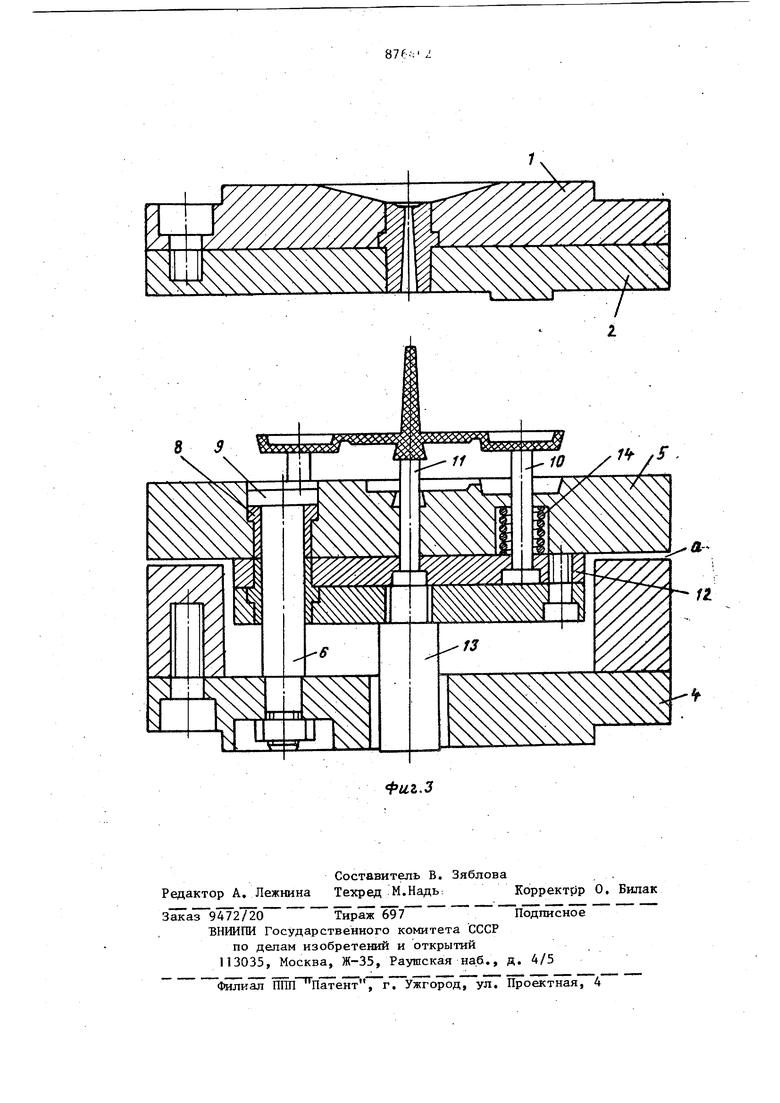
Изобретение относится к нереработ ке пластмасс в изделия. Известна литьевая форма для полимерных изделий, содержащая плиту , плиты предварительного и око чательного выталкивания, поворотные кулачки, взаимодействующие с штатами ,выталкивателей pl В известной форме отделение от вы талкивателей и удаление изделий из формы обеспечивается наличием копира двуплечих рычагов. Кроме того, наличие плит предварительного и окончательного выталкивания увеличивает габариты формы, .Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является литьевая форма для полимерных изделий, содержащая подвижную и неподвижщпо плиты, плиту матриц, плиту с ycTaHOBJ eHHbiMH в ней выталкивателями изделий, подпружиненную относительно плиты матриц в направлении is подвижной шщте направляющую колонку и направляющую втулку, установленную в плите матриц 2. В известной форме для отделения выталкивателей от изделий использован копир и подпружиненный стержень, нагшчие которых усложняет конструкцию формы. Цель изобретения - упрощение констрздсции. Поставленная цель достигается тем, что в литьевой форме для полимерных изделий, содержащей подвижную и неподвижную шшты, штату матриц, плиту с установленными в ней выталкивателями изделий, подпружиненную относительно плиты матриц в наг правлении к подвижной плите, направляющую колонку и направляющую втулку, колонка закреплена в подвижной плите и снабжена буртом, установленным с зазором относительно втулки. На фиг.1 изображена литьевая форма разрезу на фиг.2 - то же, в момент отделе1шя литников и изделий от толкателей на фйг.З - то же, в момент полного раскрытия пресс-формы. Литьевая форма содержит неподвижную плиту 1, жестко соединенную с пли той 2 пуансонов, в которой закреплена литниковая втулка 3, подвижную плиту 4,плиту 5 матриц,В подвижной пли закреплена направляющая колонка 6 гайками 7, а в плите матриц установлена направляющая втулка 8. Направляющие колонки снабжены буртами 9, установленными с зазором cj относи- тельно втулок. Выталкивающая система включает выталкиватель 10 изделия и выталкиватель 11 центрального литника, закрепленные в плите 12, в которой также размещен шток 13. На выталкивателе изделия между плитой матриц и плитой выталкивателей размещена пружина 14. Сила сжатия пружины долж на быть больше силы адгезии полимера с выталкивателями 10 и 11. Литьевая форма работает следующим образом. После отверждения литников и изделий форма раскрывается. Под дёйстэием литьевой машины плита 4 с закрепленными в ней направляющими коло ками 6 отводится от плиты 5 матриц на величину зазора с до соприкосновения буртов 9,. вьтолненных на направляющих колонках 6, со втулками 8 в .