1 , Изобретение относится к трубопрокатному производству и наиболее эффективно может быть использовано в станах поперечно-винтовой прокатки для производства сорта и труб. В настоящее время в станах поперечно-винтовой прокатки наблюдается тенденция к повыиению углов подачи д 30-40 особенно при прокатке сорта.Не обходимость в таких, углах подачи вгш ков диктуется требованиями производительности при ограничении числа оборотов при прокатке длинных(до 30 м) заготовок. Значительные дина мические воздействия от вращающихся заготовок большой длины предопре деляют значительные ограничения по скоростям. Поэтому единственным путем повышения производительности является увеличение углов подачи валков рабочей клети. Однако в современных станах попе речно-винтовой прокатки углы подачи валков ограничиваются 20-25 из-за больших углов перекосов в шарнирах универсальных шпинделей - неотъемле мой части привода валков современног стана поперечно-винтовой прокатки. Известна клеть стана поперечновинтовой прокатки, включающая станину,три рабочих валка, их привод через универсальные шпиндели и поворотную планшайбу для изменения . углов подачи валков 1. При повороте планшайбы одновременно изменяется угол подачи всех трех валков, причем оси изменения углов подачи валков пересекаются в одной точке, расположенной на оси прокатки. Недостатком этого стана является невозможность увеличения углов подачи свыше 10°, что обусловливается углом поворота планшайбы и допустимыми углами перекосов в шарнирах шпинделей. Наиболее близкая предлагаемой по технической сущности рабочая клеть стана поперечно-винтовой прокатки содержит станину, имеющую три радиальных паза, равномерно расположенные по кругу, установленные в пазах барабаны, несущие приводные валки, и привод поворота барабанов 2. Изменение углов подачи валков . производится путем поворота барабанов, оси которых перпендикулярны оси прокатки и пересекаются в одной точке, расположенной на ней. Недостаток известной клети стана поперечно-винтовой, прокатки заключается в том, что при изменении углов подачи вёшков