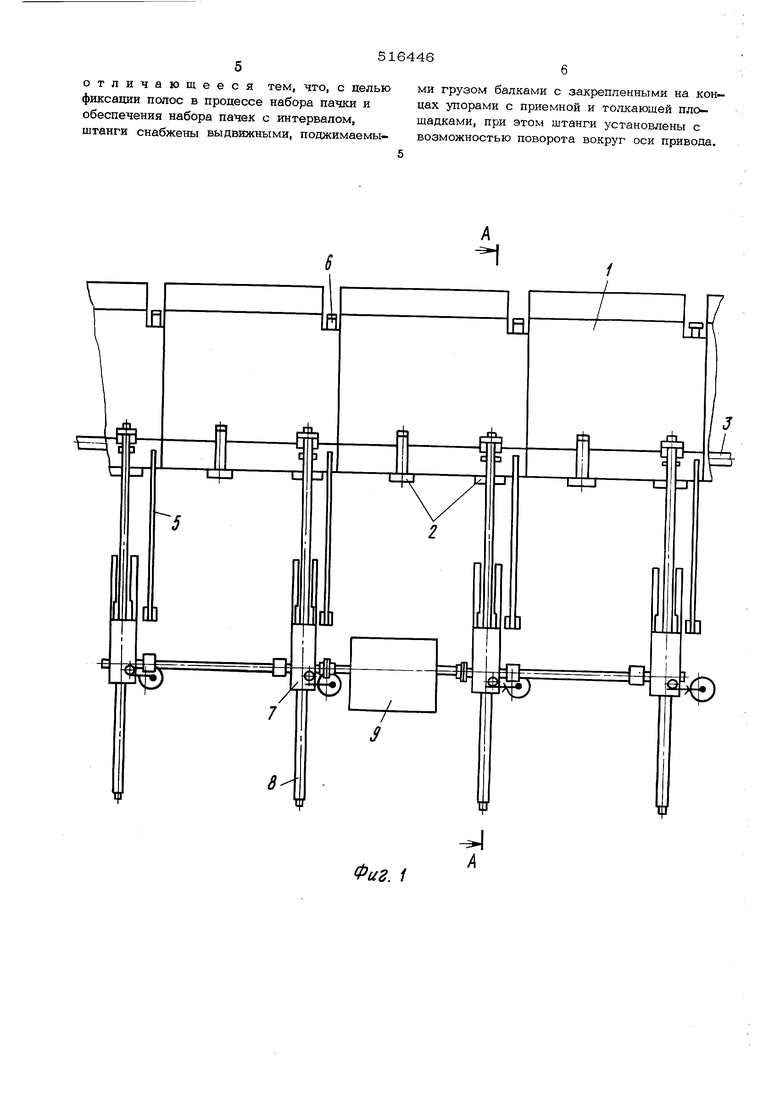
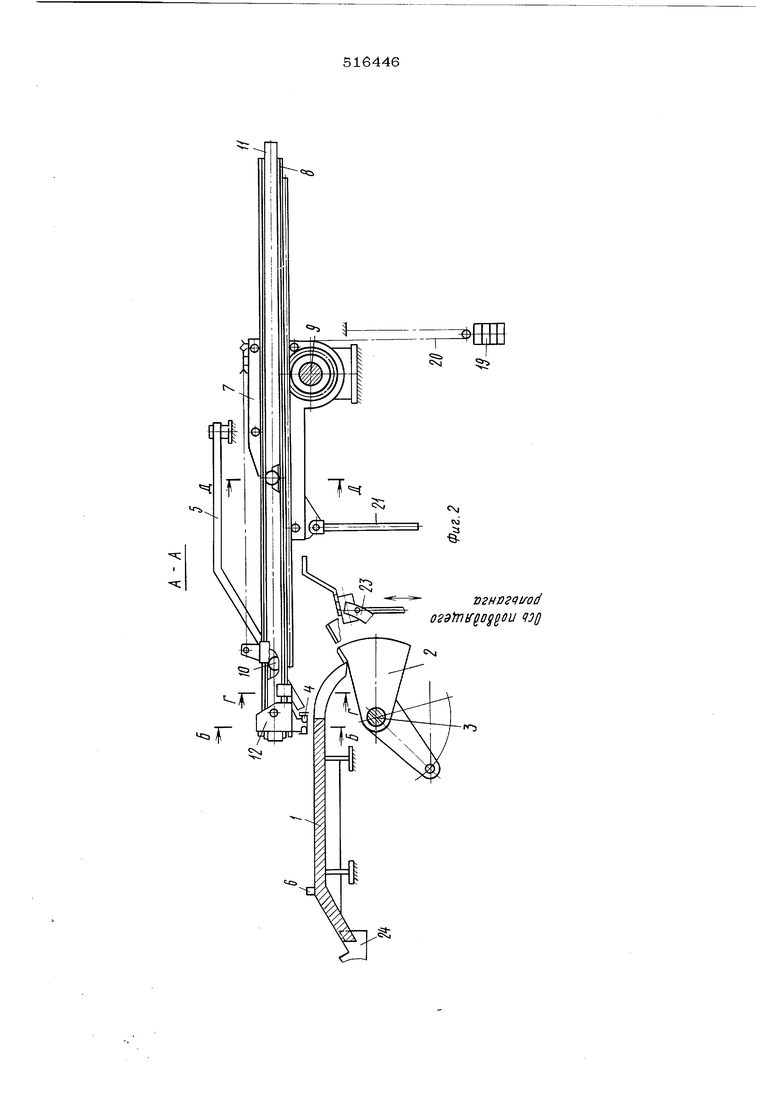
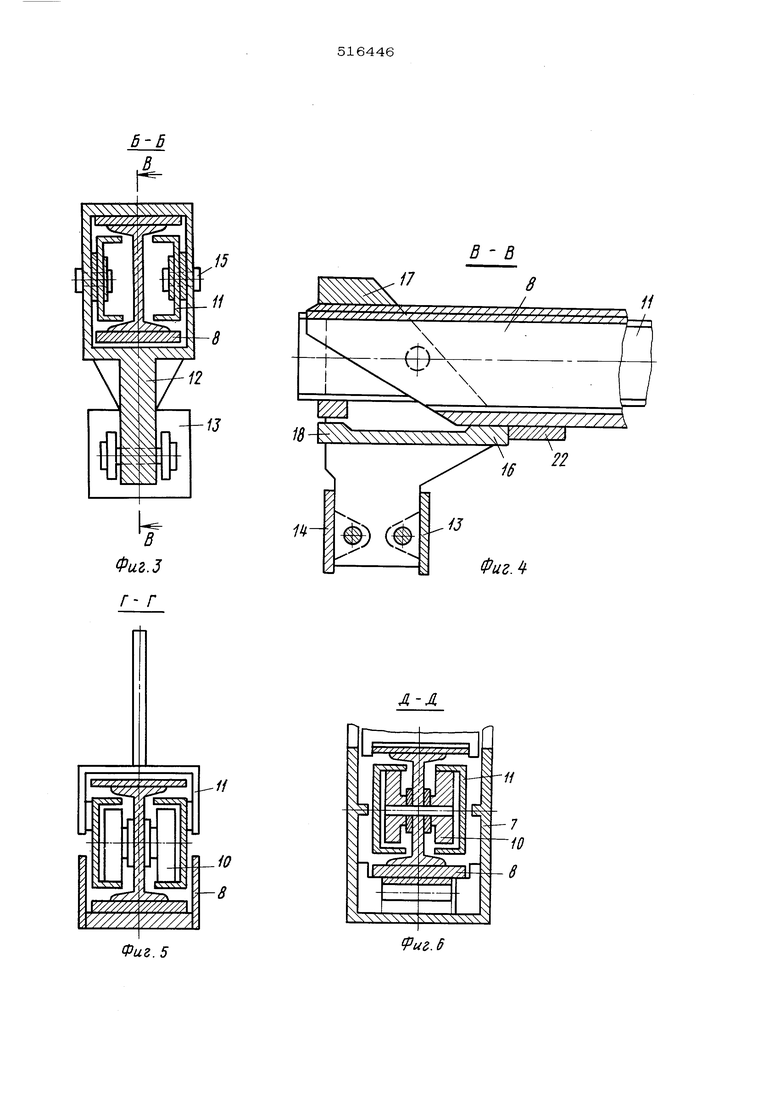
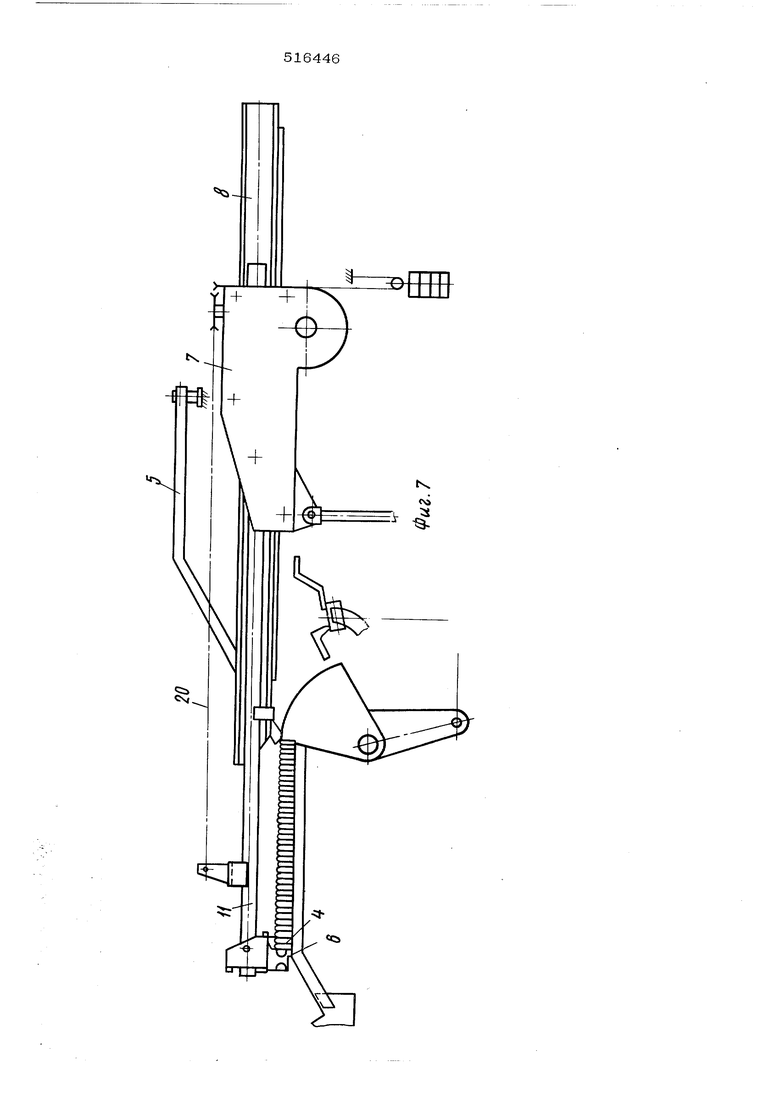
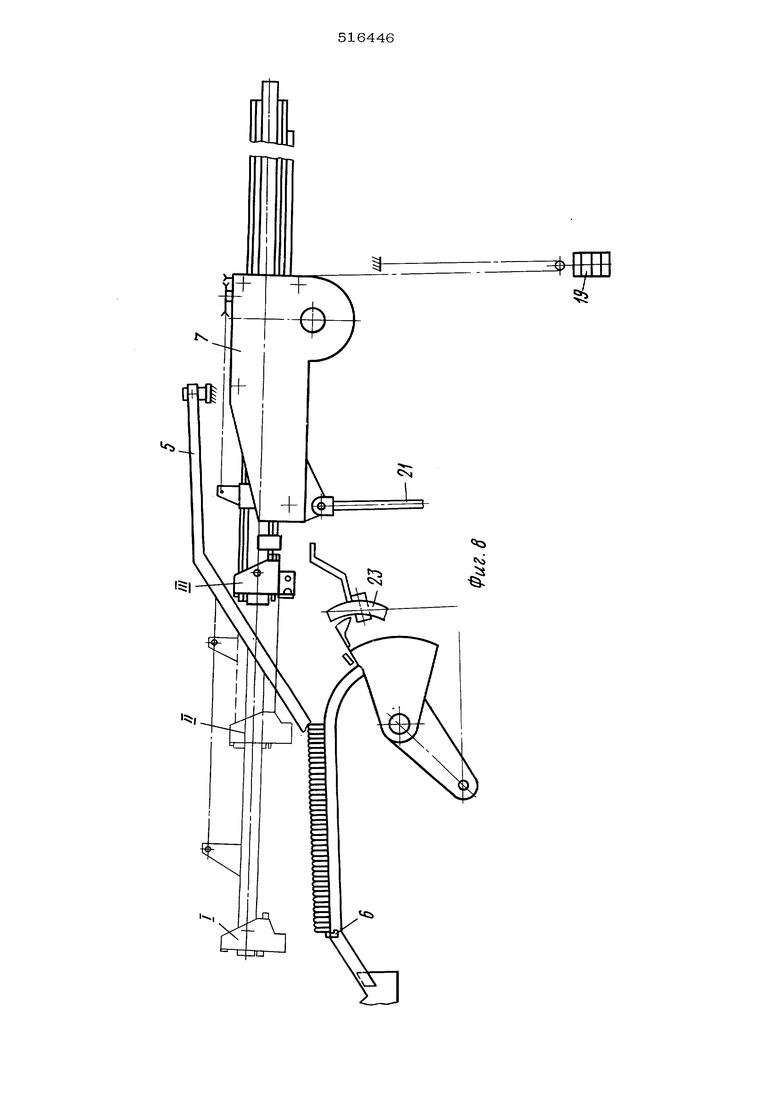
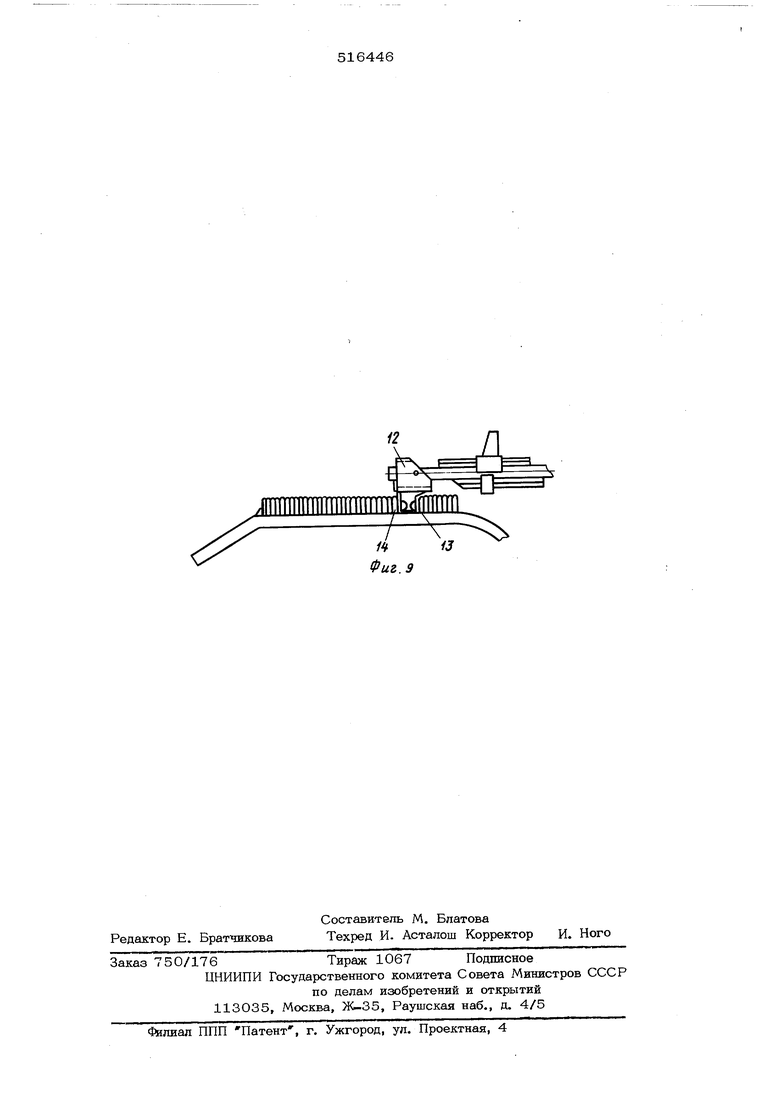
На фиг. 1 изображено предложенное уст ройство, обший вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - разрез по В-В на фиг. 3; на фиг. 5 - разрез по Г-Г на фиг. на фиг. 6 - разрез по Д-Д на фиг. 2; на фиг. 7 - положение механизмов устройства при