плите 5 матриц. Пружины 14, пре долевая силу адгезии пластмассы к выталкивателям 10 и 11 и силу трения скольжения этих выталкивателей, разжимаются, двигая при этом систему выталкивания одновременно с плитой 4 В результате этого между изделиями, литниками и соответственно выталкива телями 10 и 11 образуется зазора; а следовательно, осуществляется отдел ние литников и изделий от выталкивателей. При дальнейшем движении плиты 4 направляющие колонки 6 взаимодейс вуют своими буртами 9 через втулки 8 с плитой 5 матриц, приводя ее этим ,в движение, и форма раскрывается по плоскости разъема. Шток 13, взаим действуя с не11одвиж1в 1м упором литье-, вой манишь, останавливает систему выталкивания, а плита 5 матриц продолжая двигаться с плитой 4, сжимает пружины 14. Далее выталкиватели 10 и. II выталкивают изделия и литники, причем последние не saimпают на выталкивателях. После выталкивания форма начинает смыкаться. При этом плита 4 с направляюиими колонками 6 начинает движение, освобождая плиту 5 матриц, которая под действием силы сжатия пружины 14 движется одновременно с плитой 4. Далее плита 4 доходит до плиты 12 выталкивателей и начинает двигать их вместе с плитой 5 матриц до смыкания полуформ по плоскости разъема, после чего плита 5 матриц останавливается, а плита 4 с системой выталкивания продолжает движение, сжимая пружину 14. Предлагаемая литьевая форма обеспечивает надежное отделение литников и изделий от выталкивателей, имеет щэостое конструктивное выполнение. Формула изобретения Литьевая форма для полимерных изделий, содержащая подвиж11ую и неподвижную плиты, плиту матриц, плиту с установленными в ней выталкивателями изделий, подпружиненную относительно плиты матриц в направлении к подвижной плите, направляющую колонку и направляющую втулку, установленную в плите матриц, отличающаяся тем, что, с целью упрощения конструкции, направляющая колонка закреплена в подвижной плите и снабжена буртом, установленным с зазором относительно втулки. Источники информации, принятые.во внимание при экспертизе 1.Авторское свидетельство СССР № 579157, кл. В 29 С 5/00, 2.Патент Японии № 13312, кд. Б 29 F 1/14, 1975 (прототип}.
Фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для полимерныхиздЕлий C МЕХАНичЕСКиМ ОТРыВОМТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU829440A1 |
| Литьевая форма для полимерных изделий с двухступенчатой системой выталкивания | 1981 |
|
SU956282A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая пресс-форма | 1976 |
|
SU553118A1 |
| Литьевая форма | 1989 |
|
SU1757899A1 |