до 25-35 углы перекосов в шарнирах шпинделей превышает допустимые значения (до lif) , что отражается на Надежности стана. Кроме того, при увеличении углов подачи свыше 20° уменьшается полезная контактная поверхность станины и барабана. Это обстоятельство ограничивает диапазон изменения углов подачи валков таких станов до 1520, что в свою очередь сказывается на их производительности. Кроме тогО прокатка на сравнительнЬ малых углах не дает полной проработки сердцевины прокатываемого изделия, что не исключает появления в нем полостей и, следовательно, ухудшает качество.
Цель изобретения - повышение производительности и облегчение настройки на большие углы подачи.
Указанная цель достигается тем, что в рабочей клети стана поперечновинтовой прокатки, включающей станину, имеющую три радиальных паза, равномерно расположенных по кругу, установленные в пазах барабаны, несущие приводные валки, и привод поворота барабанов, пазы выполнены со смещением от осей в тангенциальном направлении от оси прокатки на величину е, определяемую выражением
a:()S ou-Sin4
где R - радиус валка;
ZQ - расстояние от оси прокатки до поверхности валка
U - угол скрещивания;
Р , -I угол подачи. Такое конструктивное выполнение рабочей клети стана поперечно-винтовой прокатки позволяет повысить производительность при прокатке труб и сорта. Это достигается тем, что смещение вышеуказанным образом осей пазов и, следовательно, бара.банов рабочей клети от оси прокатки позволяет увеличить углы подачи валков до 25-30 , не увеличивая углы перекоса в шарнирах шпинделей, что влечет за собой увеличение скорости прокатки. Такое увеличение углов подачи валков позволяет также более полно прорабатывать сердцевину проктываемых изделий, а следовательно, повысить их качество. «
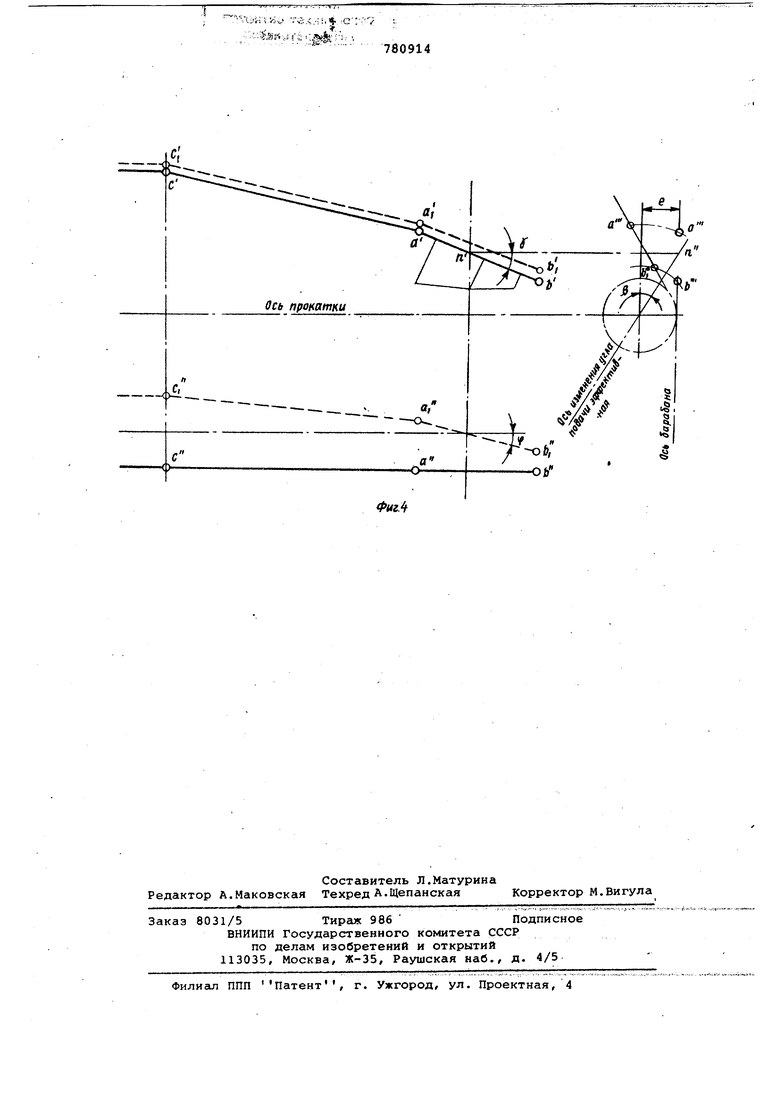
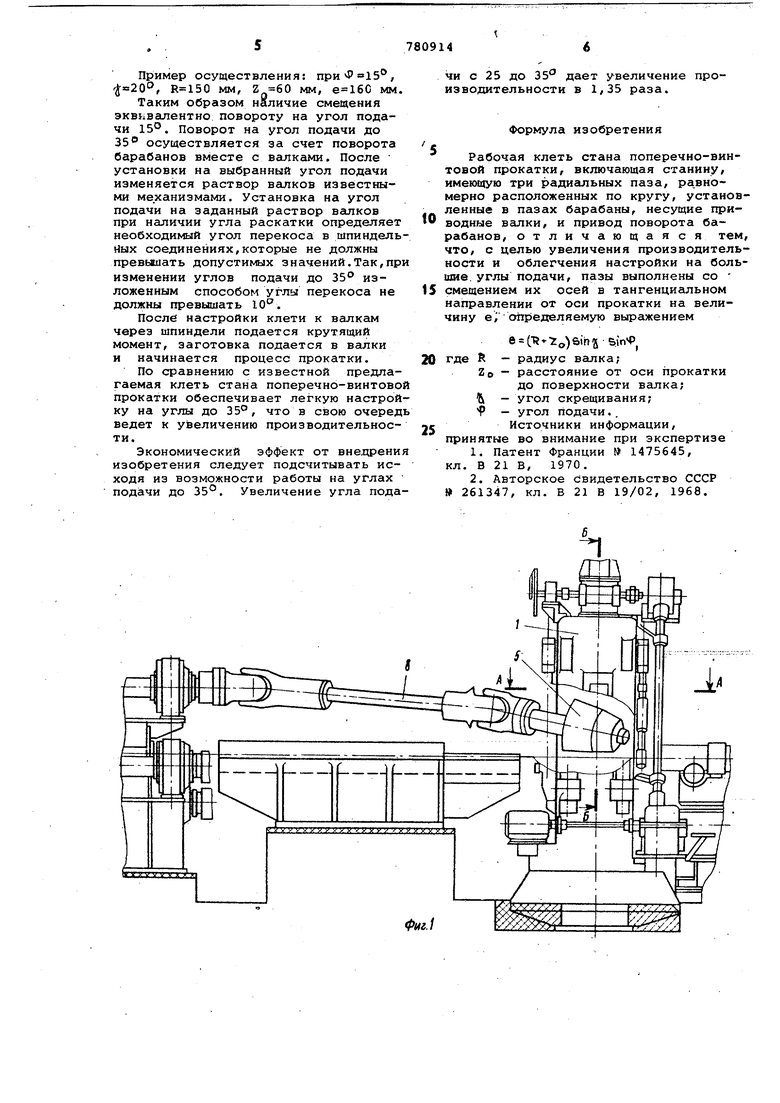
На фиг. 1 схематически изображен стан поперечно-винтовой прокатки, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - схемй трех-валкового стана поперечно-винтовой прокатки (показана ось верхнего валка в трех проекциях).
