1
Изобретение относится к обработке металлов давлением, в частности - к устройствам для деформирования трубных заготовок путем совмещения обжима с протяжкой.
Известные штампы для деформирования трубных заготовок, содержащие закрепленный на ползуне пресса комбинированный пуансон, матрицу, ус- ановленную на плите стола пресса и промежуточную плиту, не обеспечивают получения изделий требуемой точности и имеют малую стойкость.
Цель изобретения - повышение точности изготавливаемых изделий и стойкости штампа.
Это достигается тем, что в промежуточной плите установлена кондукторная втулка, выполняющая одновременно роль съемника и нажимного элемента, передающего усилие на заготовку, и бак для смазочно-охлаждающей жидкости, выполненный из секций, установленных телескопически, при этом в промежуточной плите выполнены отверстия для размещения в них ограничителей хода указанной плиты, смонтированных в плите стола пресса, и труб для отвода смазочио-охлаждающей жидкости, а сама промежуточная плита имеет возможность перемещения при помощи цилиндров, расположенных в столе пресса.
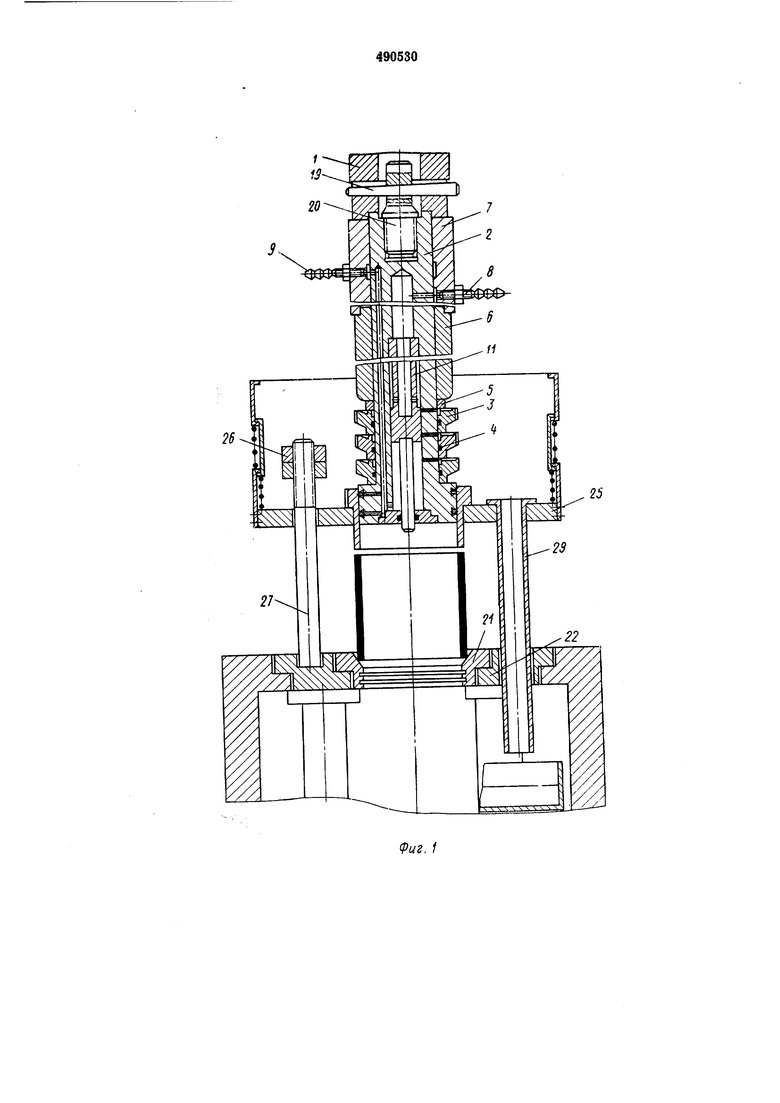
На фиг. 1 изображен штамп в исходном положении, общий вид; на фиг. 2 - то же, в момент окончания формовки изделия.
Штамп для деформирования трубных заготовок путем совмещения операций деформирования и протягивания содержит прикрепленный к ползуну пресса с помощью пуаисонодержателя 1 комбинированный пуансон, состоящий из центрального стержня 2 с задней
направляющей (изготовленной заодно целое со стержнем), на который насажены дисковые зубцы 3 с уплотняющими элементами 4, образующие протяжку, промежуточная втулка 5 и пуансон, имеющий рабочую 6 и нажимную 7
части. В последнюю ввернуты штуцера 8 и 9 для подвода смазочно-охлаждающей и рабочей жидкостей.
