Изобретение относится к области обработки металлов давлением.
Известны механические ирессы для вытяжки полых изделий, содержащие станину, в направляющих которой смонтирован ползун, связанный с приводным механизмом, а также стол.
С целью расщирения технологических возможностей и повыщения производительности предлагаемый пресс снабжен смонтированным в столе по оси ползуна вертикальным гидравлическим цилиндром с двусторонним полым щтоком, в верхней части которого выполнено гнездо для крепления инструмента, при этом корпус гидроцилиндра имеет направляющую часть, в которой выполнено загру зочное окно.
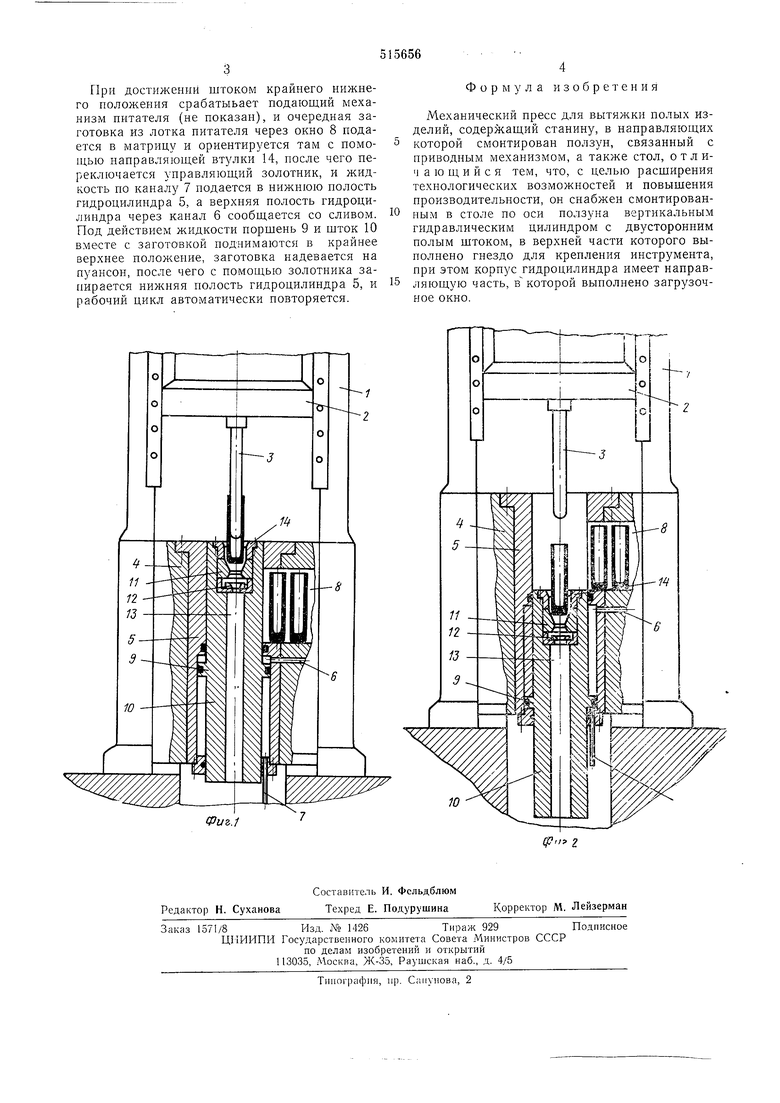
На фиг. 1 представлен пресс, перед началом вытяжки; на фиг. 2 - то же, с установленной на матрице заготовкой.
Пресс содержит станину 1, в направляющих которой смонтирован ползун 2, на котором крепится пуансон .
Па станине пресса закреплен стол 4 со смонтированным в нем корпусом гидроцилиндра 5 с каналами 6 и 7 для подачи жидкости и окном 8 для подачи заготовки в штамп. Порщень 9 гидроцилиндра выполнен за одно целое со штоком 10, в котором имеется гнездо для зстановки матрицы 11 и съемника 12. Для удаления готового изделия в штоке 10 имеется центральное сквозное отверстие 13.
Пресс работает следующим образом.
Перед началом работы пресса ползун вместе с закрепленным на нем пуансоном находится в крайнем верхнем положении, а шток 9 гндроцилиндра 5 поднят, причем заготовка надета на пуансон образом, что торцом пуансона и ее дном остается небольшой зазор. Пижняя полость гидроцилиндра 5 заполнена жидкостью и перекрыта управляющим золотником (не показан), связанным с ней каналом 7.