1 абочая клеть стана поперечновинтовой прокатки содержит станину 1, имеющую три радиальных паза, установленные в пазах барабаны 2,3 и 4 несущие валки 5,6 и 7,- универсальные шпиндели 8,9 и 10, связанные с главным приводом (на черт, не показан), и привод поворота барабанов (на черт не показан). Валки установлены под углом и к оси прокатки.
Универсальные шпиндели установлены с одинаковым углом перекоса.
Йа схеме (фиг.4) жирными линиями показана проекция оси верхнего валка и шпинделей стана со смещением оси барабана относительно центральной оси клети. Пунктирны: 1и линиями показано эквивалентное положение этих осей в случае отсутствия смещения . Это второе положение может быть получено, если применить метод вращения, согласно которому при совмещении зффективной оси изменения угла подачи верхнего валка с осью ординат (для чего необходимо повернуть валок на угол ) горизонтальная проекция оси валка составляет с осью прокатки угол подачи Ф. Таким образом, эксцентриситет е эквивалентен углу подачи Ф.
Из фиг. 4 также видно, что при наличии угла подачи угол перекоса в шарнирах шпинделя значительно больше, чем в случае наличия смещения, которое уменьшает углы перекосов. Это повышает надежность и.долговечность главной линии стана, уменuiaeT неравномерность вращения валков, понижает скольжение и увеличивает производительность стана и качество изделий.
Кроме того, ввиду того что смещением можно компенсировать часть диапазона изменения углов подачи, а остальную часть изменения углов подачи осуществлять за счет поворота вокруг смещенной оси, увеличивается полезная контактная поверхность обхвата барабанов, что повышает надежность клети, ее жесткость, и это сказывается на производительности клети и качестве продукций.
Устройство работает следующим образом.
Валки устанавливают на необходимый угол подачи с учетом смещения осей барабанов. Например, если диапазон изменения углов подачи валков 5-7 составляет 15-35-, то достаточно установить угол подачи равный 15 а остальное обеспечит смещение осей барабанов 2-4.
Величина смещения С подсчитывается по формуле
)6iri i fein4)
Р Ь R Z,
- угол подачи;
-угол скрещивания;
-радиус валка;
о - расстояние от оси прокатки до поверхности валка.
Пример осуществления: при Р 15°, , мм, мм, мм.
Таким образом наличие смецения эквивалентно, повороту на угол подачи 15°. Поворот на угол подачи до 35° осуществляется за счет поворота барабанов вместе с валками. После установки на выбранный угол подачи изменяется раствор валков известными ме.ханизмами. Установка на угол подачи на заданный раствор валков при наличии угла раскатки определяет необходимый угол перекоса в шпиндельных соединениях,которые не должны превыиать допустимых значений.Так,при изменении углов подачи до 35° изложенным способом углы перекоса не должны превышать Ю .
Послб настройки клети к валкам через шпиндели подается крутящий момент, заготовка подается в валки и начинается процесс прокатки.
По сравнению с известной предлаг аемая клеть стана поперечно-винтовой прокатки обеспечивает легкую настройку на углы до , что в свою очередь ведет к увеличению производительности.
Экономический эффект от внедрения изобретения следует подсчитывать исходя из возможности работы на углах подачи до 35°. Увеличение угла подачи с 25 до 35 дает увеличение производительности в 1,35 раза.
Формула изобретения
Рабочая клеть стана поперечно-винтовой прокатки, включающая станину, имеющую три радиальных паза, ра,вномерно расположенных по кругу, установленные в пазах барабаны, несущие приводные валки, и привод поворота барабанов, отличающаяся тем, что, с целью увеличения производительности и облегчения настройки на большие, углы подачи, пазы выполнены со смещением их осей в тангенциальном направлении от оси прокатки на величину ei определяемую выргикением
e )Smx Sin4
где R - радиус валка;
Zo - расстояние от оси прокатки
до поверхности валка; - угол скрещивания; 9 - угол подачи., Источники информации,
принятые во внимание при экспертизе
1.Патент Франции № 1475645, кл. В 21 В, 1970.
2.Авторское свидетельство СССР 261347, кл. В 21 В 19/02, 1968.
:u v-r;vi; тгх,;:,| :C-:--7 :;:-l i;,.i:-;|«|v :y;..
780914
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| Способ настройки трехвалковогоСТАНА | 1979 |
|
SU801911A1 |
| Рабочая клеть стана поперечно- ВиНТОВОй пРОКАТКи издЕлийпЕРЕМЕННОгО пРОфиля | 1979 |
|
SU804149A1 |
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2278748C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1978 |
|
SU733748A1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU710685A1 |
| Рабочая клеть дискового стана поперечно-винтовой прокатки | 1975 |
|
SU517334A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |