1
Изобретение относится к области трубопрокатного производства.
Известна рабочая клеть дискового стана поперечно-винтовой прокатки, предназначенная для прошивки сплошной заготовки в полую гильзу и включающая станину, установленные в ней рабочие диски, направляющие линейки для удержания прокатываемой гильзы на оси прокатки и механизмы осевой регулировки дисков.
Недостатками известной конструкции являются трудоемкость операции настройки дисков и недостаточно высокая точность настройки на необходимую величину эксцентриситета прошивки. При этом величину эксцентриситета во время настройки стана контролируют замером вручную (с помощью линейки) расстояния от контрольной риски, выполненной на станине, до оси вала диска.
Известна рабочая клеть, содержащая станину с крышками, в расточках которых расположены поворотные барабаны с осями, равноудаленными вверх и вниз относительно оси прокатки и расположенными зеркально-симметрично относительно последней по разные стороны от нее; рабочие диски, оси валов которых равноэксцентричны и параллельны осям барабанов; механизмы для изменения расстояния между рабочими поверхностями дисков, привод вращения дисков и механизмы поворота барабанов. Настройка дисков на необходимую величину эксцентриситета (угол подачи и скорость прошивки) осуществляется поворотом барабанов относительно их осей. Величину эксцентриситета определяют в процессе настройки замером расстояния от базовой