(54) РЕЗЦОВАЯ ГОЛОВКА ДЛЯ СТРОГАЛЬНЫХ СТАНКОВ
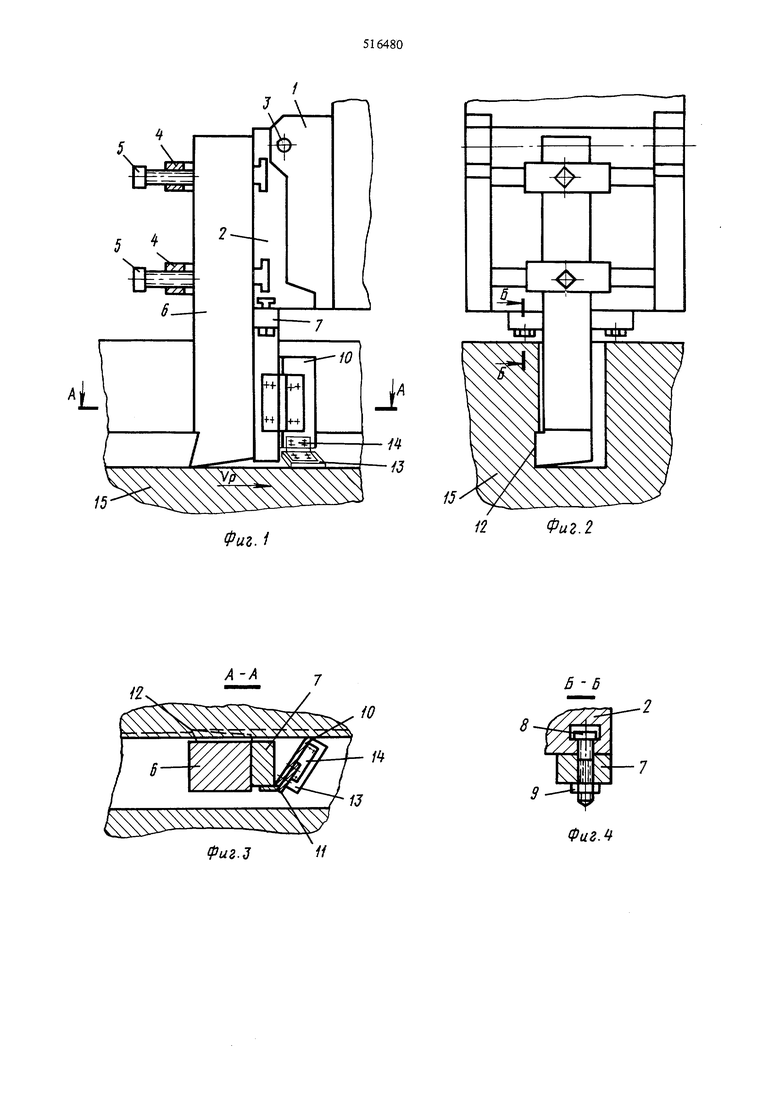
которых крепится стойка ; боковой жесткой пластаны 10, которая устанавливается на стойке 7 при помощи 1Г-о5разной плоской пружины 11, имеющей вертикальную ось поворота. Пластина 10 перекрывает в закрытом, рабочем положении боковую режущую KpoMicy 12 резца и поднутрение паза. Нижняя пластина 13 крепится на пластине 10 при помощи Г-образной пружины 14, имеющей горизонтальную ось поворота. Пластина 10 перекрьшает в закрытом, рабочем положении нижнюю режущую кромку резца на величину радиуса R поворота резца и поднутрение паза в детали 15.
Устройство работает следующим образом.
При рабочем ходе стола станка деталь 15 перемещается по стрелке, как это указано на фиг. 1. Резец жестко соединен с откидной плитой, прижатой силой резания к корпусу 1. При заходе в паз обрабатьшаемой детали, в начале резания, пластины 10 и 13 поворачиваются на осях пружин 11 и 14, как это показано на фиг. 3. Поворот пластины 10 производится стенкой паза, на которой обрабатывается поднутрение, а пластины 13 - дном паза. Пластина 10 скользит по стенке, а пластина 13 - по дну до выхода их из паза.