окончании набора пачки полос; на фиг. 8 - то же, в исходном, нерабочем положении; на фиг. 9 - положение толкателя при наборе новой пачки полос при одновременной разборке предыдущей с определенны интервалом между ними. Устройство содержит ряд одинаковых ме ханизмов, расположенных на определенных интервалах по всей длине холодильника, в его начале, и состоит из плитного настила Iрычагов 2 подавателя полос закрепленных на обшем приводном валу 3, которые служат для приема полосы 4 от подводящего рольганга холодильника и установки на плитный настил 1 в положении на ребро. Для фиксации полосы в этом положении установлены фиксаторы 5. В конце плитного настила 1 установлен отделитель полос с выступающими упорами 6, которые после набора пачки фиксируют ее. На роликовых опорах корпусов 7 реечного толкателя установлены штанги 8, которые приводятся приводом 9. В каждой щтанге 8 установлены по две пары роликов 10, на которые опирается выдвижная балка 11 с упором 12, имеющим закрепленные шарнирно прием ную 13 и толкающую 14 площадки. Упор 12 соединен с выдвижной балкой 11 при помощи осей 15 и имеет в корпусе приливы 16-18. Выдвижная балка 11 постоянно поджимается грузом 19 через цепь 20. К корпусам 7 щарнирно крепятся стержни 21, которые под действием отдельного привода обеспечивают подъем и опускание упоров 12, поворачивая щтанги 8 с балками IIвокруг оси привода 9. На щтангах 8 имеются упоры 2, которые устанавливаются и закрепляются по месту при окончательной отладке устройства, обеспечивая одновременное прилегание толкающих площадок 14 к пачке полос при выталкивании. В своей работе устройство взаимодействует со сбрасывающими клапанами 23 подводящего рольганга холодильника и передающими рейками 24. Устройство работает следующим образом
Для первоначального набора пачки полос штанги 8 реечного толкателя при помощи привода 9 устанавливаются в положение, показанное на фиг. 2. При этом приемные площадки 13 упоров 12 располагаются на линии установки на ребро первой полосы.
