(54) МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ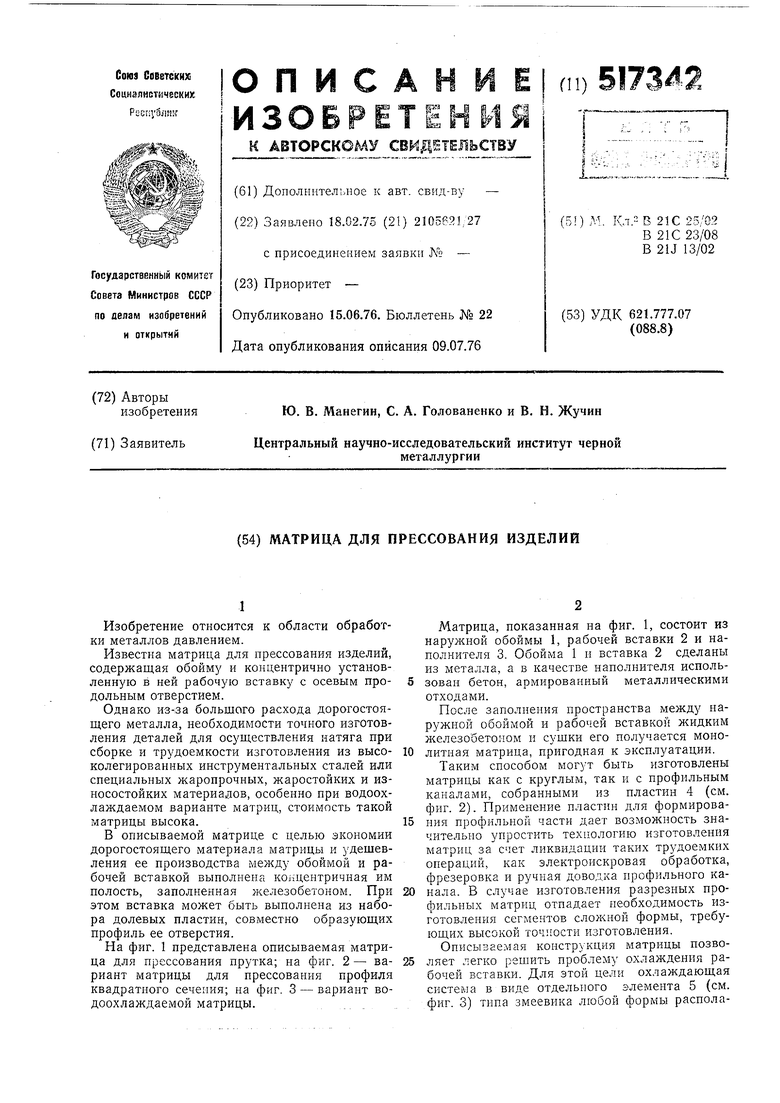
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования кольцевых профилей | 1975 |
|
SU573212A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| ТЕПЛООБМЕННАЯ ТРУБА ДЛЯ ОТОПИТЕЛЬНОГО КОТЛА | 1995 |
|
RU2125219C1 |
| ВСТАВКА В МАТРИЦУ ДЛЯ ПРОИЗВОДСТВА МАКАРОН ТРУБЧАТОЙ ФОРМЫ | 2001 |
|
RU2218765C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Литейная металлическая форма для изготовления отливок инструмента с внутренними каналами охлаждения | 1983 |
|
SU1205992A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ВНУТРЕННИМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2074042C1 |
1
Изобретение относится к области обработки металлов давлением.
Известна матрица для прессования изделий, содержащая обойму и концентрично установленную в ней рабочую вставку с осевым продольным отверстием.
Однако из-за большого расхода дорогостоящего металла, необходимости точного изготовления деталей для осуществления натяга при сборке и трудоемкости изготовления из высоколегированных инструментальных сталей или специальных жаропрочных, жаростойких и износостойких материалов, особенно при водоохлаждаемом варианте матриц, стоимость такой матрицы высока.
В описываемой матрице с целью экономии дорогостоящего материала матрицы и удешевления ее производства между обоймой и рабочей вставкой выполнена ко щентричная им полость, заполненная железобетоном. При этом вставка может быть выполнена из набора долевых пластин, совместно образующих профиль ее отверстия.
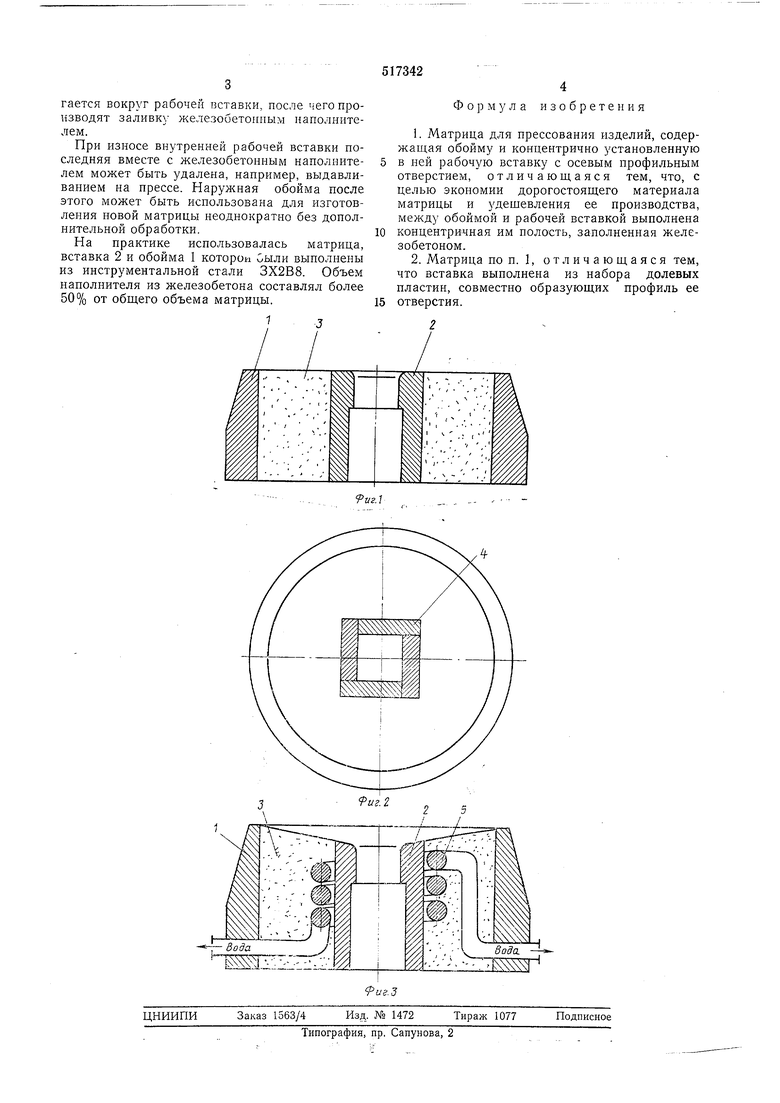
На фиг. 1 представлена описываемая матрица для прессования прутка; на фиг. 2 - вариант матрицы для прессования профиля квадратного сечения; на фиг. 3 - вариант водоохлаждаемой матрицы.
Матрица, показанная на фиг. 1, состоит из наружной обоймы 1, рабочей вставки 2 и наполнителя 3. Обойма 1 н вставка 2 сделаны из металла, а в качестве наполнителя использован бетон, армированный металлическими отходами.
После заполнения пространства между наружной обоймой и рабочей вставкой жидким железобетоном и сушки его получается монолитная матрица, пригодная к эксплуатации.
Таким способом могут быть изготовлены матрицы как с круглым, так и с профильным каналами, собранными из пластин 4 (см. фиг. 2). Применение пластин для формироваНИН профильной части дает возможность значительно упростить технологию изготовления матриц за счет ликвидации таких трудоемких операций, как электроискровая обработка, фрезеровка и ручная доводка профильного канала. В случае изготовления разрезных профильных матриц отпадает необходимость изготовления сегментов сложной формы, требующих высокой точности изготовления.
Описызгемая конструкция матрицы позволяет легко решить проблему охлаждения рабочей вставки. Для этой цели охлаждающая система в виде отдельного элемента 5 (см. фиг. 3) типа змеевика любой формы распола