Внутри центрального стержня 2 имеется канал 10, в который вмонтирован золотник 11 с
хвостовиком 12, который снабжен радиальными отверстиями 13 с впадинами между зубцами, и каналами 14 и 15 для иодвода жидкости к уплотняющим упругим элементам 16. По каналу 17 в полость 18 подается жидкость для
уиравления подъемом золотника 11. Крепление комбинированного пуансона к пуансонодержателю 1 осуществ„тяется клином 19 н головкой 20, ввернутой в центральный стержень 2. Матрица 21 установлена на плите 22 стола
пресса, под которой размещены пневматические цилиндры 23, штоки 24 которых связаны с промежуточной плитой 25 для перемещения ее до ограничительных упоров 26 но вертикальным направляющим колонкам 27. В пептральное отверстие промежуточной плиты 25 вмоптирована кондукторная втулка 28. На плите 25 также размещена емкость, выполненная в виде бака с трубами 29 для отвода смазочно-охлаждающей жидкости и защитного кожуха, который состоит из выдвижных подпружиненных секций 30, расположенных телескопически.
Перед началом работы закрепленный на ползуне пресса комбинированный пуансон, промежуточная плита 25 и выдвижной кожух находятся в верхнем положении, причем уплотняющие упругие элементы 16 с задней направляющей центрального стержня 2 находятся внутри кондукторной втулки 28.
Смазанную заготовку с помощью питателя подают в щтамп.
При рабочем ходе ползуна пресса вниз зубья протяжки и рабочая часть 6 пуансона свободно проходят через заготовку до тех пор, пока нажимная часть 7 пуансона не упрется в торец кондукторной втулки. Подпружиненные секции 30 телескопического цилиндра, взаимодействуя с торцом ползуна пресса и перемещаясь в осевом направлении, сдвигаются, и высота цилиндра уменьшается до тех пор, пока торец кондукторной втулки не начнет взаимодействовать с торцом заготовки, проталкивания ее внутрь матрицы 21 и обжимая заготовку по наружному и внутреннему диаметрам.
При обратном ходе ползуна пресса комбинированный пуансон вместе с заготовкой поднимается вверх, и промежуточная плита 25 под действием пневмоцилиндров 23 по направляющим колонкам 27 перемещается до ограничительных упоров 26. Плита 25 останавливается, а секции 30 телескопического цилиндра поднимаются в исходное положение под действием пружин. Одновременно шток 31 гидроцилиндра 32, установленного в плите пресса, выдвигается вверх. Величина хода щтока регулируется ограннчнтельной гайкой 33. В тот момент, когда извлекаемая из матрицы заготовка упрется в торец кондукторной втулки, смазочно-охлаждающая жидкость под давлением через штуцер 8 перемещается по каналу 10 и, воздействуя на торец золотника И, смещает его вниз, прижимая хвостовик 12 к штоку 31 выдвижного упора, а канал 14 соединяется со сливом.
При перемещении вверх комбинированного пуансона режущие кромки первого зубца вступают в контакт с обрабатываемой заготовкой, при этом смазочно-охлаждающая жидкость будет поступать под режущую кромку каждого зубца по мере их вступления в работу.
Перед выходом из обрабатываемого отверстия первого зубца подача смазочно-охлаждающей жидкости к нему прекращается, так
как золотник 11 закроет радиальные отверстия 13, а перед выходом последнего режущего зубца из обрабатываемого отверстия автоматическим путем переключается управляющий золотник (на фиг. не показано). Канал
10 соединяется со сливом, а поступающая под давлением жидкость по каналам 14, 17 лопадает в полость 18 под торец золотника И и заставляет его перемещаться вверх по каналу в исходное положение.
Для того, чтобы удалить стружку из впадин зубцов по выходу из обработанной детали, золотнику дается одно- двух-кратное перемещение из одного крайнего положения в другое путем подачи смазочно-охлаждающей
жидкости по каналу 10. Стружку вместе со смазочно-охлаждающей жидкостью собирается внутри емкости и отводится по трубам 29. После полной обработки готовая деталь с помощью питателя извлекается из рабочего
иространства штампа, а на ее место устанавливается новая заготовка и цикл обработки 1ювторяется.
Пред м е т изобретения
Штамп для деформирования трубных заготовок, содержащий закрепляемый на ползуне пресса комбинированный пуансон, матрицу, установленную на плите стола пресса и промежуточиую плиту, отличающийся тем, что, с целью повышения точности изготавливаемых изделий и стойкости штампа, в промежуточной плите установлена кондукторная втулка, выполняющая одновременно роль съемника и нажимного элемента, передающего усилие на заготовку, и бак для смазочно-охлаждающей жидкости, выполненный из секции, установленных телескопически, при этом в промежуточной плите выполнены отверстия
для размещения в них ограничителей хода указанной плиты, смонтированных в плите стола пресса, и труб для отвода смазочно-охлаждающей жидкости, а сама промежуточная плита имеет возможность перемещения
при помощи цилиндров, расположенных в столе пресса.
3.
-//
23
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон штампа с направляющей втулкой для обработки полых изделий | 1974 |
|
SU733801A1 |
| Гидравлический пресс для калибровки трубчатых заготовок | 1975 |
|
SU548441A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Гидравлическое предохранительное устройство для защиты кривошипных прессов от перегрузки | 1975 |
|
SU534372A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп к плунжерному прессу | 1979 |
|
SU856619A1 |
| Устройство для горячего деформи-РОВАНия | 1979 |
|
SU846044A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Механический пресс для вытяжки полых изделий | 1975 |
|
SU515656A1 |