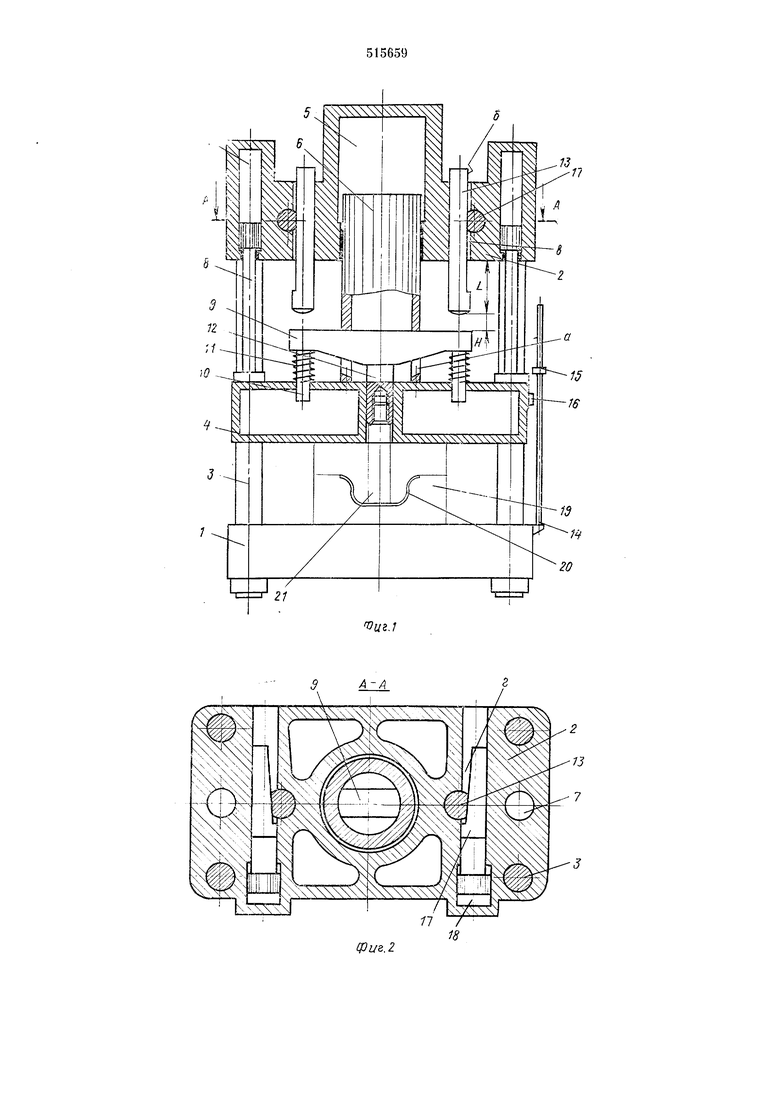
металлом. При этом давление рабочей жидкости подается в поршневые полости гидроцилиндров 7; слив из штоковых полостей этих цилиндров регз-лируется, определяя необходимую скорость движения подвижной траверсы 4; освобождающийся объем главного цилиндра 5 заливается рабочей жидкостью из бака наполнения (не показан).
По команде датчика давления подается давление рабочей жидкости в главный цилиндр 5 и происходит прессование, а затем - выдержка под давлением. Происходит подъем подвил ной траверсы 4 за счет подачи давления рабочей жидкости в штоковые полости гндроцилиндров 7.
После того, как траверса 4 прошла расстояние Н, начинает работать верхний выталкиватель: пружины 11 сжимаются и шток 12 с выталкивателем 21 сбрасывают изделие 20. Обш;ий ход траверсы равен расстоянию Н плюс величина хода выталкивателя, после чего траверса останавливается по команде от путевого выключателя 15.
Наладка пресса при уменьшении размера L (фиг. 1).