Формула изобретения
Устройство для набора пачек в положении на ребро, содержащее настил, подаватель полос, ограничители в начале и конце пачки и приводной реечный толкатель со щтангами. Поступающие на приемный рольганг холодильника полосы подаются сбрасывающими клапанами 23 в рихтовочный желоб, а оттуда рычагами 2 устанавливаются на 1ЛИТНЫЙ настил в положение на ребро. При этом полоса 4 упирается в приемные площадки 13 упоров 12, слегка поворачивает их вокруг осей 15 (фиг. З) до упора приливов 18 (фиг. 4) в соответствующие выступы на выдвижных балках, отводя приливы 16 и 17 (фиг. 4) от поверхностей щтанг и давая возможность упорам 12 переместиться вперед, преодолевая сопротивление грузов 19, фиксаторы 5 (фиг. 2), пропустив под собой полосу 4, фиксируют ее после отвода рычагов 2 в исходное положение. Затем цикл повторяется и по мере поступления в пачку новых полос полоса 4 перемещается влево до положения, показанного на фиг. 7, где прижимается к упорам 6 отделителей полос, В это время включается привод стержней 21 (фиг. 8), щтанги, поворачиваясь вокруг оси реечного привода, поднимают упоры 12 в положение I (фиг. 8), а грузы 19 возвращают их в попожение II до упоров 22 (фиг. 4). Затем при помощи реечного привода щтанги отводятся в положение III (фиг. В). При необходимости перемещения пачки для разборки после окончания прокатки, когда рычаги 2 не смогут уже ее перемещать, штанги опускаются и работают как в обычном реечном толкателе, упираясь в пачку толкающими площадками 14. При этом усилия воспринимаются только толкающими щтангами 8 с упорами 22 через приливы 16 и 17 (фиг. 4) упоров 12. Для набора новой пачки одновременно с разборкой прегыдущей и с определенным интервалом между ними пачка перемещает ся как описано выще, но при достижении щтангами положения, показанного на фиг.2, они останавливаются и набор новой пачки производится обычным путем. При этом толкающая 14 и приемная 13 площадки (фиг. 9) располагаются между пачками, создавая интервал и перемэщаясь по мере набора новой пачки. Когда последняя полоса разбираемой пачки будет передана на передакшше рейки 24, упоры 12, продолжая перемещение под действием набираемой пачки, последовательно занимают положения 1, И и 111 (фиг. 8).
отличающееся тем, что, с целью фиксации полос в процессе набора пачки и обеспечения набора пачек с интервалом, штанги снабжены выдвижными, поджимаемыми грузом балками с закрепленными на концах упорами с приемной и толкающей площадками, при этом штанги установлены с возможностью поворота вокруг оси привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАБЕЛЕР ДЛЯ ПЕРЕМЕЩЕНИЯ УСТАНОВКИ И СЪЕМАГРУЗОВ | 1970 |
|
SU268993A1 |
| Устройство для сортирования сухого лущеного шпона | 1988 |
|
SU1579781A1 |
| ШТАБЕЛЕР ДЛЯ ПЕРЕМЕЩЕНИЯ, УСТАНОВКИ И СЪЕМА ГРУЗОВBtttUtUolifl?! | 1969 |
|
SU254390A1 |
| Устройство для поштучной выдачи поддонов | 1981 |
|
SU1047698A1 |
| Штанговый подаватель | 1983 |
|
SU1097536A1 |
| Сталкиватель слябов | 1982 |
|
SU1060265A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
| Устройство для набора пачек в положении на ребро | 1976 |
|
SU577166A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1968 |
|
SU220839A1 |
| Устройство для формирования пачек длинномерного проката | 1989 |
|
SU1662909A1 |
А
Фиг. 1
d
y
ThfTTT
s
OJ
VZHDZQlfod 02dfny§OSgOU Q31)
В - В
17
8
а
////////////7////Л
///////7
///////л .| у
22
/J
)С|
ФигЛ
11
JO -8
Фиг. 5
иг.6
/4f/J
Фиг. 9