поверхности, выполненной на станине, до осей дисков. Недостатки этой рабочей клети- сложность и недостаточно высокая точность настройки рабочих дисков на необходимую величину эксцентриситета и отсутствие возможности контроля за сохранение величины эксцентриситета в процессе прошивки, что ведет к снижению точности получаемых гильз.
В целях обеспечения настройки стана каждый барабан в предлагаемой рабочей клети снабжен указателем эксцентриситета в виде штока, подпружиненного относительно крышки, контактирующего с кольцевым пазом, выполненным на наружной поверхности барабана концентрично оси вала размещенного в нем диска и кинематически связанного со стрелкой.
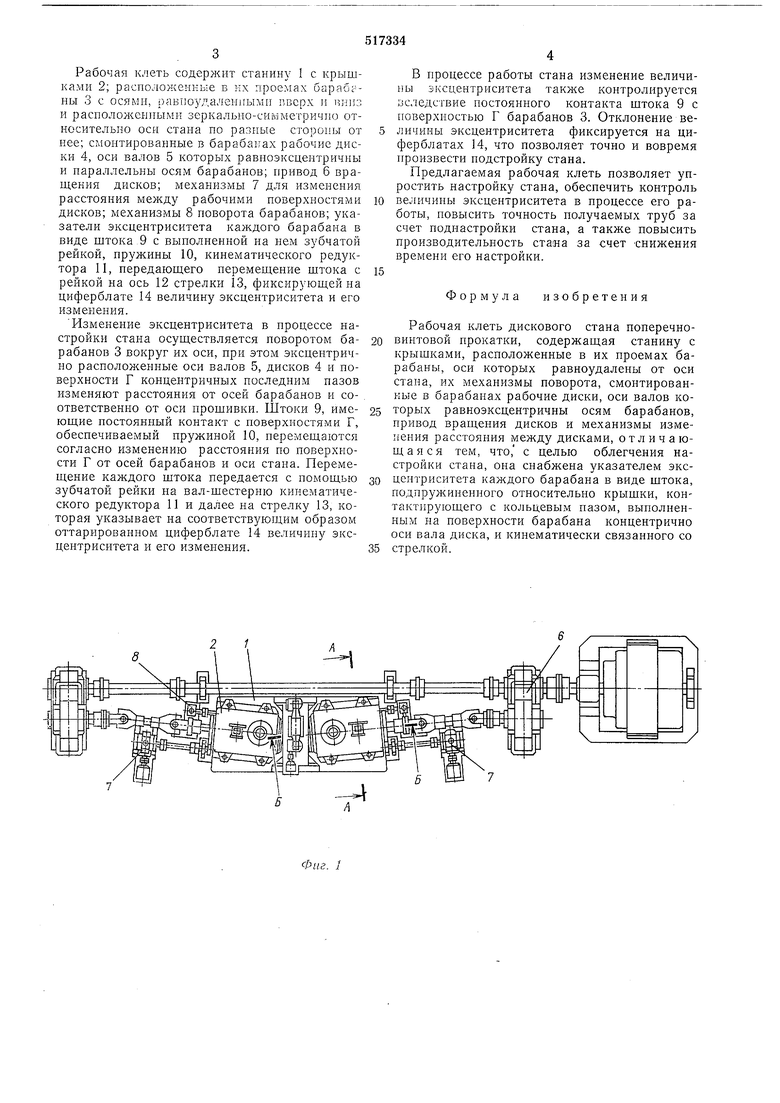
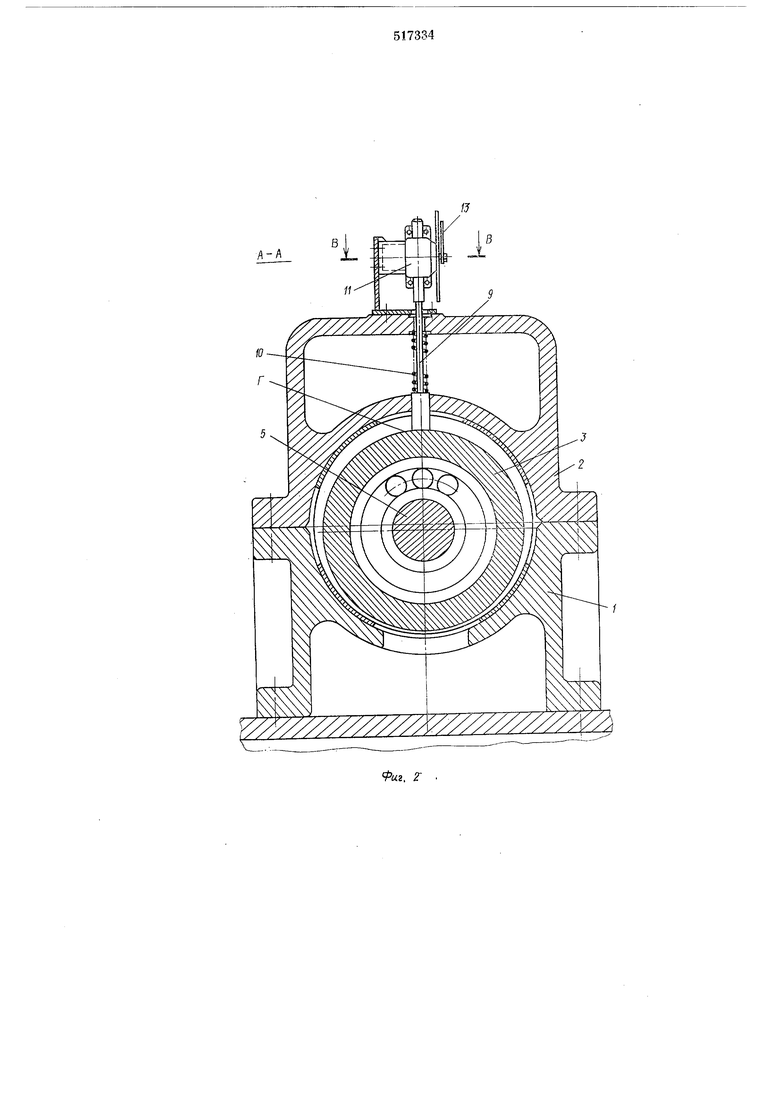
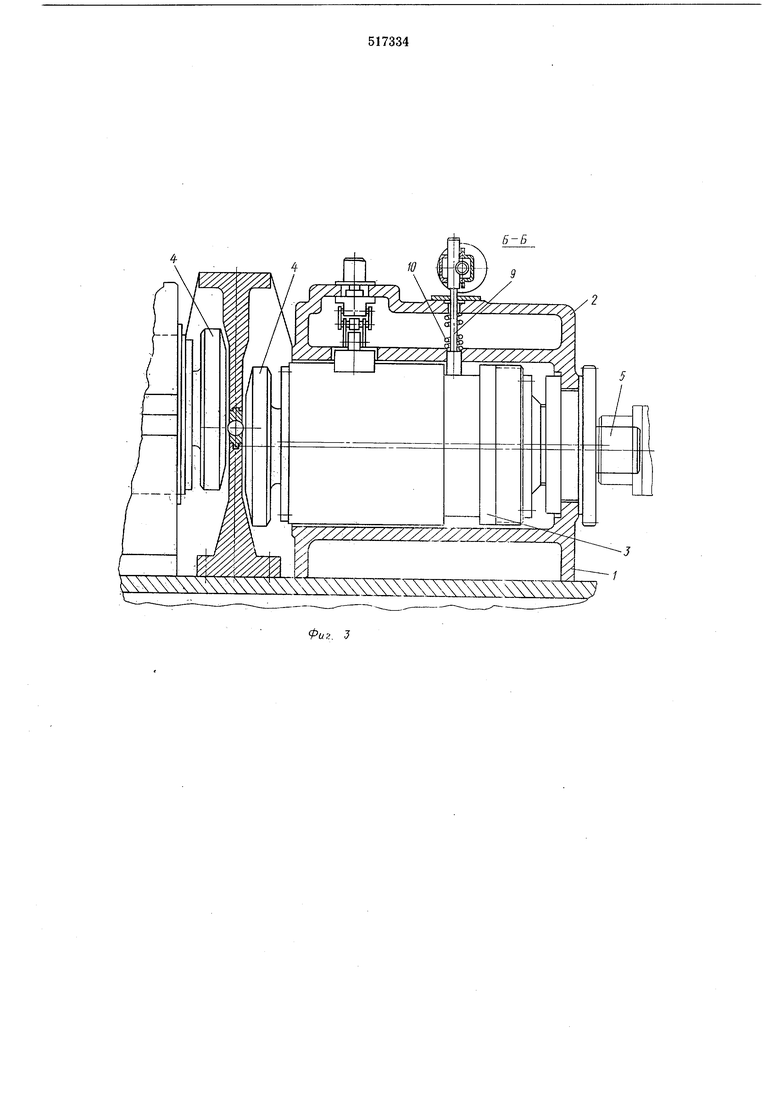
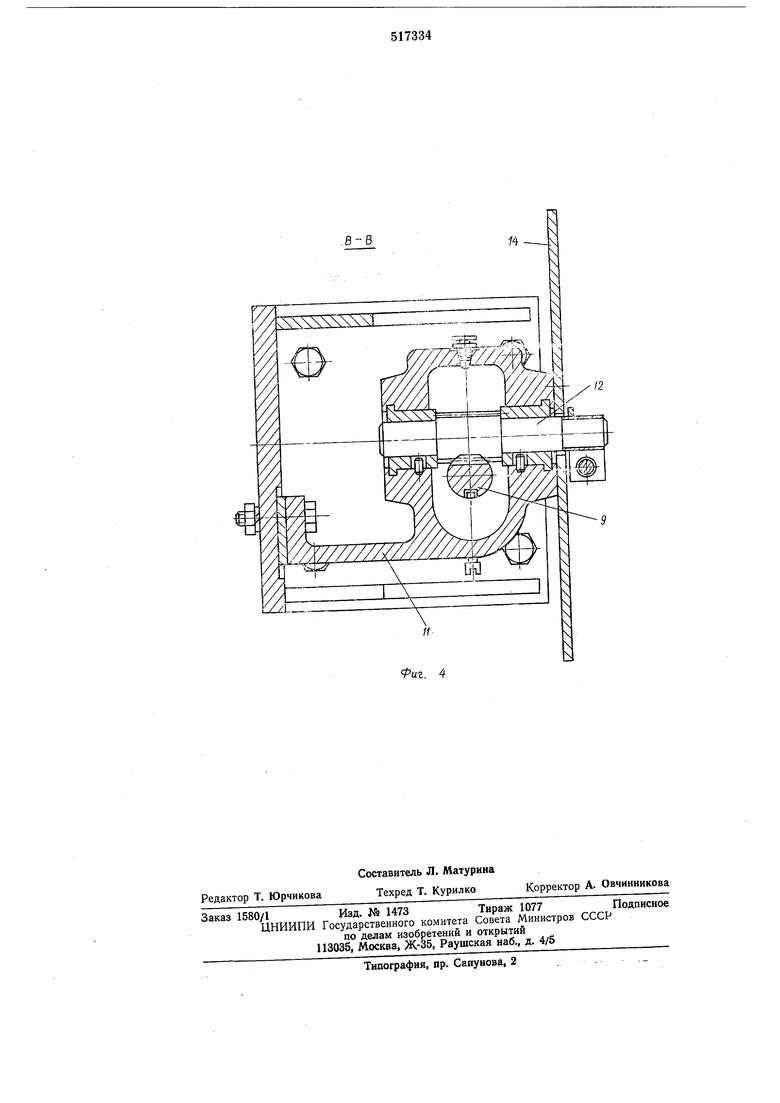
На фиг. 1 изображена предлагаемая рабочая клеть в плане; на фиг. 2 показан разрез по А-А на фиг. 1; на фиг. 3 изображено сечение Б-Б на фиг. 1; па фиг. 4 - сечение по В-В на фиг. 2. Рабочая клеть содержит станину I с крышками 2; расположенные в кх проемах барабены 3 с осями, равпоудаленнымп вверх и и расположенными зеркально-симметрично относительно оси стана но разные стороны от нее; смонтированные в барабанах рабочие диски 4, оси валов 5 которых равноэксцентричны и параллельны осям барабанов; привод 6 вращения дисков; механизмы 7 для изменения расстояния между рабочими поверхностями дисков; механизмы 8 поворота барабанов; указатели эксцентриситета каждого барабана в виде штока 9 с выполненной на нем зубчатой рейкой, пружины 10, кинематического редуктора 11, передающего перемещение штока с рейкой на ось 12 стрелки 13, фиксирующей на циферблате 14 величину эксцентриситета и его изменения. Изменение эксцентриситета в процессе настройки стана осуществляется поворотом барабанов 3 вокруг их оси, при этом эксцентрично расположенные оси валов 5, дисков 4 и поверхности Г концентричных последним пазов изменяют расстояния от осей барабанов и соответственно от оси прошивки. Штоки 9, имеющие постоянный контакт с поверхностями Г, обеспечиваемый пружиной 10, перемещаются согласно изменению расстояния но поверхности Г от осей барабанов и оси стана. Перемещение каждого штока передается с помощью зубчатой рейки на вал-шестерню кинематического редуктора 11 и далее на стрелку 13, которая указывает на соответствующим образом оттарированном циферблате 14 величину эксцентриситета и его изменения. В процессе работы стана изменение величины эксцентриситета также контролируется вследствие постоянного контакта штока 9 с поверхностью Г барабанов 3. Отклонение величины эксцентриситета фиксируется на циJферблатах 14, что позволяет точно и вовремя произвести подстройку стана. Предлагаемая рабочая клеть позволяет упростить настройку стана, обеспечить контроль величины эксцентриситета в процессе его работы, новысить точность получаемых труб за счет поднастройки стана, а также повысить производительность стаиа за счет снижения времени его настройки. Формула изобретения Рабочая клеть дискового стана поперечновинтовой прокатки, содержащая станину с крышками, расположенные в их проемах барабаны, оси которых равноудалены от оси стана, их механизмы поворота, смонтированные в барабанах рабочие диски, оси валов которых равноэксцентричны осям барабанов, привод вращения дисков и механизмы изменения расстояния между дисками, отличающаяся тем, что, с целью облегчения настройки стана, она снабжена указателем эксцентриситета каждого барабана в виде штока, подпружиненного относительно крышки, контактирующего с кольцевым пазом, выполненным на поверхности барабана концентрично оси вала диска, и кинематически связанного со стрелкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть дискового стана | 1987 |
|
SU1452633A1 |
| РАБОЧАЯ КЛЕТЬ ДИСКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2028842C1 |
| РАБОЧАЯ КЛЕТЬ ДИСКОВОГО СТАНА | 1992 |
|
RU2025156C1 |
| Станина клети стана винтовой прокатки | 1976 |
|
SU556853A1 |
| Рабочая клеть дискового стана поперечно-винтовой прокатки | 1987 |
|
SU1405921A1 |
| Клеть для продольной прокатки | 1982 |
|
SU1084092A1 |
| Рабочая клеть стана поперечно- винтовой прокатки | 1979 |
|
SU780914A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1357093A2 |
/1-А w
Фи.. 7
. 4