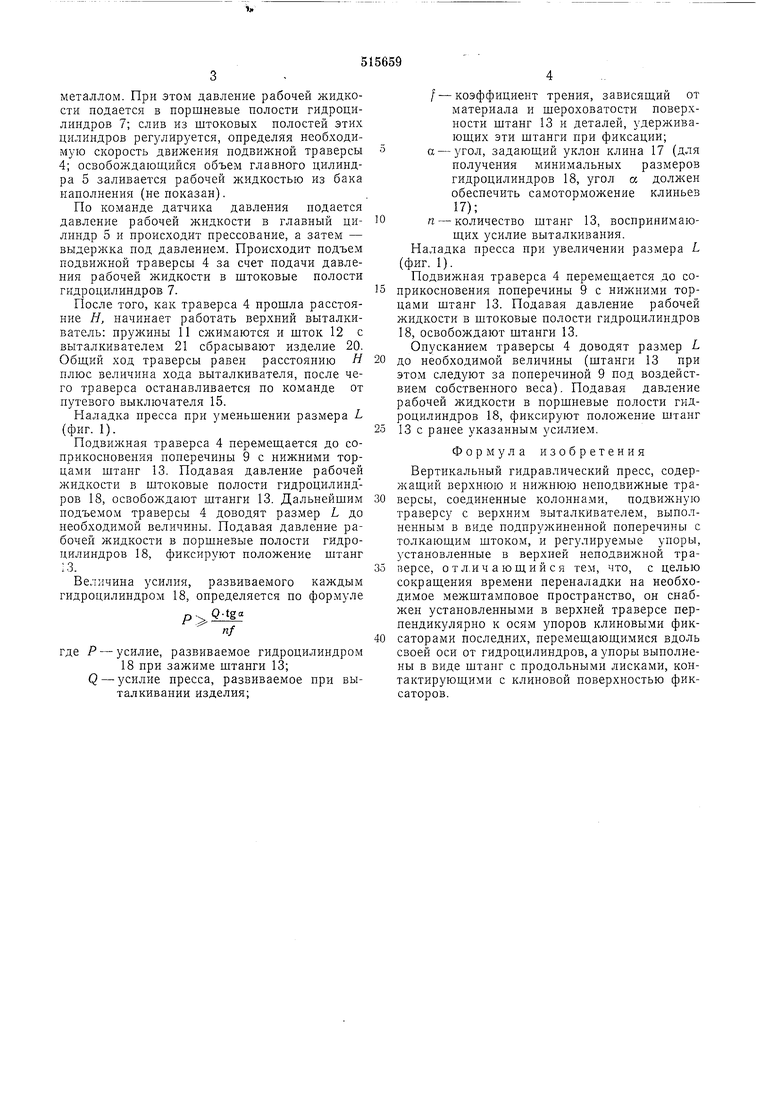
Подвижная траверса 4 перемещается до соприкосновения поперечины 9 с нижними торцами штанг 13. Подавая давление рабочей жидкости в штоковые полости гидроцилиндров 18, освобождают штанги 13. Дальнейшим подъемом траверсы 4 доводят размер L до необходимой величины. Подавая давление рабочей жидкости в поршневые полости гидроцилиндров 18, фиксируют положение штанг 13.
Величина усилия, развиваемого каждым гидроцилиндром 18, определяется по формуле
р. Q:tg.
f
где Р - усилие, развиваемое гидроцилиндром
18 при зажиме штанги 13; Q - усилие пресса, развиваемое при выталкивании изделия;
/ - коэффициент трения, зависящий от материала и шероховатости поверхности штанг 13 и деталей, удерживающих эти штанги цри фиксации; а - угол, задающий уклон клина 17 (для получения минимальных размеров гидроцилиндров 18, угол а должен обеспечить самоторможение клиньев 17);
п - количество штанг 13, воспринимающих усилие выталкивания. Паладка пресса при увеличении размера L (фиг. 1).
Подвижная траверса 4 перемещается до соприкосновения поперечины 9 с нижними торцами штапг 13. Подавая давление рабочей жидкости в щтоковые полости гидроцилиндров 18, освобождают штанги 13.
Опусканием траверсы 4 доводят размер L до необходимой величины (штанги 13 при этом следуют за поперечиной 9 под воздействием собственного веса). Подавая давление рабочей жидкости в поршневые полости гидроцилиндров 18, фиксируют положение штанг 13 с ранее указанным усилием.
Формула изобретения
Вертикальный гидравлический пресс, содержащий верхнюю и нижнюю неподвижные траверсы, соединенные колоннами, подвижную траверсу с верхним выталкивателем, выполненным в виде подпружиненной поперечины с толкающим штоком, и регулируемые упоры, установленные в верхней неподвижной траверсе, о т л.ич а ющий с я тем, что, с целью сокращения времени переналадки на необходимое межштамповое пространство, он снабжен установленными в верхней траверсе перпендикулярно к осям упоров клиновыми фиксаторами последних, перемещающимися вдоль своей оси от гидроцилиндров, а упоры выполнены в виде штанг с продольными лисками, контактирующими с клиновой поверхностью фиксаторов.
77
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1995 |
|
RU2082548C1 |
| Гидравлический прошивной пресс | 1976 |
|
SU664845A1 |
| Установка для литья под низким давлением | 1976 |
|
SU577087A1 |
| Выталкиватель пресса | 1985 |
|
SU1268436A1 |
| Устройство для формования | 1984 |
|
SU1230840A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ИСПЫТАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2281473C2 |
| Гидравлический пресс | 1984 |
|
SU1220806A1 |