При включении пресса ползун перемещается вниз и нри угле поворота равном 15-20° пуансон входит в контакт с заготовкой, и начинается процесс вытяжки.
По окончании процесса вытяжкп, когда пуансон находится в нижнем крайнем положении, с иомощью управляющего золотника, работа которого синхронизирована с вращением кривошипного вала пресса, жидкость подается но каналу 6 в верхнюю полость гидроцилиндра 5, а нижняя нолость через канал 7 соединяется со сливом.
Под действием жидкости поршень 9 вместе со штоком 10 опускается, съемпик 12 захватывает заготовку и снимает ее с пуансона, после чего заготовка через центральное отверстие проваливается под пресс, а ползун 2 пресса в этот момент перемещается вверх.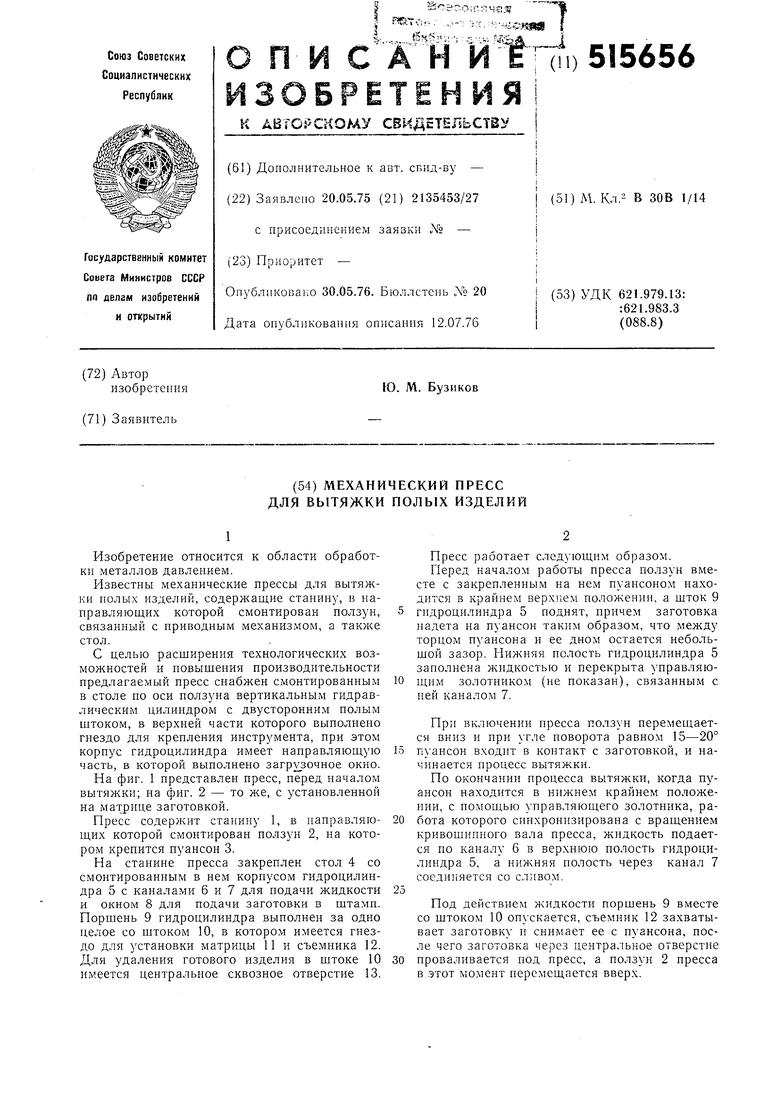
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для калибровки трубчатых заготовок | 1975 |
|
SU548441A1 |
| Штамп для деформирования трубных заготовок | 1974 |
|
SU490530A1 |
| Гидравлическое предохранительное устройство для защиты кривошипных прессов от перегрузки | 1975 |
|
SU534372A1 |
| Механический пресс для вытяжки полых изделий | 1977 |
|
SU659404A1 |
| Пуансон штампа с направляющей втулкой для обработки полых изделий | 1974 |
|
SU733801A1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2302920C1 |
| Гидравлический пресс | 1978 |
|
SU774963A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