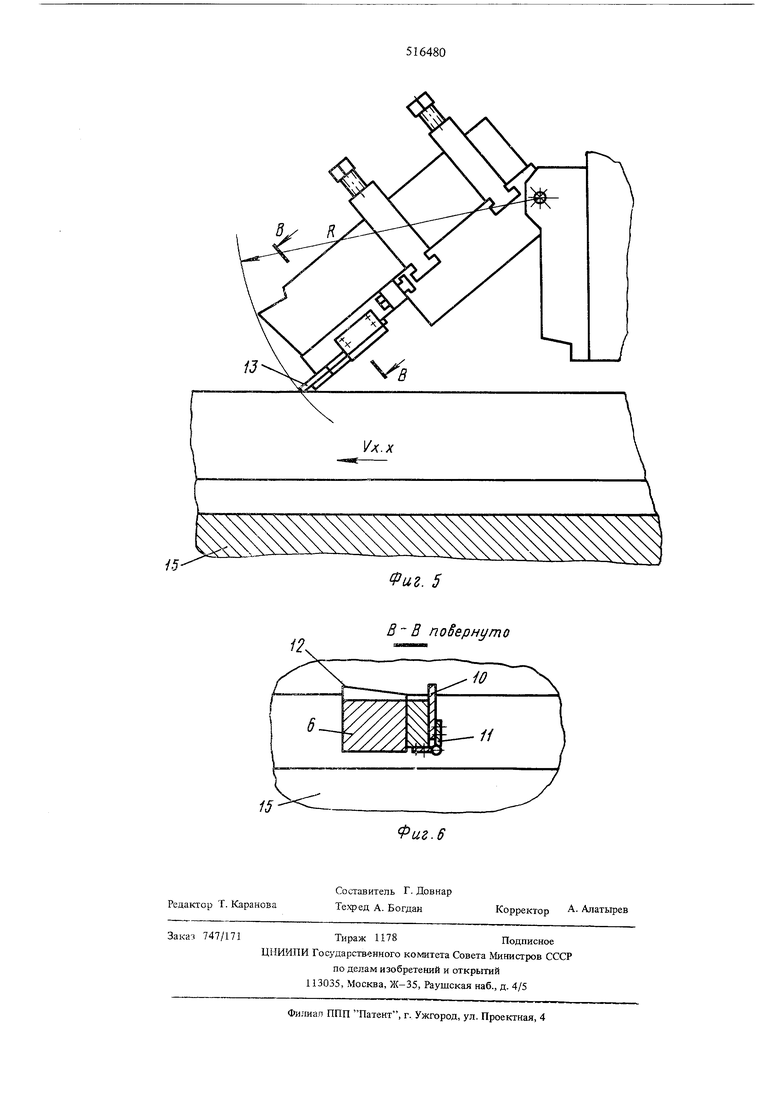
После выхода из паза пластины под действием пружин 11 и 14 принимают исходное положение (см. фиг. 6), перекрьшая при этом режущую кромку резца. При холостом ходе стола деталь 15, движущаяся по направлению стрелки, показанной на фиг. 5, набегает на пластины. Пластины упираются в стойку 7, которая в свою очередь связана жестко с откидной плитой 2. Так как пластины перекрьшают
поднутрение паза, то деталь начинает через пластину и стойку 7 поднимать плиту 2, поворачивая на оси 3 относительно корпуса 1 до тех пор, пока пластина 13 своей нижней плоскостью не окажется на верхней плоскости детали, исключив таким образом удар детали по резцу. При дальнейшем ходе детали, она выходит из зоны суппора, и плита с закрепленными на ней резцом и стойкой с пластинами возращается в исходное положение.
Формула изобретения
1. Резцовая головка для строгальных станков,
резец которой закреплен в откидной плите, отличающаяся тем, что, с целью повьппения производительности труда при обработке поднутрений в глубовсих пазах, в нижней части откидной плиты закреплена стойка с двумя, расположенньшш перпендикулярно друг относительно друга, жесткими пластинами, одна из которых контактирует с вертикальной плоскостью стойки со стороны, противоположной режущей кромке резца, и закреплена на Г-образной плоской пружине, которая
жестко соединена со стойкой и имеет вертикальную ось поворота, а другая пластина закреплена на второй Г-образной плоской пружине, жестко соединенной с первой пластиной и имеющей горизонтальную ось поворота.
2. Головка по п. 1, отличающаяся тем,
что стойка вьшолнена перемещающейся вдоль откидной плиты.
15
Фиг. /
/f Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1990 |
|
SU1774906A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| РЕЗЦОВАЯ ГОЛОВКА СТРОГАЛЬНОГО СТАНКА ПРЯМОГО И ОБРАТНОГО РЕЗАНИЯ | 1992 |
|
RU2080966C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПО КОПИРУ ПРЯМОЗУБЫХ КОНИЧЕСКИХ КОЛЕС НА ПОПЕРЕЧНО-СТРОГАЛЬНОМ СТАНКЕ | 2001 |
|
RU2213649C2 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ СТРОГАНИЯ ПАЗОВ СЛОЖНОГО ПРОФИЛЯ, НАПРИМЕР, В ЦИЛИНДРАХ ЦУГАЛЬНОГО МЕХАНИЗМА ДВЕРНЫХ ЗАМКОВ | 1947 |
|
SU85358A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| РЕЗЦОВЫЙ ПОЛОСОРЕЗ | 1992 |
|
RU2016659C1 |
A-A
Фиг.З
в -5
Фиг.
